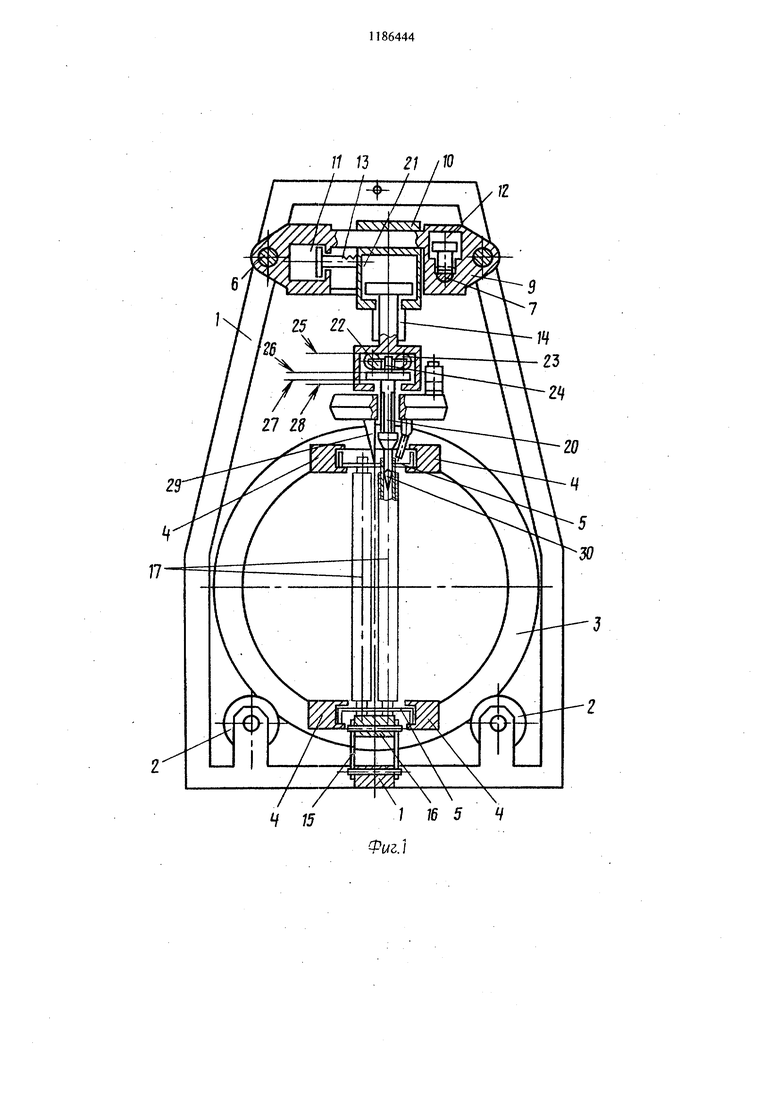
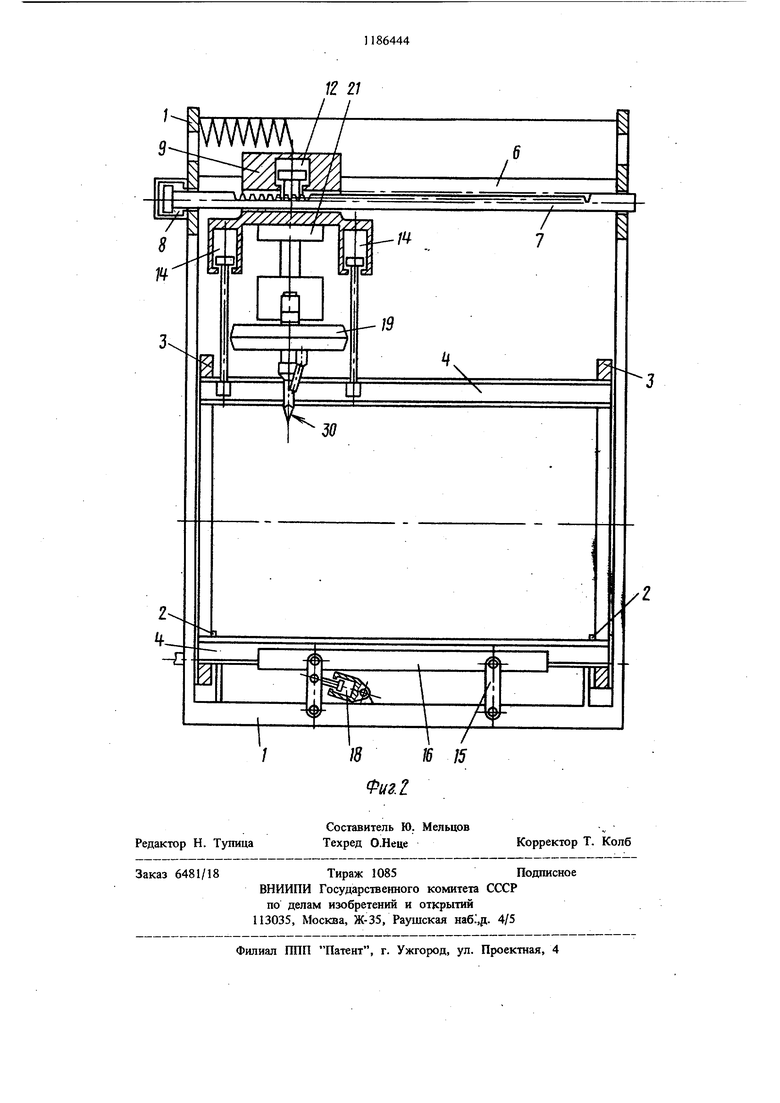
00 Од 4 4 1 Изобретение относится к устройствам для автоматической приварки трубок к трубным доскам и может применяться для сварки теплообменр1ых аппаратов. Цель изобретения - повышение производи тельности путем автоматизации процесса. Поставленная цель достигается за счет исключения калибровки концов трубок, упрощения установки и закрепления трубной доски в кантователе, а также упрощения конструкции механизма шагания и повышения точности шагового перемещения. На фиг. 1 изображено устройство для приварки трубок, поперечный разрез; на фиг. 2 - то же, продольный разрез. Устройство содержит станину 1, шарнирные опоры 2, несущие на себе кантователь 3 с опорными рейками 4 для удержания трубной доски 5. Шарнирные опоры 2 связаны с приводом (не показан). В верхней части станины 1 выполнены направляющие 6 и параллельно последним шток 7 силового цилиндра 8 механизма продольного шагания. На направляющих 6 размещена каретка 9, несущая на себе поперечный суппорт 10, а также силовой цилинд 11 механизма поперечного шагания и силовой цилиндр 12 механизма фиксации штока 7. Механизм фиксации штока 13 силового далиндра 11 механизма поперечного шагания на фиг. не показан. 9 несет на себ также два силовых 1шлиндра 14. В нижней части станины 1 на шарнирных рычагах 15 смонтирована опора 16 для трубок 17 с приводом в виде силового цилиндра 18. Сварочная головка 19 для наложения круговых швов посажена на шлнцевзт часть центрирующего стержня 20 с возможностью ее осевого перемещения. Механизм перемещения сварочной головки 19 представ ляет собой силовой цилиндр 21, закрепленны на поперечном суппорте 10 и связанный с самоцентрирующим устройством, выполненным в. виде крестовины 22 с роликами 23 24, причем ось ролика. 23 перпендикулярна оси ролика 24, при этом ролики 23 сопряг ются с плоской поверхностью 25, принадлежащей силовому цилиндру 21, а ролики 24 с плоской поверхностью 26, принадлежащей центрирующему стержню 20. Взаимодействующие поверхности 27 и 28 выполнены из фрикционного материала и образуют фиксатор положения. Конструктивно, фиксатор положения может быть выполнен в виде электромагнита, встроенного между взаимодействующими поверхностями 27 и 28. Сварочная головка 19 снабжена опорной ножкой 29, а заходная 4 часть 30 центрирующего стержня 20 вьшолнена пирамидальной формы с тремя ребрами. Устройство для приварки трубок ра(5отает следующим образом. Трубные доски 5 устанавливают в опорных рейках 4 кантователя 3 по упорам (не показаны). Включением привода кантователя 3 переводят его из исходного положения (ось опорных реек 4 расположена горизонтально) в рабочее. В рабочем положении кантователь 3 автоматически фиксируется одним из известных устройств (не показано). Включают силовой цилиндр 18, который посредством шарнирных рычагов 15 устанавливает опору 16в рабочее положение. Производят сборку изделия, т. е. трубки 17устанавливают в гнезда трубных досок 5, при этом нижняя часть трубок 17 опирается на опору 16. Включают устройство на автоматический режим сварки, при котором центрирующий стержень 20 совместно со сварочной головкой 19 подводится силовым цилиндром 21 к отверстию трубки 17. При этом заходная часть 30 центрирующего стержня 20 упирается в края трубки 17, приподнимая его таким образом, что между поверхностями 27 и 28 образуется гарантированный зазор, в то же время между роликами 23 и 24крестовины 22 и плоской поверхностью 25этот зазор исчезает и под действием боковых сил, возникающих в месте контакта заходной части 30 с трубкой 17, центрирующий стержень сместится относительно силового цилиндра 21 механизма подъема настолько, что ось центрирующего стержня 20 совместится с осью трубки 17. Заходная часть 30 центрирующего стержня 20 заходит в трубку 17, сминая заусеницы на ней на глубину, ограниченную ходом силового цилиндра 21. Возникающие при этом усилия воспринимаются опорой 16, а установка сварочной головки 19 относительно поверхности трубной доски 5 достигается с помощью опорной ножки 29. После этого автоматически включаются силовые цилиндры 14 закрепления трубной доски 5 в кантователе 3 и работа сварочной головки 19. По окончании наложения первого Еша срабатывает цилиндр 21, поднимающий центрирующий стержень 20 со сварочной головкой 19, при этом центрирующий стержень 20 поверхностью 27 ложится на поверхность 28 и благодаря фрикционным свойствам материала, из которого они выполнены, даже в поднятом положении остается в одной оси с трубкой 17, т. е. происходит как бы автоматическое запоминание координаты прежнего положения. В случае наличия
электромагнита он срабатывает, обеспечивая неподвижное соединение поверхностей 27 и 28.
Вслед за силовым цилиндром 21 срабатывают силовые цилиндры 14, освобождая трубнуго доску 5. Подается команда силовому цилиндру 8 механизма продольного шагания на перемещение сварочной головки 19 на uiar, но прежде чем сработает силовой цилиндр 8, ход поришя которого равен шагу шагания, силовой цилиндр 12 своими зубьями войдет в зацеплеще с зубьями, выполненными на штоке 7, надежно зафиксировав последний относительно каретки 9. Таким образом, при перемещении штока 7 вместе с ним переместится и каретка 9, несушая поперечный суппорт 10 со сварочной головкой 19. Сразу же срабатывает силовой цилиндр 21, вслед за ним силовые цилиндры 14 и включается сварочная головка 19.
Производится наложение второго шва, силовой цилиндр 12 механизма освобождает . шток 7, а силовой цилиндр 8 совершает холостой ход. Далее цикл повторяется, пока не будет сварен первый ряд трубок и не будет подана команда механизму поперечного шагания сварочной головки, работающему по такой же схеме, как и механизм продольного шагания.
После перехода сварочной головки 19 на второй ряд возобновляется работа последней в автоматическом цикле и по окончании сварки второго ряда подается команда иа переключение либо механизму поперечного шагания (если трубная доска многорядная), либо силовому цилиндру 18 (если трубная доска двухрядная, как в рассматриваемом примере) для отвода опоры 16 от трубок 17 и опорных реек 4. После этого происходит поворот кантователя 3 на 180 и возобновляется работа сварочной головки 19.
По окончании приварки трубок 17 на второй трубной доске 5 сварочная головка 19 займет исходное положение, о чем оператор будет извещен сигнальным устройством (не показано). Оператор, получив сигнал об окончании сварки, включением привода поворачивает кантователь 3 на 90 , удаляет из кантователя 3 с применением известных средств механизации готовое изделие, а освободившиеся опорные рейки 4 загр)окают трубными. дреками 5. Затем кантователь 3 поворачивают на 90 в рабочее положение, подводят опору 16 силовым цилиндром 18 и производят сборку изделия.
1864444
Устройство готово для сварки в автоматическом режиме нового изделия.
Технические преимущества изобретения по сравнению с известным устройством заклюS чаются в полной автоматизации процесса сварки. Сварочная головка 19 переходит на сварг. ку последующей трубки. 17 из положения, соответствующего зафиксированному фиксатором положения (поверхности 27 и 28) коор10 динате предыдущей трубки, причем погрещность координаты при перемещении на шаг мала по сравнению с накопленной погрешност.ю шага отверстий в трубной доске прн их изготовлении, что позволяет обеспечить f5 надежную центрацию сварочной головки 19 при значительной величине накопленной погрешности шага, что невозможно в известном устройстве. Таким образом, уменьшается себестоимость изделия за счет снижения точ20 ности изготовления трубной доски.
Опираясь на опорную ножку 29 и имея свободу осевого перемещения на центрирующем стержне 20, сварочная головка 19 базируется в вертикальной плоскости в завнси2S мости от положения .конкретной свариваемой поверхности, т. е. допускает применение трубной доски 5 с отклонениями от плоскости, при зтом на качестве наложения сварного шва, зто не отражается.
,Q Оснащение. устройства опорой 16 для трубок 17 в сочетании с силовым цилиндром 21 вертикального перемещения сварочной головки 19, а также выполнение заходной части 30 центрирующего стержня 20 пирамидальной формы с тремя гранями позволяет центриромть сварочную головку 19 на трубке 17 путем ЗЕКпрессовки заходной части 30 центрирующего стержняв трубку 17, сминая при зтом заусеницы или возможные неровности на конце трубки 17, создавая возможность применения высокопроизводительного способа порезки заготовок трубок, например клиновым ножом или роликом вместо порезки труб механическим способом со снятием заусеницы или калибровкой конца.
Наличие цилиндров 14, перемещающихся совместно с кареткой 10, позволяет упростить закрепление трубной доски 5 на кантователе 3 и в то же время выполнять закрепление в автоматическом режиме, что необходимо для исключения коробления трубной досю 5 в процессе обварки трубок 17. В известном устройстве это достигалось предварительной прихваткой трубок 17 к трубным доскам 5.
/f /3 21 /W
I(
L-J
/ /
15
1 Ю 5 Ц
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поддерживания инструментов | 1980 |
|
SU1028238A3 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Устройство для автоматической дуговой сварки труб с трубной доской | 1983 |
|
SU1133061A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ ДОСКАМ | 1967 |
|
SU204464A1 |
| Устройство для автоматической сборки под сварку | 1982 |
|
SU1073058A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| УСТРОЙСТВО для ПРИВАРКИ ТРУБОК | 1968 |
|
SU218351A1 |
| Установка для высокочастотной обработки | 1974 |
|
SU518307A1 |
УСТЮЙСТЮ ДЛЯ ПРИВАРКИ ТРУБ К ТРУБНЫМ ДОСКАМ, содержащее станнну, кантователь, сварочную головку с центрирующим стержнем и нневматический механизм их перемещения в виде силового цилиндра, закрепленного на суппорте, и направляющие с установленной в них с возможностью перемещения кареткой, обличающееся тем, что, с целью повыщения производительности путем автоматизации процесса, пневматический механизм перемещения сварочной головки и центрирующего стержня снабжен крестовиной с роликами на ее концах, один конец щтока его силового цилиндра вьшолнен полым и в нем расположены с возможностью перемещения конец центрирующего стержня и крестовина с возможностью взаимодействия одними своими роликами с внутренней поверхностью щтока, а другими роликами, оси которых перпендикулярны осям первых роликов, - с концом центрирующего стержня, кантователь снабжен i установленными диаметрально противополож(Л но опорными рейками для закрепления трубных досок и щарнирно закрепленной на станине приводной опорой для трубных досок и труб.
| УСТРОЙСТВО для ПРИВАРКИ ТРУБОК | 0 |
|
SU218351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное оборудование: Каталог-справочник/ | |||
| Под ред | |||
| А | |||
| М | |||
| Чвертко | |||
| Киев: Наукова думка, 1968, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
