Изобретение относится к оборудованию для производства профильных камнелитых изделий, а именно к устройствам, используемым при выпуске плиточных изделий из каменного литья.
Известны устройства для литья керамических изделий в формах, содержащие карусельную машину с формами, дозирующим, отсасывающим и разгрузочным устройствами 1,
Наиболее близким к изобретению является устройство для изготовления поплавков из огнеупорной массы, включающее станину, привод, например гидравлический, шток которого оканчивается траверсой с пуансоном, и матрицы, установленные с возможностью перемещения, одна из которых смонтирована на направляющих и выполнена с цилиндрическим корпусом, центральным стержнем с пазами для каркаса и скользящей втулкой, взаимодействующей с зацепом, укрепленным на штоке, а другая матрица предназначена для изготовления каркасов и выполнена с прямоугольным пазом и зубчатой рейкой, взаимодействующей с валом-щестерней, внутри которого помещен петлеобразователь, приводимый во вращение двусторонним клином, прикрепленным к щтоку, при этом между пуансоном и валом-щестерней размещено кольцо с пальцем, смонтированное с возможностью поворота на некоторый угол при взаимодействии кольца с пазом пуансона 2.
Недостатками данной установки являются низкая производительность из-за потери времени на разрыв струи при повороте карусельного стола. Кроме того, залитое изделие затвердевает без воздействия принудительных внешних сил, что приводит к образованию неравномерной структуры в изделии и остатков газовых включений.
Цель изобретения - повышение производительности и улучшение качества камнелитых изделий.
Поставленная цель достигается тем, что установка для производства камнелитых изделий, включающая установленные на раме карусельный стол с подвижными формами, дозирующее устройство заливки форм расплавом, вентиляционное устройство, стойку с установленным на ней подвижным кронштейном и неподвижный кронштейн, закрепленный на раме, снабжена прессующим устройством, включающим прессовую плиту и силовой цилиндр, при этом прессовая плита закреплена на подвижном кронщтейне, силовой цилиндр связан с подвижным и неподвижными кронштейнами и взаимодействует с дном формы, а дозирующее устройство выполнено в виде раскрывающейся воронки, состоящей из двух частей, соединенных посредством зубчатого зацепления с приводом. На фиг. 1 изображена предлагаемая установка, частичный разрез; на фиг. 2 -
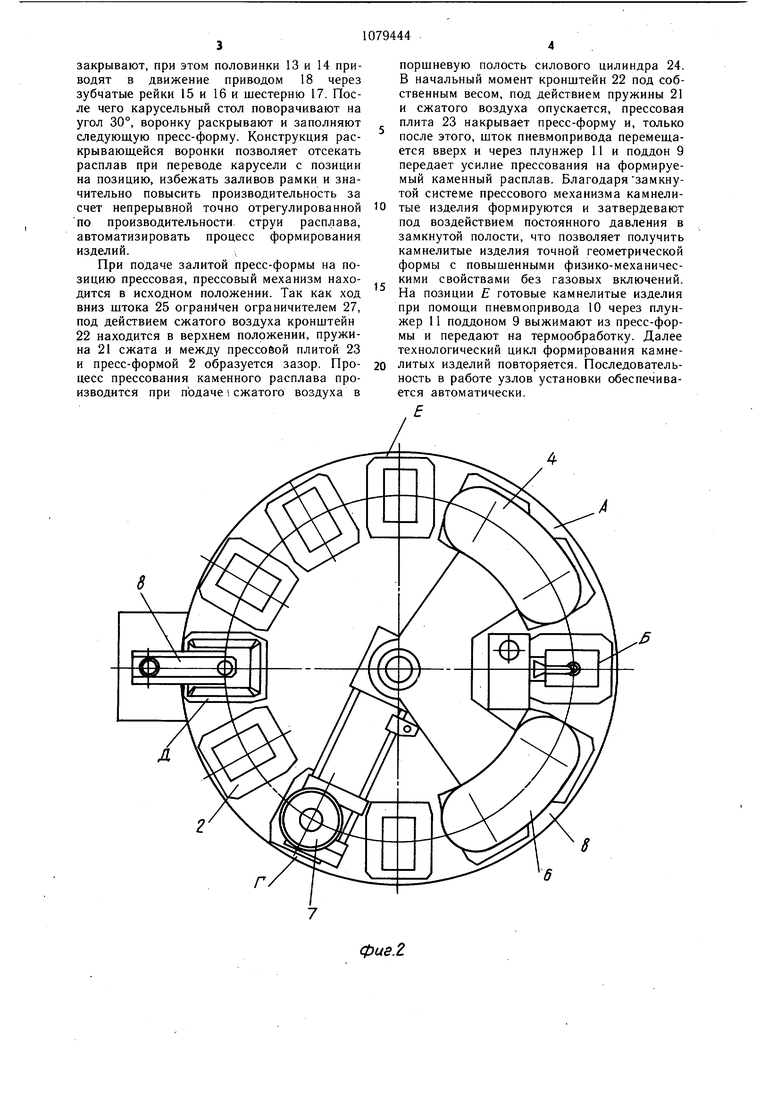
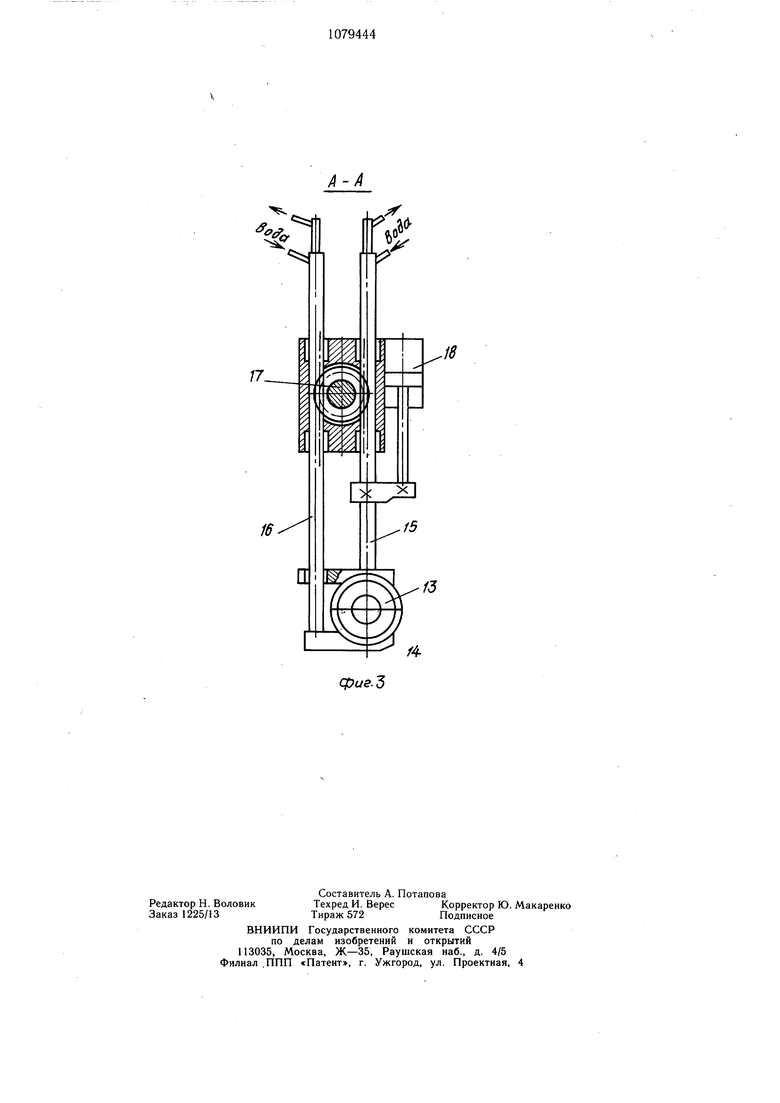
то же, вид в плане; на фиг. 3 - разрез А--А на фиг. 1.
Установка для производства камнелитых изделий состоит из карусельного стола 1 с расположенными на нем двенадцатью прессформами 2, которые при вращении карусельного стола перемещаются через позиции: А - обдува пресс-формы от остатков облоя литья и крошек затвердевщего расплава через сопло 3 вентиляционной камеры 4; Б - нанесения защитного покрытия на рабочую поверхность пресс-формы распылителем 5; В - охлаждения пресс-форм вентиляционной камерой 6; Г - заливка каменного расплава через воронку 7 и его отсечки при переводе карусельного стола с позиции на позицию; Д - прессования каменного расплава в пресс-форме прессующим устройством 8; - выжим камнелитых изделий поддоном 9 при помощи пневмопривода 10 через плунжер П за уровень рамки прессформы. В центре стола расположена колонна 12, на которой закреплено вентиляционное устройство с камерами 4 и б, распылитель 5 и раскрывающаяся воронка 7, которая состоит из двух подвижных частей 13 и 14, соединенных через зубчатое зацепление, состоящее из реек 15 и 16, шестерни 17, с приводом 18. Прессующее устройство 8 состоит из стойки 19, закрепленной на общей с карусельным столом раме 20. На стойке шарнирно установлен подпружиненный пру0 жиной 21 подвижный кронштейн 22, на верхней консоли которого закреплена соосно с пресс-формой прессовая плита 23, на нижней - силовой цилиндр 24 со штоком 25, скользящим в отверстии неподвижного кронштейна 26 и имеющим ограничитель 27 перемещения вниз. Карусельный стол имеет привод поворота 28 и позиционный фиксатор 29.
Установка работает следующим образом.
На позиции А пресс-формы 2 обдувают через сопла 3 вентиляционной камеры 4 от остатков облоя литья и крошек затвердевшего расплава. Перемещение пресс-форм по позициям осуществляют поворотом карусельного стола 1 на угол 30° при помощи пневмопривода поворота 28. На позиции Б на рабочую поверхность пресс-формы при помощи распылителя 5 наносят слой защитного покрытия. На позиции В пресс-формы охлаждают при помощи вентиляционной камеры 6. Обдув и охлаждение пресс-формы при помощи вентиляционных камер 4 позволяет сократить простой установки из-за перегрева пресс-форм. На позиции Г прессформы заливают жидким каменным расплавом через воронку 7, которая в этот момент находится в положении « раскрыта. После заполнения пресс-формы воронку
закрывают, при этом половинки 13 и 14 приводят в движение приводом 18 через зубчатые рейки 15 и 16 и шестерню 17. После чего карусельный стол поворачивают на угол 30°, воронку раскрывают и заполняют следующую пресс-форму. Конструкция раскрывающейся воронки позволяет отсекать расплав при переводе карусели с позиции на позицию, избежать заливов рамки и значительно повысить производительность за счет непрерывной точно отрегулированной по производительности, струи расплава, автоматизировать процесс формирования изделий.
При подаче залитой пресс-формы на позицию прессовая, прессовый механизм находится в исходном положении. Так как ход вниз штока 25 ограничен ограничителем 27, под действием сжатого воздуха кронщтейн 22 находится в верхнем положении, пружина 21 сжата и между прессобой плитой 23 и пресс-формой 2 образуется зазор. Процесс прессования каменного расплава производится при подаче 1 сжатого воздуха в
порщневую полость силового цилиндра 24. В начальный момент кронштейн 22 под собственным весом, под действием пружины 21 и сжатого воздуха опускается, прессовая плита 23 накрывает пресс-форму и, только после этого, шток пневмопривода перемещается вверх и через плунжер 11 и поддон 9 передает усилие прессования на формируемый каменный расплав. Благодарязамкнутой системе прессового механизма камнелитые изделия формируются и затвердевают под воздействием постоянного давления в замкнутой полости, что позволяет получить камнелитые изделия точной геометрической формы с повышенными физико-механическими свойствами без газовых включений. На позиции Е готовые камнелитые изделия при помощи пневмопривода 10 через плунжер 11 поддоном 9 выжимают из пресс-формы и передают на термообработку. Далее технологический цикл формирования камнелитых изделий повторяется. Последовательность в работе узлов установки обеспечивается автоматически.
фиё2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства камнелитых изделий | 1985 |
|
SU1310211A1 |
| Автоматизированная установка для вакуумного снаряжения корпусов боеприпасов взрывчатым веществом | 1967 |
|
SU1841174A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| Установка формования блоков из арболита | 2015 |
|
RU2607683C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2031757C1 |
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Устройство для изготовления камнелитных плиточных изделий | 1981 |
|
SU990525A1 |
УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КАМНЕЛИТЫХ ИЗДЕЛИЙ, включающая установленные на раме карусельный стол с подвижными формами, доз ирующее устройство заливки форм расплавом, вентиляционное устройство, стойку с установленным на ней подвижным кронштейном и неподвижный кронштейн, закрепленный на раме, отличающаяся тем, что, с целью повышения производительности и улучшения качества, установка снабжена прессуюшим устройством, включающим прессовую плиту и силовой цилиндр, при этом прессовая плита закреплена на подвижном кронштейне, силовой цилиндр связан с подвижным и неподвижными кронштейнами и взаимодействует с дном формы, а дозирующее устройство выполнено в виде раскрывающейся воронки, состоящей из двух частей, соединенных посредством зубчатого зацепления с приводом. (Л о со 4: NU
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU199734A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР №,234184, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
