Изобретение относится к области. .размерной электрохимической обработки изделий сложной формы, например ковочнйх штампов, лопаток компрессора, и может быть использовано для поддержания желаемого зазора между электродами и заготовкой. Известны электрохимические станки для размерного профилирования, включавяцие замкнутую рабочую камеру, в которой находятсянеподвижно закрепленная заготовка и электрод-инструмент, между которыми прокачивается электролит. В данном станке механизм для регулирования межэлектродного за зора устроен следующим образом. Элек род-инструмент закреплен на штоке, связанном с механизмом перемещения, осуществляющим периодический.подвод электрода-инструмента досоприкосновения с заготовкой при отключенном рабочем токе, отвод его на величину заданного межэлектродного зазора (ощупывание) с использованием ограни ч,ительных упоров и последующую обрат боткУ при включенном рабочем токе и неподвижной электроде, либо при вклю ченнсм рабочем токе и равномерной по даче электрода 1, Недостатком известных конструкций является малая жесткость механизма привода движения электрод-инструмента из-за наличия люфтов между его звеньями, что прив.одит к неустойчивости процесса обработки и возникновению коротких замыканий особенно на межэле1 тродньк зазорах. Это ограничивает минимально возможную величину межэлектродного зазора, что в свою очередь ограничивает точность обработки. Целью изобретения является повыщение точности обработки путем стабилизации межэлектродного зазора. Указанная цель достигается т&л, что предлагаемое устройство для регулирования межэлектрсдного зазора при размерной электрохимической обработ- . ке, выполненное в виде гидроцилиндра, на штоке которого укреплен электродинструмент, механизма фиксации его положения и ограничительных упоров, снабжено вторым гидроцилиндром, расположенным между электродсм-инструментом и штоком первого гидроцилиндра, снабженным механизмом фиксации штока в заданном положении. Причем в корпусе второго гидроцилиндра установлен изолированный Vnop, вйполненный СВОЗМОЖНОСТЬЮ jpefyjlHiioBkH хода поршня на величину межэлектродного зазора.
Устройство для регулирования меж электродного зазора состоит из двух
последовательно соединенных гидравли- . веских цилиндров, один из которых,
содержащий жесткий упор для Ограниче,яия перемещения поршня, служит для Отвода электрода ца величину мёжэлектродного зазора после очередного ощу- .w пывания и закреплен на 1атоке второго неподвижного ртнрситель но станины стййка гийрбцилиндра, служащего для пОдвода электройа до упора в заготов
ку при ощупывании и для осуществлё- . ,
ния {Рабочей пo 3laчi, а также зажимной 5 метсайизм, например клеммовый, с гид: равлическйм приводом. Зажимной меха.низм обеспечивает жёсткость закреп-, ленйя штока непсйвижнргО гидроцилиндра в процессе ощупывания, что и поз- , jtQ Воляёт производить . Обработку
нимальнр йозможном межэлектродном за зоре..--. :.;;..;-; .. . ;;.;.:-.-;;:--- ---«;-- - .-;.
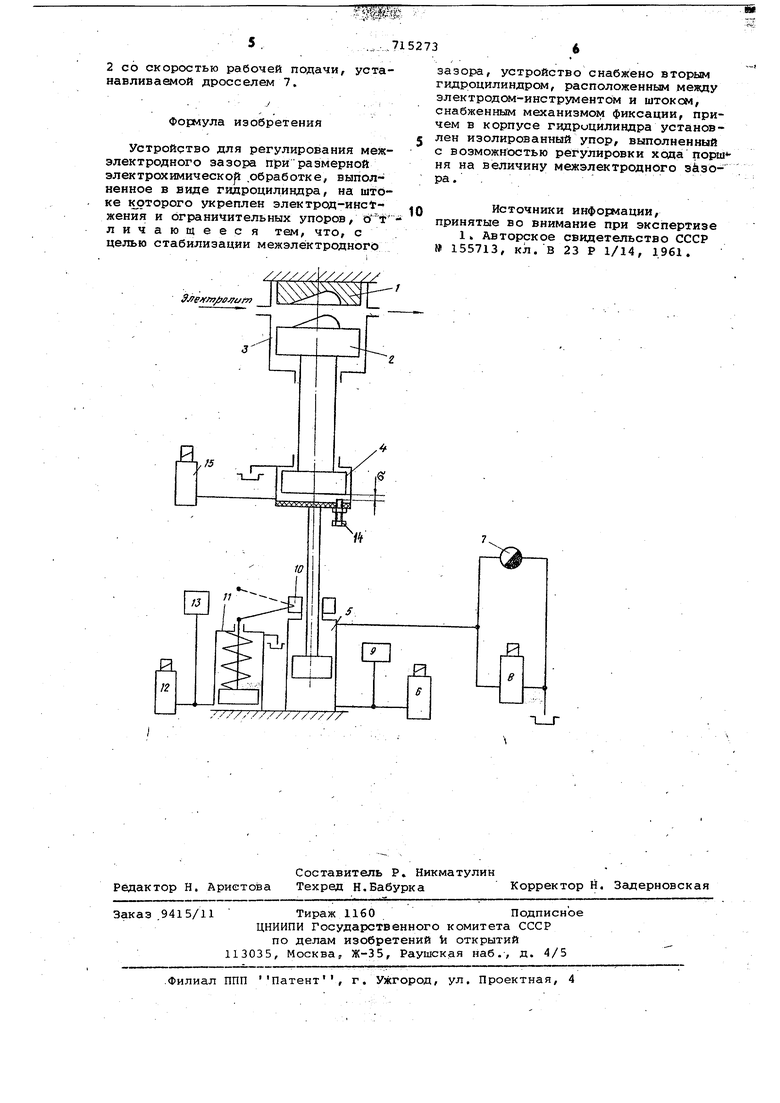
На чертеже изображена прйнцйпиальйая схёШ устройства Йлярёгулирова- 25 ния мёжэлектродного зазора при раз-мерной элак трохимичёск ой o6pa6o Kei : Заготовка 1 й:д л ёктрод-ин1гтрумёнт : 2 размёт ёны в замкнутой камере 3/ -. черёэ: которую прокачйваётйя пШ йавч. -оК ленйём электролит.Заготовка закреп лена и Каяере HenoJa:BH iH6, а электрод- . . инстр ент установлен, на uitWe:Рйд- . равлического Цйлиндра1 4, служащего , для установки мёжэлектрОдногд зазо- ; ,с . ра, который, в. свою очередь, смонтирован, на .штоке; т нароцилиндра 5 ёйужащего. для ускоренных и рабочих пе- рёмёщенйй электрода. ч . .
