Целью изобретения является повышение качества труб за счет исключения разрушения дюзы.
Цель достигается тем, что отношение угла наклона рабочей поверхности дюны а .углу наклона рабочей поверхности формуюш,его пуансона находится в преде2 4лах .
3о
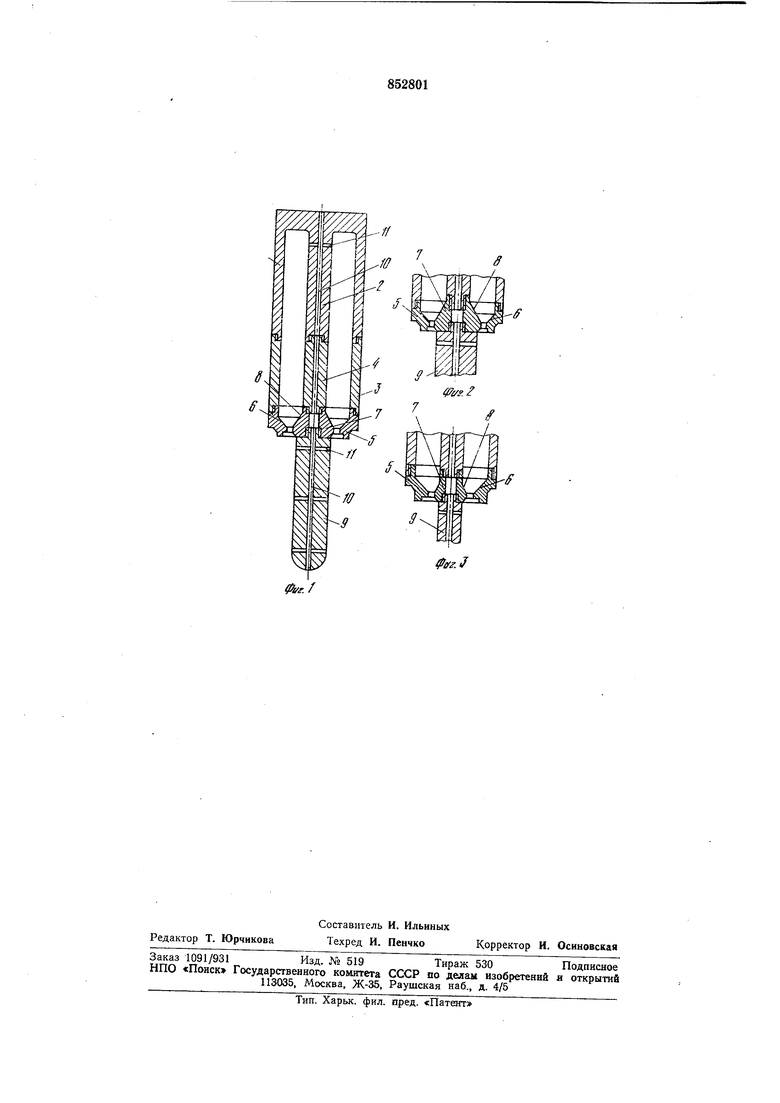
На фиг. 1 изобралгем продольный разрез тигля; на фиг. 2 схематически показано положение дюзы и нижнего коЯца формующего пуансона при изготовлении большого Диаметра; на фиг. 3 - то же при изготовлении труб малого диаметра.
Тигель имеет разъемиый корпус 1 выполненный в виде стакана, установленного вверх дном. Как единое целое с корпусом выполнена верхняя часть 2 формующего пуансона. К верхней части корпуса и формуюи его пуансона нрикреплены средняя чавть 3 корпуса тигля и средняя часть 4 формуюгцего пуансона соответственно. К ним прикреплены дюза 5 с формующей поверхностью 6 п нижняя часть 7 формующего пуансона с формующей поверхностью 8. К нижней части формующего пуансона прикреплен калибрующий пуансон 9. Формующий и калибрующий пуансоны имеют сквозные каналы 10 и радиаль} ые отверстия //. t
Для использования тигля его собирают. Для этого сначала соединяют верхние и средние части корпуса тигля и формующего пуансона и вставляют соответствующим образом подготовленлый кварцевый блок. Затем ввинчивают дюзу 5, нижнюю часть 7 формующего пуансона и калибрующий nyasicoH 9. В собранном виде тигель вместе с блоком помещают в индукционную электрическую печь. При 1700- 1800°С стекломасса в тигле расплавляется и через кольцевую щель, образуемую дюзой и нижней частью формующего пуансона, выходит из него в виде трубы, которую затем подают в вытяжную машину. Обжимая калибрующий пуансон, кварцевая труба калибруется по внутреннему диаметру.
Верхнюю часть корпуса тигля и формующего пуансона изготовляют из графита низкого качества, средние части - из графита более высокого качества, а дюзу, нижнюю часть формующего пуансона и калибрующий пуансон - из мелкозернистого, малозольного графита самого высокого качества. При формовании кварцевых труб большого диаметра нижняя часть формующего пуансона имеет высоту большую, чем дюза, а при формовании труб малого диаметра - наоборот, при этом отношение угла наклона формующей поверхности дюзы к углу наклона формующей поверхности пуансона остается постоянным.
Пары кремнезема, образуемые при разогреве блока и вытяжке трубы, удаляются через радиальные отверстия и сквозной
0 канал в формующем и калибрующем пуансонах путем продувки инертным газом. Благодаря отсутствию цилиндрических отверстий и пазов в корпусе тигля конденсат не попадает обратно в ctekлoмaccy.
Крутые углы паклона формующих поверхностей дюзы и пуансона не дают стекломассе задерживаться в зоне сочленения дюзы, корпуса и нижней части формующего пуансона. Стекломасса не реагирует
0 с графитом. Благодаря хорошему прогреву стекломассы в зоне фОрмования поповерность кварцевых труб получается очень гладкой, не требующей дальнейщей огневой или механической обработки.
5 Экспериментальная проверка показала, что в данной конструкции тигля можно получать калиброванные кварцевые трубы очень высокого качества. При этом увеличивается выход годной продукции на
4-5% . и снил ается удельный расход графита на 1 кг труб благодаря увеличению срока службы отдельных элементов тигля.
Формула изобретения
Тигель для получения калиброванных кварцевых труб, включающий корпус в виде установленного вверх дном стакана, дюзу, формующий пуансон, верхняя часть которого выполнена как единое целое с корпусом, калибрующий пуаисон со сквоз гыми каналами в центре и радиальными
отверстиями в них, отличающийся тем, что, с целью повыщения качества труб за счет исключения разрушения дюзы, отнощение угла наклона рабочей по верхности дюзы к углу наклона рабочей
0 поверхности формующего пуансона нахб2 4
дится в пределах „ - . о о
Источники информации, принятые во 5 внимание при экспертизе:
1.Авторское свидетельство СССР № 487028, кл. С 03 В 5/08, 1974.
2.Базанов И. М. и др. Производство кварцевых труб с избирательной спектральной прозрачностью, «Стекло и керамика, № 1, 1975, с. 32-33.
S
| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для получения калиброванных кварцевых труб | 1981 |
|
SU962220A2 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Устройство для получения труб изКВАРцЕВОгО СТЕКлА | 1979 |
|
SU837943A1 |
| Тигель для выработки труб из кварцевого стекла | 1983 |
|
SU1105480A2 |
| Устройство для изготовления кварцевых труб | 1979 |
|
SU881018A1 |
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| Устройство для изготовления кварцевых труб | 1980 |
|
SU945095A1 |
| Тигель для выработки кварцевых труб | 1978 |
|
SU668885A1 |