(54) УСТРОЙСТВО ДЛЯ ВЫТЯГИВАНИЯ ИЗДЕЛИЙ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения труб изКВАРцЕВОгО СТЕКлА | 1979 |
|
SU837943A1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Тигель для получения калиброванных кварцевых труб | 1981 |
|
SU962220A2 |
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Тигель для вытягивания фасонныхТРуб из КВАРцЕВОгО СТЕКлА | 1977 |
|
SU821414A1 |
| Тигель для получения калиброванныхКВАРцЕВыХ ТРуб | 1979 |
|
SU852801A1 |
| Тигель для выработки труб из кварцевого стекла | 1983 |
|
SU1105480A2 |
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| Способ изготовления стеклянных стержней малого диаметра | 1990 |
|
SU1763395A1 |
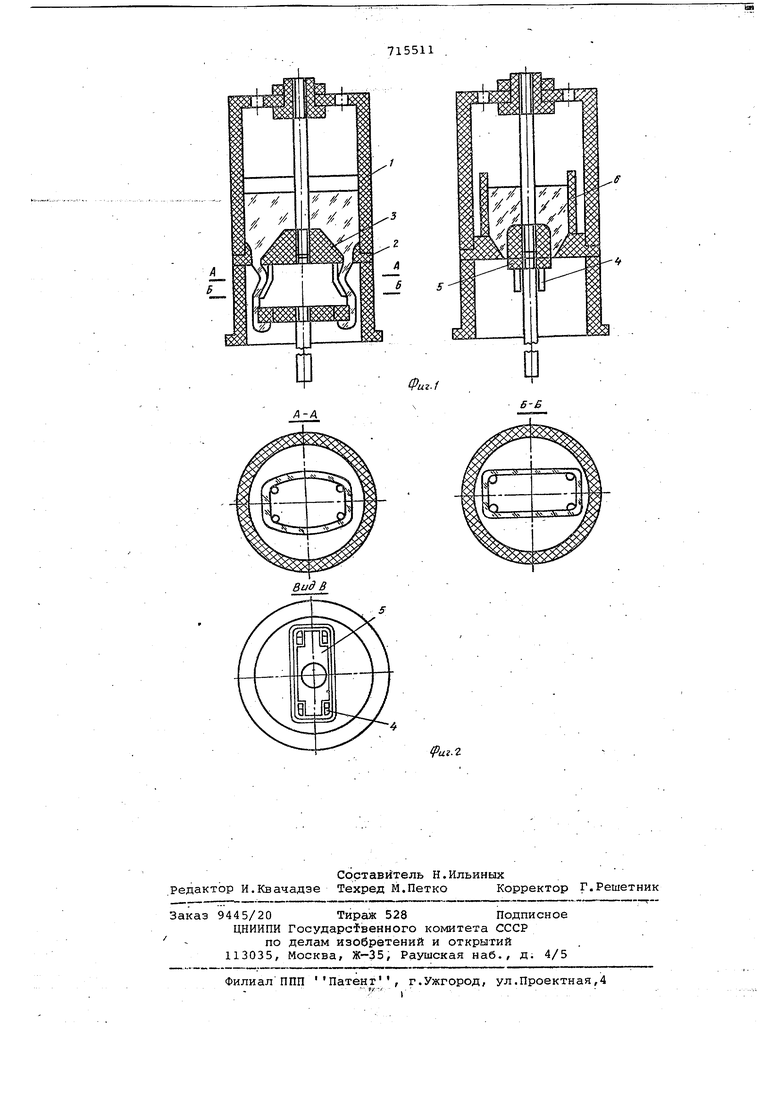
Изобретение относится к промьлиленности строительных материалов, i в частности к оборудованию для вытягивания изделий из кварцевого стекла Известно устройство для вытягивания.изделий из кварцевого стекла, включающее корпус тигля, формующий пуансон со штоком и матрицу 1. Блок кварцевого стекла плавится в корпусе тигля и расплав, вытекая из кольцевого зазора, образованного мат рицей и формующим пуансоном. Отсутствие калибрующих элементов и захват расплава приводит к ни:зкой производительности устройства. Наиболее б лизким техническим решением к изобретению является устрой qTBO для формования труб, включаюteee корпус тигля, матрицу, пуансон, ка.пибр и захват 2 . Однако формование изделий прямот угольного профиля из блока, расплав ляемого в круглом тигле, приводит к термической- неоднородности стекломас сы, а, следовательно, и разной вязкости расплава на большей и малой стороне прямоугольного профиля.Это приводит к понижению качества изде.пий и процента выхода в годную проду цию. Кроме этого формование прямоугольного профиля происходит по всей поверхности калибра при контак те стекла с графитом, что также значительно ухудшает качества изделий. Использование прямоугольного калибра не дает возможности получить из-за действия сил поверхностного натяжения плоскопараллельные стороны профильного изделия. Захват, расположенный снаружи калибра, помимо сложности его изготовления не обеспечивает надежного зацепления со стекломассой, что приводит часто к отрыву ее от захвата и остановке процесса. Цель изобретения - повышение выхода годных изделий. Поставленная цельдостигается тем, что устройство для вытягивания изде.пий прямоугольного профиля, преимущественно из кварцевого стекла, включающее корпус тигля, матрицу, пуансон, калибр и захват, снабжено сегментными вставками, распо.поженными в корпусе тигля на большей стороне матрицы с расстоянием между вставками 1,5-2,0 размера меньшей стороны матрицы, калибр выполнен в виде направляющих по углам многоугольника причем каждая направляющая на рассто нии 0,5-0,1 длины от пуансона изогну та под углом +0,5-+15 в вертикальной плоскости и направлена к корпусу тигли, а захват выполнен с углублен ями, в которых расположены направляющие.: .На фиг. 1 изображено йредложенное устройство, .две проекции; на фиг. 2 сечение А-А, Б-Б и .вид iB.r Устройство состоит из корпуса тиг ля 1 , матрицы 2, пуансона 3, калибра 4 , захвата 5,сегментных вставок Блок кварцевого стекла, предварительно переформованный ив параллеле пипед, или блок в виде цилиндра с наружным диаметром, равным расстоянию между сегментными вставками, пос ле расплавления в тигле занимает пространство, о.граниченное внутренней поверхностью корпуса тигля 1, матрицы 2, пуансона 3, сегментными вставками 6. -.,:.. Высокая теплопроводность графита около 33 - при способствует TONfy, что температура на поверхност сегментных вставок 6 будет примерно равной температуре стекла корпуса тигля 1 и, следовательнь; термическая однородчость стекломассы, форйую щей большую и меМьшую стороны профиля, улучшится , что приведет к повышению выхода годных изделий. При этом надо также учитывать .увеличение высоты расплава и приближение его к 3азору, что повышает процент выхода труб от веса блока.Стеклотсса пдйяе внилаванйя луковицы отражает захват 5, обжимается вокруг захвата со всех сторон и с помощью клеющей машины вытягивается из печи, непрерывно калибруясь по направляющим калибра 4. При этом контакт стекла с графитом минимальный и происходит лишь по небольшой поверхности, повышая тем ca№JM качество стекла. Поскольку каждая направляющая на расстоянии 0,5-0,1 длины от пуансона изогнута под углом 0,5-15 в вертикальной плоскости и направлена к корпусу тигля, то стекло, находясь в диапазоне температур формования, натягивается на калибрующий пуансон 4, происходит выпрямление боковых сторон иЬделия в плоскопараллельные стенки, что значительно улучшит геометрию изделия и, следовательно, качество изделия. Формула изобретения Устройство для вытягивания изделий прямоугольного профиля, преимущественйо из кварцевого стекла, включающее корпус , матрицу, пуансон, калибр и захват, о т л и ч аю щ е е с я тем, что, .с целью повышение} выхода годных изделий, она снабжена сегментными вставками, расположенными в корпусе тигля на большей стороне матрицы с расстоянием между вставками 1,5-2,0 размера . меньшей стороны матрицы, калибр выполнен в виде направляющих по углам многоугольника, причем каждая направляющая на расстоянии 0,5-0,1 длины от пуансона изогнута под углом + 0,5-4-15 в вертикальной плоскости и направлена к корпусу тигля, а захват выполнен с углубле-ниями, в которых расположены на.правляющие. Источники информации, принятые во внимание при экспертизе 1.Справочник по стеклу. Т. 1, Госстройиздат, 1963, с, 580. 2.Авторское свидетельство СССР № 360322, кл. С 03 В 5/08, 1972.
Х5-А
fpuz.f
(риг.г
