(54) УСТРОЙСТВО К ПРЕССУ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Производственный модуль для штамповочных работ | 1988 |
|
SU1685576A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Устройство для листовой штамповки | 1988 |
|
SU1569059A2 |
| Устройство для получения деталей из длинномерного материала | 1978 |
|
SU770619A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Устройство для штамповки длинномерного листового материала из рулона | 1991 |
|
SU1794555A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |

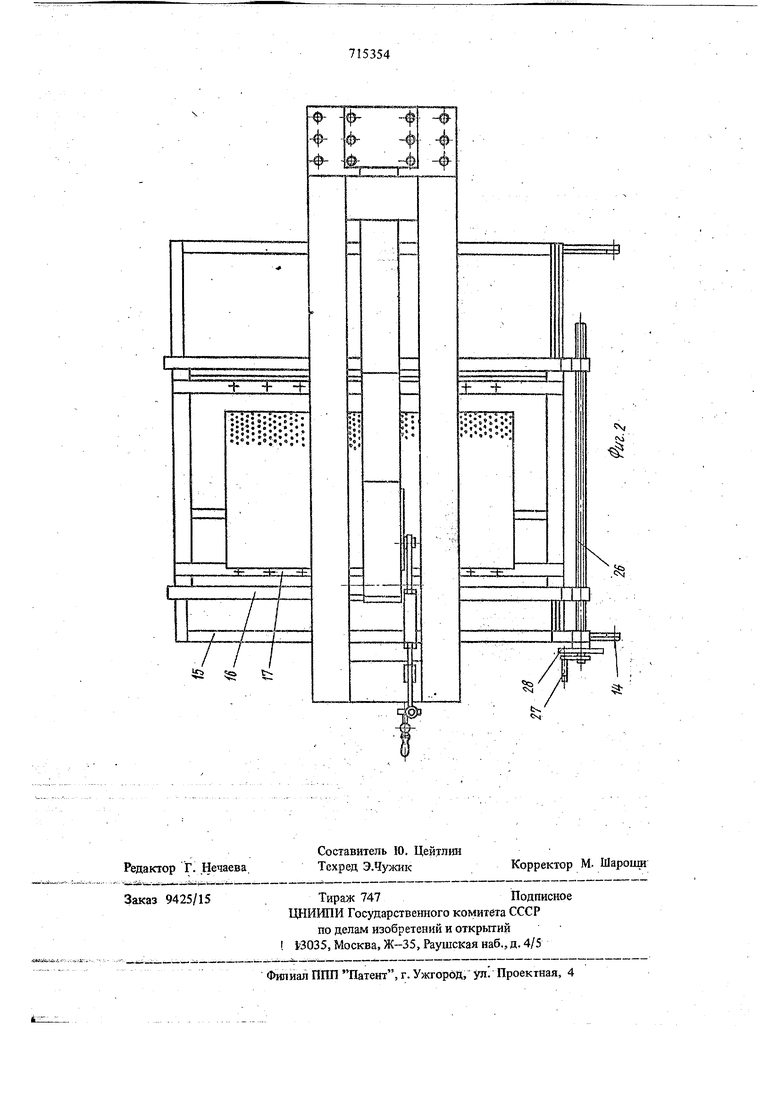
;. , I Изобретение относится к оборудованию дгш обработки металлов давлением, в частности к устройствам для штамповки на прессах крупногабаритных заготовок, и может быть использовано во всех отраслях машиностроения для обработки заготовок с ра змерами, превышающими соответствующие раэмфы подштамповой зоны пресса. Известно устройство к прессу, в котором инструмент для пробивки отверстийв заготовке смещен в направлении, параллельном фронту пресса, относительно ползуна пресса, я приводится в действие посредством детали, у стано ленной консольно и жестко связанной с noiJi- зуном пресса 1. Недостатком устройства является то, что оно може бь1ть использовано только д.1Я перфораоди сравнительно небольших заготовок, . так как жесткая связь с ползуном детали, передающей давление на инструмент для пробивки, делает возможной ее поломку. Кроме того, в известном устройстве не предусмотрены средства, позволяющие устанавливать обрабатываемую заготовку за пределами подштамповой части пресса. Наиболее близко к предлагаемому по техга5ческой сущности устройство к прессу для обработки заготовок с размерами, превышающими размеры подштамповой части пресса. Это устройство содержит штамповочный инструмент, смещенный в направлении, параллельном фронту пресса, относительно, ползуна пресса, средства зажима заготовки и двуплечий рычаг, щарнирно связаннь1Й с ползуном пресса и взаимодействующий одним концом со штамповочным. И11струментом 2, Однако устройство не обеспечивает возможности пробивки отверстий на заданных участках листовых заготовок. Цель изобретения - обеспечение возможности пробивки отверстий на заданном участке листовой заготовки, Это достигается тем, что предлагаемое устройство снабжено консольно закрепленной на станине пресса рамой и расположеннными на ней с возможностью относительного перемещения в двух взаимно перпендикулярных направлениях столом и кареткой, подвижно установленной на столе, а также тем, гго . средства ;зажйма заготовки установлены на ка ретке, иггампово.чиый инструмент закреплен на раме, а свободный конец рычага шарнирно связан с ней. На фиг. 1 показано описываемое ycTpoffCTB -ВИД спереди; на фиг. 2 - то же, вид сверху. Устройство содер г т{т раму 1, коксОльно закрепленную на статше пресса. Раму 1 поддерживает домкрат 2о На шгжней части рамы 1 закреплена матрица 3, а на верхней части плита 4 с паправляго ЛН№ колонками 5, по которым ;перемещается плита 6 с пуансонами ,7. Плите .6 сообщает перемещение плунжер 8, связанный через шарнир 9 и рынаг 10с ползуном И пресса./Рычаг 10 одштй концом пгарнирно через ось 12 связана с ползуном ,11 прё.