t
Изобретение относится к переработке пластически-х масс в изделиях, в частности к технологической оснастке для у получения изделия способом заливки формуемого матери.ала.
Известна пресс-форма для изготовления полимерных изделий,, содержащая верхнюю и нижнюю плиты с формующими полостями и запорное устройство, выполненное в виде захвата, соединенного с нижней плитой шарниром, выполненным в виде выступа полуцилиндрической формы, а взаимодействующая с ним часть захвата выполнена в виде полуцилиндри- ческой впадины l.
Известную пресс-форму нельзя использовать для раздельного вьтолнения технологических процессов заполнения формы и последующего Прессования на другом оборудовании, поскольку запорное устройство данной пресс-формы не обеспечивает требуемых положений матрицы и пуансона относительно друг друга при
раздельном технологическом процессе изготовления нзделий из пластмасс.
Наиболее близкой к предлагаемой по технической сущности является пресс-форма для изготовления изделий из поЛн,мерных материалов, содержащая матрицу, пуансон и запорное устройство, выполненное в виде расположенных в пуансоне под углом друг к другу и взанмодействуюищх клиновыми поверхностями подпружиненных штока и фиксатора, свободным концом входящего в паз матрицы 2.
Известная пресс-фо1 а не может быть использована для загрузки в нее материала в виде расплава, поскольку положе1гае пуансона в матрице в момент загрузки материал не фиксируется, и отсутствует канал для подачи расплава в форму,
Цель изобретения - расширение технологических возможностей за счет использования формуемого материала в виде расплава..
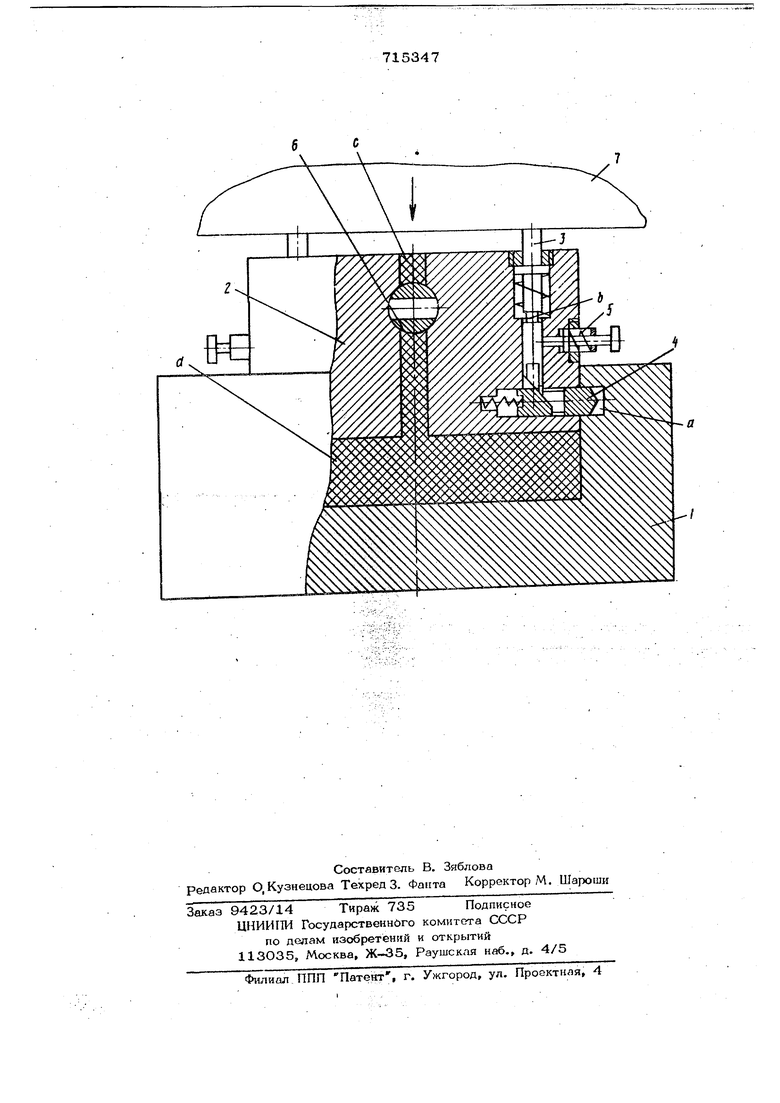
Поставленная iienfe достигается тем, то в пресс-форме дпя изготовления поимерных изделий, содержащей матриу, пуансон .и запорное устройство, ыполненное в виде расположенных пуансоне под углом друг к друУ и взаимодействующих клиновыми поверхностями подпружиненных штоков и фиксатора, свободным концом входящего в паз матрицы, согласно изоб ретению в пуансоне выполнен канал для подачи расплава в пс5лость формы и размещены кран для перекрытия канала и подпружиненный стопор, а в штоке выполнена кольцевая проточка под стопор. На чертеже изображена пресс-форма перед началом прессования.
