Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию.
Цель изобретения - повышение производительности, за счет сокращения цикла выгрузки заготовок из рабочей зоны пресса.
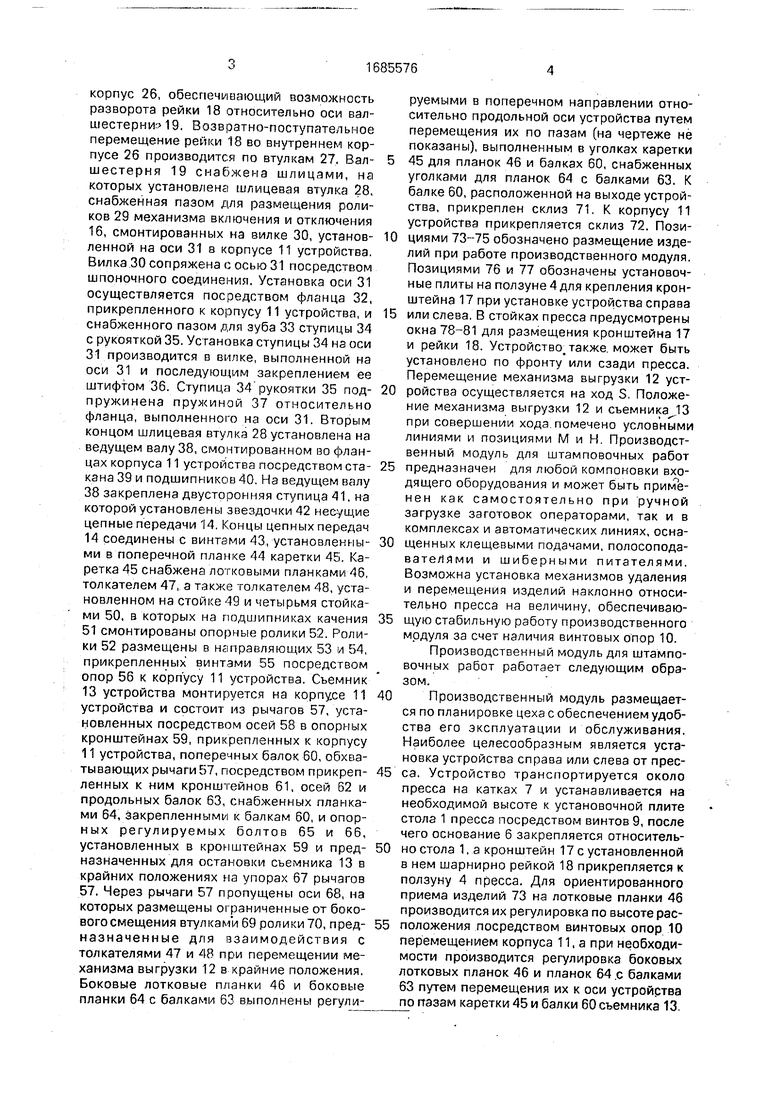