сса, а другим - через ось .13 с рамой На ра:ме 1 расположены четыре опоры 14, а на них стол 15.На столе 15 установлена каретка 16, а между ними расположены опоры качения. Иа каретке 1Й смонтировапы (едства зажима заготовки, выполненные в в пе| еставных планок 17 и винтов 18. .Стол 15 ; снабжен меха1шзмом рабочего перемещения в направйеши, паралпельтюм фронту пресса. Механизм перемещения содержит рычаг 19, один конец которого установлен в пазу рычага 10, а другой конец связан тягой 20 с храмовой собачкой 21. Механизм перемещени содержит также храповое колесо 22, установ ленную на одной с ним оси шестерню 23 и находящуюся в зацегшении с шестерней зубча тую рейку24. Обратное леремещегше стола производится рукояткой 25. Каретка 16 установлена на столе 15 с .в6змо й ностьго перемещения, поперечного к направлению перемещения стола. Каретка перемещается по ходовойу винту, 26, приводимому во вращение рукояткой 27, пОВброт которой на заданный угол определяйт по делительному диску 28. . . Устройство работает следующим образом. Перфорируемый лист укладывают на каретку 16 и -прижимают к одной из планок винтами 18. Стол 15 и каретку 16 устанавливают в исходное положение. При опускага- -.- .т. --W- -- i S i -«e 2/t . ,4, олзуна 11 пресса опускается рычаг 10, нажиает ш плиту 6, и пуансоны 7 пробивают i тверстия. При подъеме 11 и рычаа 10 пуансоны выходет пз пробитых отверстий осле, чего рьшаг 10 через рычаг 20, храповой ехагапм 21, 22 и зубчатореечную передачу 3, 24 перемещают стол 15. При опускании ычага 10 стол 15 не перемещается. Возврат тола в исход1гое положение производят ращением рукоятки 25. После пробивки яда (или нескольких рядов) отверстий пресс станавливают и при помощи винта 26 перееп1,агот каретку 16 для.пробивки следующего яда (пли нескольких рядов) отверстий. Далее цикл повторяют. Формула изобретения : .. . .,:.../,..,;.:.:, ,1. . ; Устройство к прессу для обра.ботки загото-, вок с pa3MepaNm, превышающими размеры подип:амповой части пресса, содержащее штамповочный инструмент, смещенный в направлении ггйраллелытом фронту пресса, относ1ггельнр ползуна пресса, средства зажима заготовки и двуплечий рычаг, шарнирно связанный с ползуном пресса и взаимодействующий одним концом со штамповочным инструментом, о тл и ч а ю щ е е с я тем, что, с целью обеспечения возможности пробивки отверстий на.заданном участке листовой заготовки, устройство снабжено коясольно закрепленной па ста.нине пресса, рамой и распо.поженными на ней с возможностью относительного перемещения в двух перпендикулярных направле1ПТЯХ столомИ установленной на нем карет.кой, средства зажима заготовки закрещены . на каретке, штамповочный инструмен установлен нараме, а свободный коПец рычага шар- ,. связан с ней . .. , Источники информации, принятыеВО внима ше при экспертизе 1.Малов А. П. Технология холодной штамповки. М., Машиностроение, 1969, с. 430-. . 431, фиг. 253. 2.Катков И. С. и Др. Новые способы ковки крупногабаритнь1х бандажей. Кузнечно-штампо.вочное производство, 1971, N° I, с. 47-48 (прототип).
mm
«-«
to
Ф-
