Изобретение относится к сварочному производству, в частности к сварочному o6opyflOBtfнию для сварки продольных швов обечаек.. Известна установка для (Сварки продольно- го шва обечайки с применением заходной и вы ходной технологических планок, содержащая станину с вертикальной колонной, консоль, закрепленную на колонне, самоходную телбжку со сварочной головкой, установленную на консоли, устройство для формирования шва и зажимное устройство для поджатия обечайки и устройства для формирования шва к консоли t1. Недостатком этой установки является невоз можность удалить на ней заходньге и выводаые технологические планки, которые примейяются при сварке продольного шв а обечайки для повышения качества сварки в начале и в коще шва. Они удаляются после выгрузки обечайки на других самостоятельных установках, что снижает про изводительность труда и увеличивает колйчёёгв.о единиц технологического оббрудбвашя. Целью изобретения является повышение производительности путем уменьшения единиц технологического оборудования. Это достигается тем, что установка снабжена механизмом для отрезки технологических планок, выполненным в виде закрепленных на станине упоров для обечайки н двух неподвижных ножей, двух подвижных ножей, а также смонтированных на станине силового цилиндра и опорных роликов, клиновых ползунов, закреппенных на штоке силового цилиндра и опирающихся на упомянутые цилиндры, и двух штоков, на одних концах которых установлен ны подвижные ножи, а другие концы смонтированы с возможностью перемещения цо клиновым ползунам. На фиг. 1 изображена установка, общий вид на фиг. 2 показано крепление подвижных ножей механизма для отрезки технологических планок; на фиг. 3 - крепление неподвижных ножей механизма ,цля отрезки технологических планок; на фиг. 4 - вид по стрелке А на фиг. 3.
Установка имеет станину 1 с вертикальной колонной, на которой закреплена консоль 2 для напра зМниясамохо;адойтёле:ЗШ1С10 сварочной головкой 3, Обечайка 4, уложенная свариваемыми кромками на устройство для формирования шва 5, вместе с заходной и выводной технологическими планками поджимается зажимным устройством 6 к консоли 2. Установка снабжена механизмом для отрезки технологических планок. Силовой цилиндр 7, закрепленный на станине 1, на концах штока имеет подвижные клиновые ползуны 8 и 9. ПолЗунь опираются во Ъремя рабочего хода на опорные ролики IG и 11, к6НЬт Йй|УёЙятся на станине 1 посредством осей. 12. В зацеплеНИИ с клиновыми ползунами через прорези в них находятся ролики 13 и 14, насаженнь1е на нижние концы штоков 15 и 16. На верхних концах ййдйов Закреплены подвижные ножи 17 и 18. Неподвижные ножи 19 крепятся к станине 1 посредством опорных стоек 20, которые закрепляются неподвижно на станине.
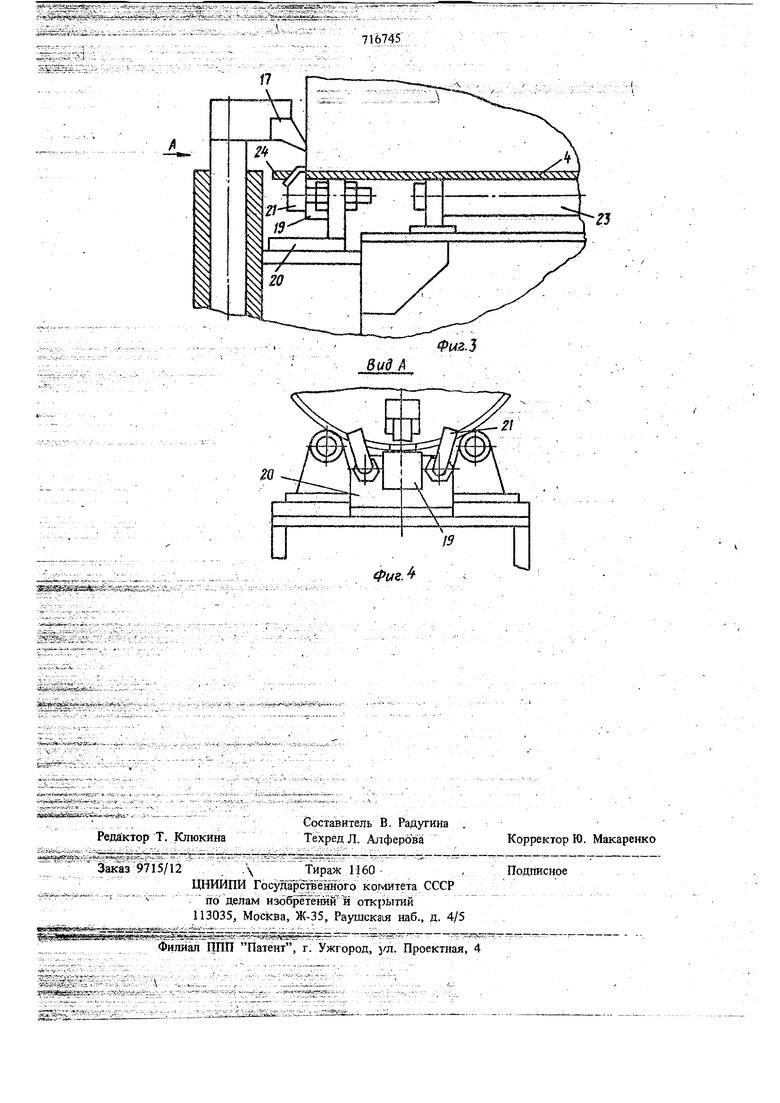
Неподвижный упор 21 для резки одной из техноло1 ических планок крепится к посредством левой опорной стойки 20, служащей одновременно и для крепления неподвижного ножа 19к станине 1, а подвижный упор 22 крепится к штоку 16.
Направляющие ролики 23, служащие для вращения и поступательного перемещения по ним обечайки к упорам 21 и 22 при обрезке те снолоЖческих планок, крепятсй к станине 1 симметрично .относительно ножей 18 и 17.
Установка работает следующим образом.
После сварки и опускания устройства для формиррвания шва 5 обечайка с приваренными заходн 3й и выводной технологическими планками опускается на направляющие ролики 23, поворачивается от руки на 180° относительно продольной оси путем вращения обечайки на роликах и сдвигается по шм влево до соприкосновения с неподвижным упором 1.
При перемещёнии штока силового цидандра 7 влево клиновой ползун: 8, опираясь на ролик 10 через ролик 13, перемещает щток 15 с ножом 17 вниз, при этом отрезается технологическая планка 24, приваренная к обечайке, так как последняя находится между неподвижным ножом 19 и ножом 17 в процессе перемещения его вниз. Одновременно с перемещением штока 15 вниз клиновой ползун 9 толкает пверх через ролик 14 щток 16 с закрепденными на нем ножом 18 и подвижным упором 22 обечайки 4. Обечайка с отрезанной с левой( стороны планкой перемещается от руки но направляю1цим роликам 23 вправо до упора 22. При перемещении щтока силового цилиндра вправо клиновой ползун 9, опираясь на ролики 11, перемещает щток 16 с ножом 18 вшз, при этом отрезается аналргично первой другая технологическая планка 25.
В когще хода штока 16 вниз механизмом разгрузки перемещением вправо готовая обечайка снимается с установки.
Предлагаемая установка позволяет повысить производительность труда и уменьшить количество единиц технологического оборудования.