Давление масла подается в неатокОвую полость гидроцилиндра 5 через зо- 0
-Лотник. 6. Слив масла из штоковойпЬлости (или наоборот подсос масла) происходит через дроссель 7 и золотник 8. Момент упора электрода в заготовку фиксируется гидравлическим 45 реле давления 9, . ., ., .
Тидроцилиндр 5 снабжен клеммовым мёха низмом 10, обеспечивающим закрепление штока в любом положении
.порться. Механизм, 10 приводится в дей- 50 ствие гидроцилиндра«1 11 при срабатывании золотника 12. Момент зажима
/штока фиксируется гидравлическим реле Давления 13.
|Гйдроцилиндр 4 снабжен регулируе- ее мым упором 14, ограничивающим величину хода пор;1няв пределах межэлектродного зазора. Упор 14 электрически изолирован от корпуса гидроцилиндра, который одновременно;, являет. ся электрически} контактом и включен 60 в цепь управления станком. При подходе поршня к упору 14 происходит электрический контакт, подающий им пульс в схему управления станк ом.
Движение поршня гидроцилиндра 4 вверх 65
Осуществляется под действием давлени масла, проходящего через золотник 15
Движение поршня гидроцилиндра 4 вниз, а также движение вниз самого гидроцилиндра 4 вместе со штокс гидроцилиндра 5 (при разжатом клеммовом зажимном механизме 10) происходит под действием давления электрол,ита в рабочей камере на шток гидроцилиндра 4. Диаметр гидроцилиндра 4 должен быть больше, чем гидроцилиндра 5, чтобы при ощупывании между поршнем цилиндра 4 и упорслч 14 сохранялся зазор С. Электрохимический станок, снабженный предлагаемым устройством для регулирования межэлектродного зазора, может работать по Двум способам с ;неподвижным электроде и с равномерной подачей электрода. Время обработки ограничивается с помощью реле :BpavieHH.
Работа станка при неподвижно электроде происходит следующим образом. . . .... ,
В1 :л1очают прОкачку электролита. Затем включением золотников б,. 8,15 электроц ускоренно подводят до упора в заготовку. При этом срабатывает реле давления 9, которое.подает команду йа в.слюченйе золотника 12, благодаря чему срабатывает гидроцилиндр 11 и происходит зажим штока гидроцилиндра 5. После э;того реле давления
13дает команду на откЛ1очение золотников б, 8, 15. Под давлением электролита в рабочей камере 3 поршень гидроцилиндра 4 доходит до упора в
контактный винт 14. При этом между заготовкой и электродом образуется межэлектродный зазор. Электрический контакт между поршнем гидроцилиндра 4 и ynopovi 14 подает импульс, на включение рабочего тока и на включение реЛе времени, ограничивающего время обработки. После срабатывания реле времени цикл работы (ощупывание, обработка) повторяется. Обработка детали заканчивается после перемещения электрода на заданную величину, что может отмечаться, например, по шкале линейки или индикатора. Автоматическое отключение станка может быть осуществлено по команде электроконтактного датчика.
Работа станка при подвижном электроде в основном происходит так же, как и при неподвижном электроде. Только в данном случае после отхода электрода от заготовки и происходящем при этом электрическс 4 контакте поршня гидроцилиндра 4 с жестким упором
14подается команда как на включение рабочего тока, так и на отключение золотника 12, вследствие чего происходит разжим штока гидроцилиндра 5, и на включение золотника б, вследст вне чего осуществляется движение поршня гидроцилиндра 4 с электродом
2 со скоростью рабочей подачи, устанавливаемой дросселем 7,
Формула изобретения
Устройство для регулирования межэлектродного зазора при размерной электрохимическо .обработке, выполненное в виде гидроцилиндра, на штоке которого укреплен электрод-инс - женин и Ьграни 1ительных упоров, личающеес я тем, что, с целью стабилизации межэлёктродного
..,
зазора, устройство снабжено вторым гидроцилиндром, расположенньом между электродом-инструментом и штоком, снабженным механизмом фиксации, причем в корпусе гидроцилиндра установ5 лен изолированный упор, выполненный с возможностью регулировки хода порш ня на величину межэлектродного эйзо ра. . ,
0 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 155713, кл. В 23 Р 1/14, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической размерной обработки | 1980 |
|
SU965692A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| Устройство для электрохимической копировально-прошивочной обработки | 1972 |
|
SU485851A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1971 |
|
SU423597A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU778982A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2564773C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