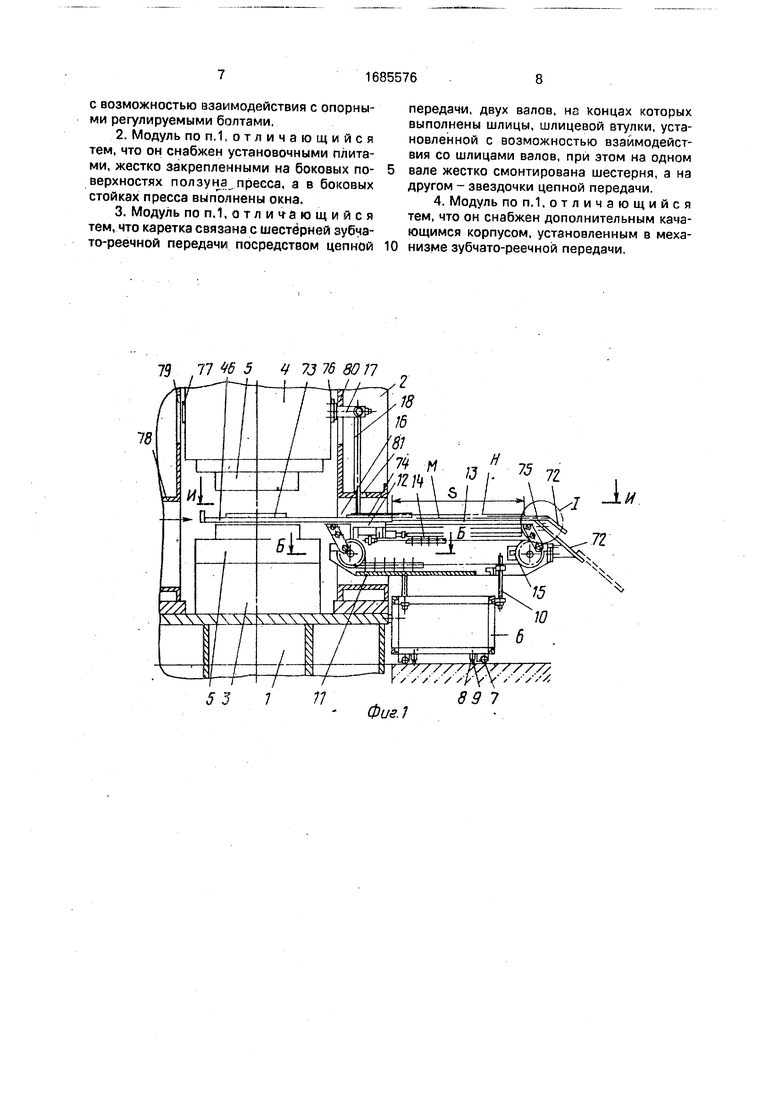
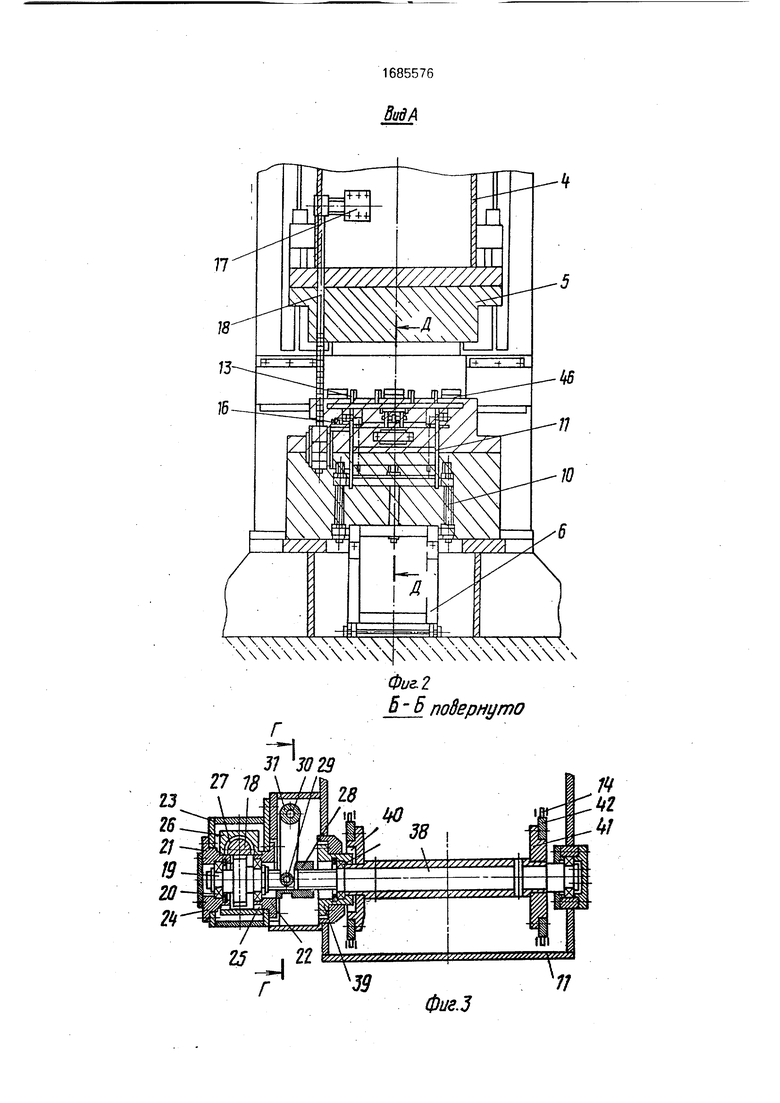
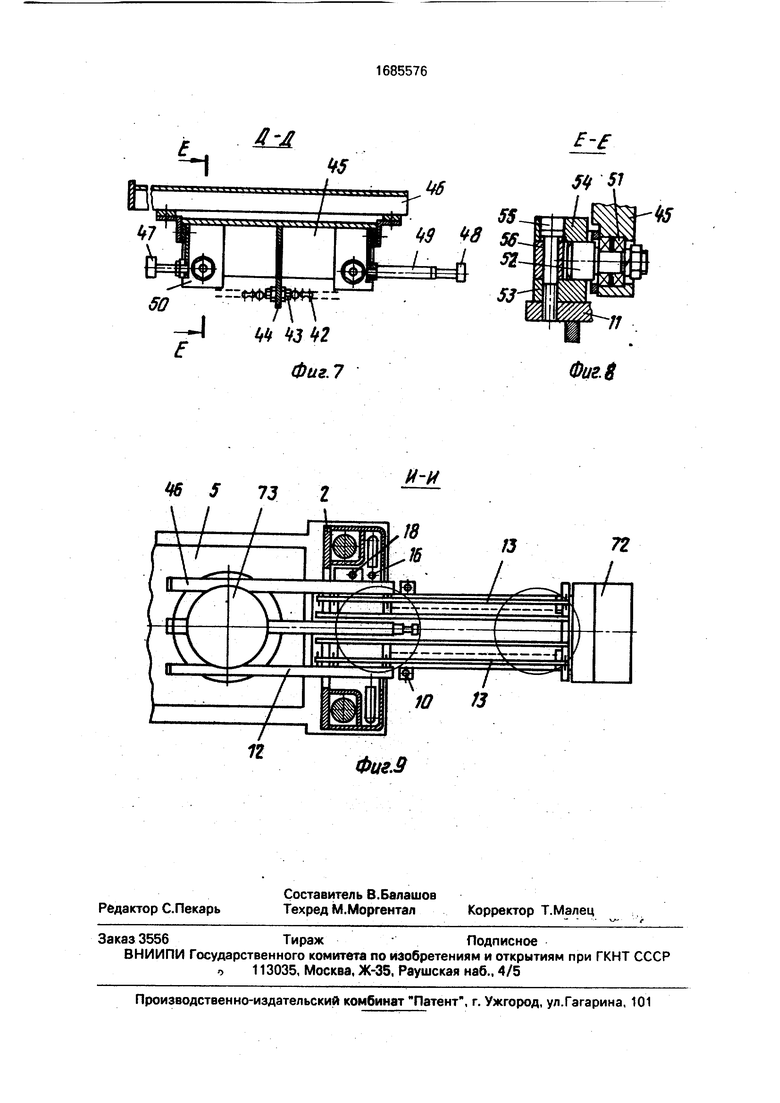
На фиг. 1 изображен вид по фронту пресса на производственный модуль, разрез; на фиг.2 - вид А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 1; на фиг.4 - узел I на фиг. 1; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - показан разрез Г-Г на фиг.З; на фиг.7 - разрез Д-Д на фиг.2; на фиг.8 - разрез Е-Е на фиг.7; на фиг.9 - разрез И-И на фиг. 1.
Производственный модуль для штамповочных работ состоит из штамповочного пресса и устройства для выгрузки и перемещения изделий из штамповой зоны пресса в зону удаленную от штамповой. Пресс имеет стол 1, снабженный окнами, стойки 2, подштамповую плиту 3. ползун 4 пресса и
штамп 5. Модуль, монтируемый с прессом, состоит из основания 6, снабженного катками 7 и стойками 8 с винтами 9. На основании 6 при помощи винтовых опор 10 установлен корпус 11 устройства с размещенными в нем механизмом выгрузки 12, съемником 13 и цепными передачами 14, связанными с механизмом выгрузки 12 и снабженными натяжным устройством 15. На корпусе 11 смонтирован механизм включения и отключения 16 механизма выгрузки 12 и взаимодействующего с ним при работе съемника 13 от пресса. К ползуну 4 пресса крепится кронштейн 17 с установленной в нем шар- нирно рейкой 18, взаимодействующей с вал- шестерней 19, установленной на подшипниках качения 20, смонтированных во фланцах 21 и 22. прикрепленных к корпусу 23 редуктора, закрепленного на корпусе 11 устройства. На фланцах 21 и 22 посредством втулок 24 и 25 установлен внутренний
(Л
С
с
00 СП
сл VJ
с
корпус 26, обеспечивающий возможность разворота рейки 18 относительно оси вал- шестерни 19. Возвратно-поступательное перемещение рейки 18 во внутреннем корпусе 26 производится по втулкам 27, Вал- шестерня 19 снабжена шлицами, на которых установлена шлицевая втулка 28, снабженная пазом для размещения роликов 29 механизма включения и отключения 16, смонтированных на вилке 30, установленной на оси 31 в корпусе 11 устройства. Вилка 30 сопряжена с осью 31 посредством шпоночного соединения, Установка оси 31 осуществляется посредством фланца 32, прикрепленного к корпусу 11 устройства, и снабженного пазом для зуба 33 ступицы 34 с рукояткой 35. Установка ступицы 34 на оси 31 производится в вилке, выполненной на оси 31 и последующим закреплением ее штифтом 36. Ступица 34 рукоятки 35 подпружинена пружиной 37 относительно фланца, выполненного на оси 31. Вторым концом шлицевая втулка 28 установлена на ведущем валу 38, смонтированном во фланцах корпуса 11 устройства посредством стакана 39 и подшипников 40. На ведущем валу 38 закреплена двусторонняя ступица 41, на которой установлены звездочки 42 несущие цепные передачи 14. Концы цепных передач 14 соединены с винтами 43, установленными в поперечной планке 44 каретки 45. Каретка 45 снабжена лотковыми планками 46. толкателем 47, а также толкателем 48, установленном на стойке 49 и четырьмя стойками 50, в которых на подшипниках качения 51 смонтированы опорные ролики 52. Ролики 52 размещены в направляющих 53 и 54, прикрепленных винтами 55 посредством опор 56 к корпусу 11 устройства. Съемник 13 устройства монтируется на корпусе 11 устройства и состоит из рычагов 57, установленных посредством осей 58 в опорных кронштейнах 59, прикрепленных к корпусу 11 устройства, поперечных балок 60, обхватывающих рычаги 57, посредством прикрепленных к ним кронштейнов 61, осей 62 и продольных балок 63, снабженных планками 64, закрепленными к балкам 60, и опорных регулируемых болтов 65 и 66, установленных в кронштейнах 59 и предназначенных для остановки съемника 13 в крайних положениях на упорах 67 рычагов 57. Через рычаги 57 пропущены оси 68, на которых размещены ограниченные от бокового смещения втулками 69 ролики 70, пред- назначенные для взаимодействия с толкателями 47 и 48 при перемещении механизма выгрузки 12 в крайние положения. Боковые лотковые планки 46 и боковые планки 64 с балками 63 выполнены регулируемыми в поперечном направлении относительно продольной оси устройства путем перемещения их по пазам (на чертеже не показаны), выполненным в уголках каретки
45 для планок 46 и балках 60, снабженных уголками для планок 64 с балками 63. К балке 60, расположенной на выходе устройства, прикреплен склиз 71. К корпусу 11 устройства прикрепляется склиз 72. Пози0 циями 73-75 обозначено размещение изделий при работе производственного модуля. Позициями 76 и 77 обозначены установочные плиты на ползуне 4 для крепления кронштейна 17 при установке устройства справа
5 или слева. В стойках пресса предусмотрены окна 78-81 для размещения кронштейна 17 и рейки 18. Устройство также может быть установлено по фронту или сзади пресса. Перемещение механизма выгрузки 12 уст0 ройства осуществляется на ход S. Положение механизма выгрузки 12 и съемника 13 при совершении хода помечено условными линиями и позициями М и Н. Производственный модуль для штамповочных работ
5 предназначен для любой компоновки входящего оборудования и может быть применен как самостоятельно при ручной загрузке заготовок операторами, так и в комплексах и автоматических линиях, осна0 щенных клещевыми подачами, полосопода- вателями и шиберными питателями. Возможна установка механизмов удаления и перемещения изделий наклонно относительно пресса на величину, обеспечиваю5 щую стабильную работу производственного модуля за счет наличия винтовых опор 10.
Производственный модуль для штамповочных работ работает следующим образом.
0Производственный модуль размещается по планировке цеха с обеспечением удобства его эксплуатации и обслуживания. Наиболее целесообразным является установка устройства справа или слева от прес5 са. Устройство транспортируется около пресса на катках 7 и устанавливается на необходимой высоте к установочной плите стола 1 пресса посредством винтов 9, после чего основание 6 закрепляется относитель0 но стола 1, а кронштейн 17с установленной в нем шарнирно рейкой 18 прикрепляется к ползуну 4 пресса. Для ориентированного приема изделий 73 на лотковые планки 46 производится их регулировка по высоте рас5 положения посредством винтовых опор 10 перемещением корпуса 11, а при необходимости производится регулировка боковых лотковых планок 46 и планок 64 .с балками 63 путем перемещения их к оси устройства по пазам каретки 45 и балки 60 съемника 13
После проведения регулировок в штамп 5 пресса подается заготовка изделия 73 и включается пресс. Ползун 4, совершая ход вниз, осуществляет штамповку изделия 73, которое остается в верхней половине штам- 5 па 5, а при ходе ползуна 4 вверх производится выталкивание изделия 73 из верхней половины штампа 5 посредством выталкивателей в ползуне 4 и жестких упоров, раз- мещенных на станине пресса. 10 Одновременно с движением ползуна 4 вниз-вверх рейка 18 также совершает ходы вниз-вверх и обеспечивает вращение валу- шестерне 19 и связанному с ней посредством шлицевой втулки 28. валу 38 с 15 размещенными на нем ступицами 41 со звездочками 42. Посредством цепных передач 14, размещенных на звездочках 42, каретка 45 перемещается от пресса при ходе ползуна 4 вниз и прессу - при ходе ползуна 20 4 вверх. После завершения процесса штамповки изделия 73 (при ходе ползуна 4 вверх) каретка 45 перемещается к прессу, а лотковые планки 46, размещенные на каретке 45, заходят в штамповую зону пресса. 25 При выталкивании изделия 73 из штампа оно падает на лотковые планки 46, а при следующем ходе ползуна 4 вниз изделие 73 выносится из штамповой зоны пресса. Во время движения каретки 45 с изделием 73 в 30 крайнее положение установленный на ней толкатель 48 взаимодействует с роликом 70, съемника 13. В результате рычаги 57 перемещаются вокруг осей 58, а связанные с ними шарнирно посредством осей 62 балки 35 60. угольники 63 с планками 64 выходят за плоскость лотковых планок 46 и тем самым приподнимают изделие 73. Затем в конце- хода каретки 45 съемник 13 становится упорами 67 на болты 65, 40 а изделие 73 остается на планках 64. При ходе ползуна 4 в верхнее положение посредством рейки 28, вал-шестерни 19 и связывающих элементов цепной передачи каретка 45 перемещается в сторо- 45 ну пресса, лотковые планки 46 заходят в штамповую зону и очередное изделие 73, выталкиваемое из верхней половины штампа 5, падает на лотковые планки 46. При этом во время перемещения каретки 45 в 50 крайнее положение к прессу толкатель 47 воздействует на передний ролик 70 съемника 13, перемещая вокруг осей 58 до установки его передними упорами 67 на болты 65, а изделие 74 опускается на лотковые планки 55 46 или (в зависимости от габаритов изделия) остается на планках 64. При последующем ходе ползуна 4 в нижнее положение изделие 73 выгружается посредством лотковых планок 46. и изделие 74 перемещается
с ним вправо. В конце хода кар г тки 45 съемником TJ снимаются с механизма выгрузки 12 изделия 73 и 74. При очередном ходе ползуна 4 с механизмом выгрузки 12 из штамповой зоны выгружается очередное изделие 73, а изделие 75 при ходе каретки 45 от пресса сталкивается ее торцом на склиз 71 съемника 13. По склизу 72 изделие 75 уходит в контейнер или на средства механизации для передачи ее на следующую технологическую операцию. При дальнейшей штамповке процесс производства изделий аналогичен описанному выше Включение и отключение механизма выгрузки 12 со съемником 13 от пресса производится механизмом 16 посредством отклонения рукоятки 35 вокруг оси 36. В результате зуб 33 выходит из паза. Последующим поворотом рукоятки 35 вокруг оси 31 вилка 30 роликами 29 перемещает шлице- вую втулку 28 вправо, сходит с вал-шестерни 19 и устройство становится отключенным от пресса. Установка рейки 18 шарнирно в кронштейне 17. прикрепленном к ползуну 4 пресса, и размещение корпуса 26 на втулках 24 и 25 с возможностью разворота его вокруг оси вал-шестерни 19 позволяет исключить поломку модуля при неточной установке модуля на прессе. Производственный модуль может работать как самостоятельное оборудование при загрузке заготовок изделий оператором, так и в составе автоматических комплексов и автоматических линий 10 по производству изделий листовой штамповкой с применением клещевых подач, полосоподавателей и шиберных питателей.
Формула изобретения 1. Производственный модуль для штамповочных работ, содержащий пресс со штампом, устройство для удаления заготовок из рабочей зоны пресса, выполненное-в виде установленных в корпусе подвижной каретки, несущего лотка, закрепленного на каретке, механизма для перемещения каретки, состоящего из зубчато-реечной передачи, шестерня которой связана с кареткой, а рейка - с ползуном пресса, отличающийся тем, что, с целью повышения производительности за счет сокращения цикла выгрузки заготовок из рабочей зоны пресса, устройство для удаления заготовок выполнено в виде подъемной платформы, рычагов связывающих корпус с подъемной платформой, толкателей, закрепленных на каретке с возможностью взаимодействия с рычагами, опорных кронштейнов, смонтированных в корпусе, опорных регулируемых болтов, закрепленных на опорных кронштейнах, упоров, смонтированных на рычагах
с возможностью взаимодействия с опорными регулируемыми болтами.
2.Модуль по п. 1.отличающийся тем, что он снабжен установочными плитами, жестко закрепленными на боковых поверхностях ползуна пресса, а в боковых стойках пресса выполнены окна.
3.Модуль по п.1.отличающийся тем. что каретка связана с шестерней зубчато-реечной передачи посредством цепной
передачи, двух валов, на концах которых выполнены шлицы, шлицевой втулки, установленной с возможностью взаимодействия со шлицами валов, при этом на одном
вале жестко смонтирована шестерня, а на другом - звездочки цепной передачи.
4. Модуль по п. 1,отличающийся тем. что он снабжен дополнительным качающимся корпусом, установленным в меха0 низме зубчато-реечной передачи.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
Изобретение относится к машиностроению, а именно к кузнечно-прессовому оборудованию. Цель изобретения - повышение производительности за счет сокращения цикла выгрузки заготовок из рабочей зоны пресса. Ползун 4, совершая ход вниз, осуществляет штамповку изделия 73, которое остается в верхней половине штампа 5, а при ходе ползуна 4 вверх производится выталкивание изделия 73 посредством выталкивателей. Одновременно рейка 18 обеспечивает вращение валу-шестерне и связанному с ней посредством шлицевой втулки валуе размещенным на нем ступицами со звездочками. Посредством цепных передач 14, размещенных на звездочках, каретка с лотковыми планками заходит в щтамповую зону пресса. При выталкивании изделия 73 из штампа оно попадает на лотковые планки 46 и выполняется из штампо- вой зоны пресса. 3 з.п. ф-лы, 9 ил.
79 77 6 5 Ч 7J 76 80 Ц
Фие.1
// // /Я/у/ / ///
/ / /, / / / /, /, 89 7
№8
9/.99091
г
J
г
ъ
Ј bi Ь
&
ч
с
ti 5 73
Ј-Ј
11
Фиг. 6
И-Н
L
iih. y.
r
;/ #
| Устройство для удаления деталей из рабочей зоны пресса | 1983 |
|
SU1107938A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