Формула из
о б
р е тения
Установка для сварки продольного шва обечайки с применением заходной и выходной технологических планок, содержащая станину с вертикальной колонной, консоль, закрепленную на колонне, самоходную тележку со сварочной головкой, установленную на консоли, устройство для формирования шва и зажимное устройство для поджатия обечайки и устройства для формирования шва к консоли, отличаю щ а я с я тем, что, с целью повышения производительности труда путем уменьшения единиц технологического оборудования, установка снабжена механизмом для отрезки технологических планок, выполненным в виде закрепленных на станине упоров для обечайки и двух непЬдвижнь1х ножей, двух подвижных ножей, а также смонтированных на станине силового цилиндра и опорных роликов, клиновых ползунов, закрегшеннь1х на штоке силового цилиндра и опирающихся на упомянутые цилиндры, и двух штоков, на одних концах которых установлет подвижные ножи/ а другие концы смонтированы с возможностью перемещения по клиновым ползунам.
Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР № 246742, КЛ..В 23 К 37/04, 1968.
Put.l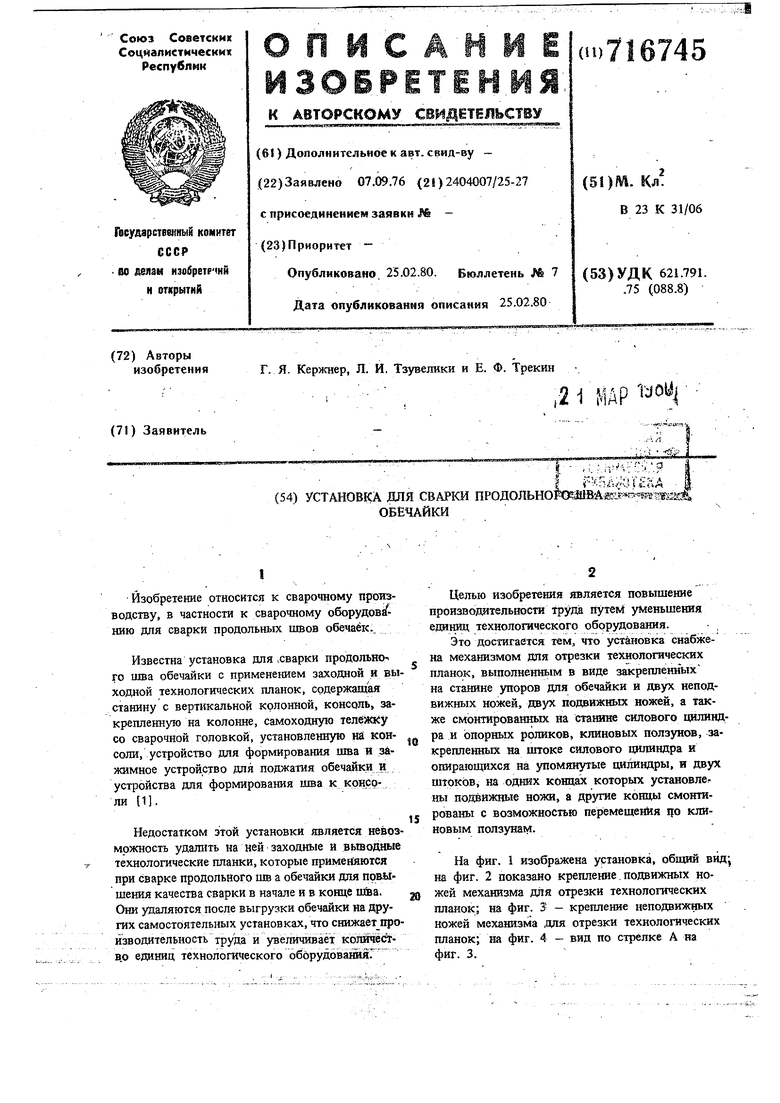
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки продольных швов обечаек | 1980 |
|
SU933342A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| Устройство для приварки труб к трубным доскам | 1982 |
|
SU1186444A1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2488474C1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Устройство для свертывания конических обечаек | 1973 |
|
SU482228A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОДОЛЬНОЙ РОЛИКОВОЙ СВАРКИ | 1972 |
|
SU336119A1 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |