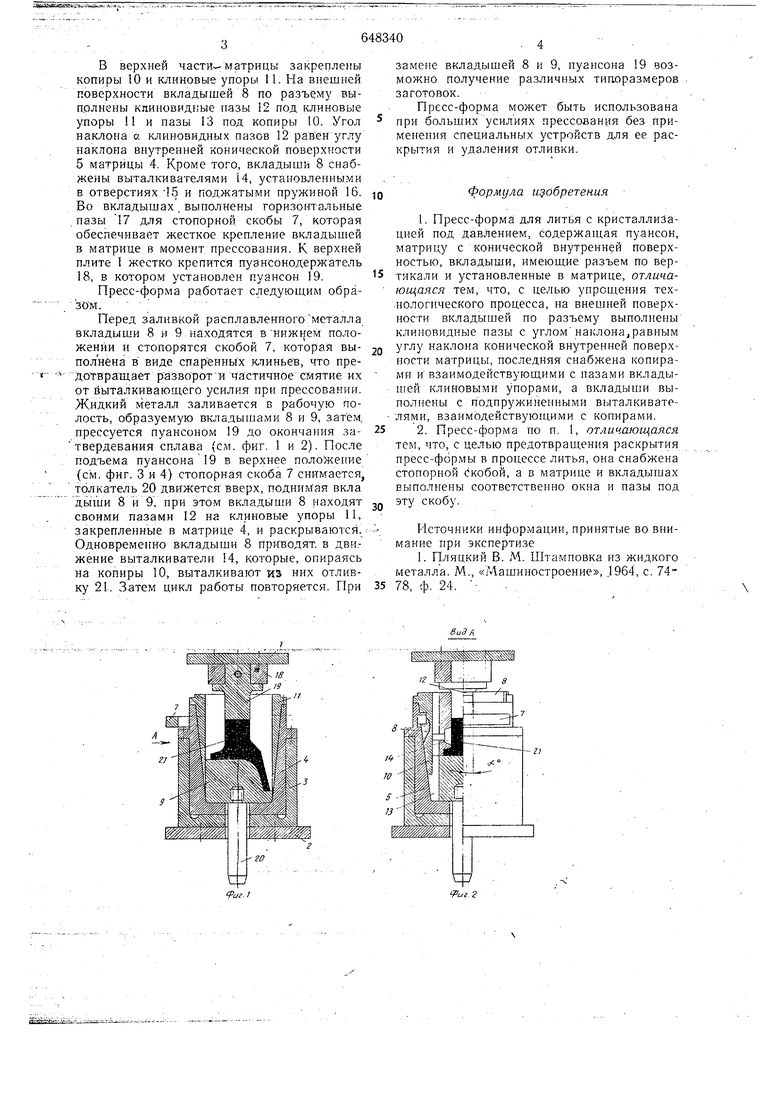
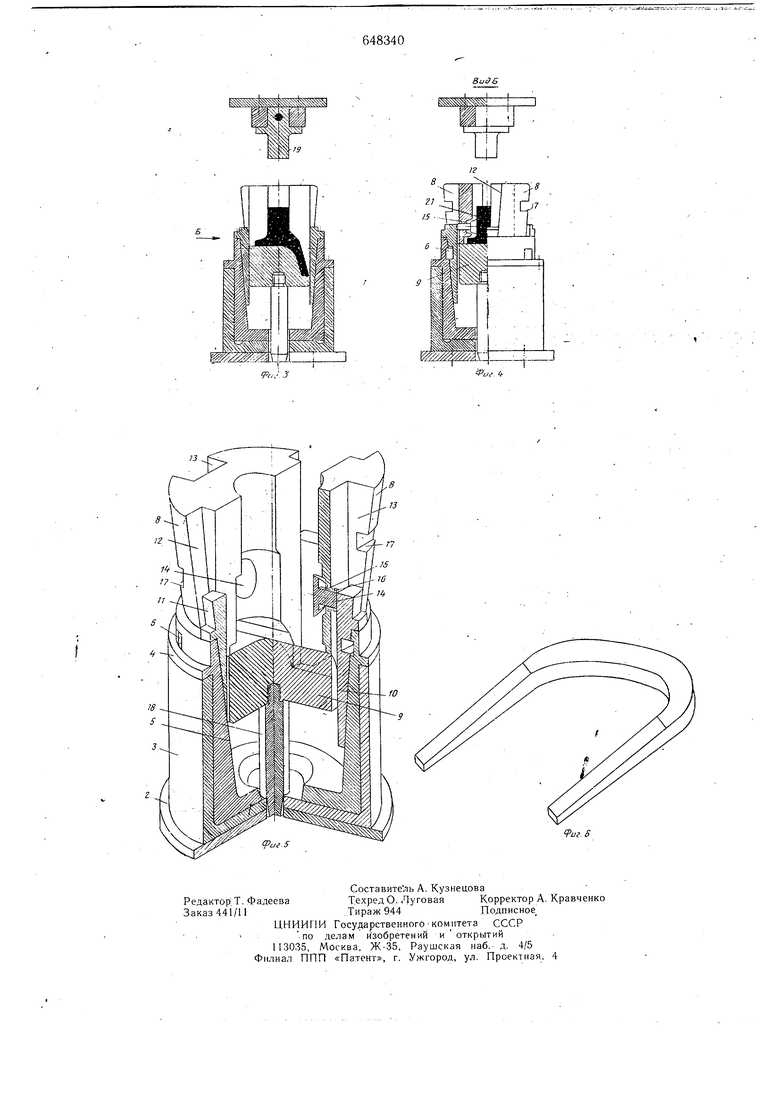
В верхней части- матрицы закреплены копиры 10 и клиновые упоры 11. На внешЕ1ей поверхности вкладышей 8 по разъему выполнены клиновидные пазы 12 под клиновые упоры 1 и пазы 13 под копиры 10. Угол наклона а клиновидных пазов 12 равен углу наклона внутренней конической поверхности 5 матрицы 4. Кроме того, вкладыши 8 снабжены выталкивателями 14, установленными в отверстиях -15 и поджатыми пружиной 16. Во вкладышах . выполнены горизонтальные пазы 17 для стопорной скобы 7, которая обеспечивает жесткое крепление вкладышей в матрице в момент прессования. К верхней плите 1 жестко крепится пуансонодержатель 18, в котором установлен пуансон 19. Пресс-форма работает следующим образом. Перед заливкой расплавленногометалла вкладыши 8 и 9 находятся внижнем положении и стопорятся скобой 7, которая выполнена в виде спаренных клиньев, что предотвращает разворот и частичное сиятие их от выталкивающего усилия при прессовании. Жидкий металл заливается в рабочую полость, образуемую вкладьпиами В и 9, затем прессуется пуансоном 19 до окончания затвердевания сплава (см. фиг. 1 и 2). После подъема пуансона 9 в верхнее положение (см. фиг. 3 и 4) стопорная скоба 7 снимается, толкатель 20 двргжется вверх, подниЛГая вкла дыши 8 и 9, при этом вкладьгши 8 находят своими пазами 12 на клиновые упоры 11, закрепленные в матрице 4, и раскрываются. Одновременно вкладыши 8 пригводят, в дви.жение выталкиватели 14, которые, опираясь на копиры 10, выталкивают из них отливку 21. Затем цикл работы повторяется. При замене вкладышей 8 и 9, пуансона 19 возможно получение различных тидоразмеров заготовок. Пресс-форма может быть использована при больших усилиях прессован 1я без применения специальных устройств для ее раскрытия и удаления отливки. Формула и: обретения 1.Пресс-форма для литья с кристаллизацией под давлением, содержашая пуансон, матрицу с конической внутренней поверхностью, вкладыши, имеющие разъем по вертикали и установленные в матрице, отличающаяся тем, что, с целью упрощения технологического процесса, на внешней поверхности вкладышей по разъему выполнены клиновидные пазы с угломнаклона,равным углу наклона конической внутренней поверхности матрицы, последняя снабжена копирами и взаимодействующими с пазами вкладышей клиновыми упорами, а вкладыши выполнены с подпружиненными выталкивателями, взаимЬдействую1цими с копирами. 2.Пресс-форма по п. 1, отличающаяся тем, что, с целью предотвращения раскрытия пресс-формы в процессе литья, она снабжена стопорной скобой, а в матрице и вкладышах выполнены соответственно окна и пазы под эту скобу. Псточники информации, принятые во внимание при экспертизе 1. Пляцкий В. М. Штамповка из жидкого металла. М., « ашиностроение, 1964, с. 74 78, ф. 24. . .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки жидкого металла | 1984 |
|
SU1247157A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Устройство для штамповки жидкого металла | 1989 |
|
SU1639886A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1983 |
|
SU1098660A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
Риг. ff