Пресс-форма содержит матрицу 1, пуансон 2 и запорное устройство, выполненное в виде расположенных в пуансоне под углом друг к другу и взаимодействующих клиновыми поверхностями подпружиненных штока 3 и фиксатора 4, ксугорый свободным концом нкодит в паз а матрицы. В штоке 3-выполнена кольцевая проточка Ъ , в которую входит подпружиненный стопор 5, размещенный в пуансоне. Для заливки материала в формующую полость формы в пуансоне выполнен канал с и установлен кран 6 для перекрытия канала.
Процесс изготовления изделий заключается в следующем. Пресс-форма подается под заливку. Кран 6 при эТоМ открыт и полимерная масса под относительно небольшим давлением заполняет рабочую полость (3 . После запо/1нения полости кран 6 перекрывает 1СШаЛ с и прессформа помещается под пресс, который обеспечивает требуемое давление прессования. Плита 7 пресса, воздействуя на шток 3, перемещает его вниз. Клиновая поверхность штока 3 воздействует на клиновую поверхность фиксатора 4, выводя последний из паза а матрицы 1. В момент касания плитой 7 пресса пуансона 2 фиксатор 4 полностьйэ вьгкодит из паза матрицы. При таком положении фиксатора пружина стопора 5 вводит его в кольцевую проточку Ь для фиксации штока и фиксатора, Этим обеспечивается свободное перемещение пуансона в матрице.
Через определенное время, необходимое для кристаллизации залитой массы.
давление пресса снимается и пресг-форма разбирается.
После извлечения изделия пресс-форма собирается. Для этого пуансон вставляется в матрицу, а стопор 5 оттягивается. Шток 3 и фиксатор 4 под действием пружин занимают исходное положение и процесс повторяется.
Применение данной пресс-формы с
запорным устройством позволяет изготавливать изделия разной толщины. Для этого изменяется положение паза а по вертикали в Матрице.
Данное изобретение может применяться при раздельном осуществлении технологического процесса изготовления изделий из пластмасс: заполнения пресс-формы И последуюцюго прессования. Это позволяет использовать оборудование с
низким давлением впрыска при заполнении пресс-формы, а прессование производить на другом оборудовании.
Использование данной пресс-формы позволяет обеспечить замыкание в процессе заливки и автоматическое размыкание ее в процессе прессования изделия.
Формула изобретения
Пресс-форма для изготовления полимерных изделий, содержащая матрицу, пуансон и запорное устройство, выполненное в виде расположе шых в пуансоне под углом друг к другу и взаимодействующих клиновыми поверхностями подпружиненных штока и фиксатора, свободным концом входящего в паз матрицы, отличаюшаяся тем, что, с целью расширения технологических возможностей за счет использования формуемого Материала в виде расплава, в пуапсоне выполнен канал для подачи расплава в полость формы и размещены кран для перекрытия канала и подпружиненный стопор, а в штоке выполнена кольцевая проточка под стопор. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 556О39, кл. В 29 С 1/ОО, 1974.
2.Авторское свидетельство СССР № 63496, кл. В 29 С 1/16, 194О (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Установка для производства камнелитных изделий | 1982 |
|
SU1079444A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| Прессформа для литья с кристаллизацией под давлением | 1970 |
|
SU648340A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННЫХ ВТУЛОК К СВАРОЧНЫМ ГОРЕЛКАМ | 1992 |
|
RU2040402C1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |