(5) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Устройство для сборки и двусторонней сварки продольных швов обечаек | 1975 |
|
SU556921A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Установка для сварки продольного шва обечайки | 1976 |
|
SU716745A1 |
| Устройство для сварки продольныхшВОВ | 1978 |
|
SU795832A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Устройство для сведения кромок обечаек под сварку | 1980 |
|
SU919844A1 |
Изобретение относится к тяжелому энергетическому машиностроению и котлостроению и может быть использовано в сварочном производстве. В настоящее время известны конструкции сборочных установок для об чаек , производящие операции сборки раздельным методом, т.е. сначала производится совмещение продольных кромок, затем .орцовых. При этом происходит деформация торцовых кромок. Поэтому нужны установки, позволяющие производить сборку продол ных и торцовых кромок одновременно Известно устройство для сборК1 и оварки продольных швов обечаек, содержащее смонтированные на основании приспособления для поджатия кромок обечаек и флюсовую подушку с приводом ее поджатия ll). Недостатком известного устройства является низкое качество совмещения продольных и торцовых кром обечайки, так как приспособления для поджатия обеспечивают только закрепление кромок обечайки в устройстве. Целью изобретения является улучшение качества сварки путем повышения точности сборки и обеспечение сварки наружных швов. Указанная цель достигается тем, что в устройстве для сборки и сварки продольных швов обечаек, содержащем смонтированные на основании приспособления для поджатия ;кромок обечайки и флюсовую подушку с приводом ее поджатия, флюсовая подушка снабжена приводными стыковочными ножами, а приспособления для поджатия кромок выполнены в виде двух плит, шарнирно связанных между собой с одной стороны и соединенных клиновым соединением с другой стороны; при этом одно из приспособлений установлено на основании неподвижно, другое - с возможностью перемещения в двух взаимно перпендикулярных направлениях, а в основании закрепле две направляющие для подвижного приспособления.
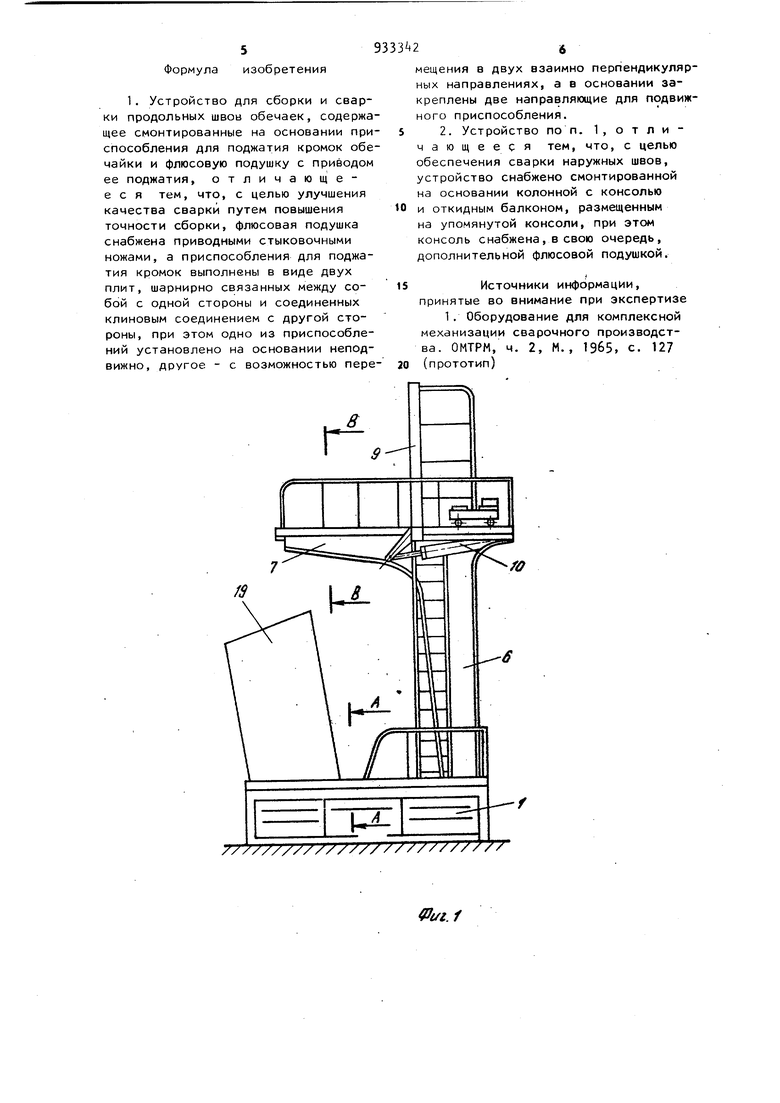
Кроме того, устройство снабжено смонтированной на основании колонной с консолью и откидным балконом размещенным на консоли; при этом консоль снабжена в свою очередь дополнительной флюсовой подушкой.
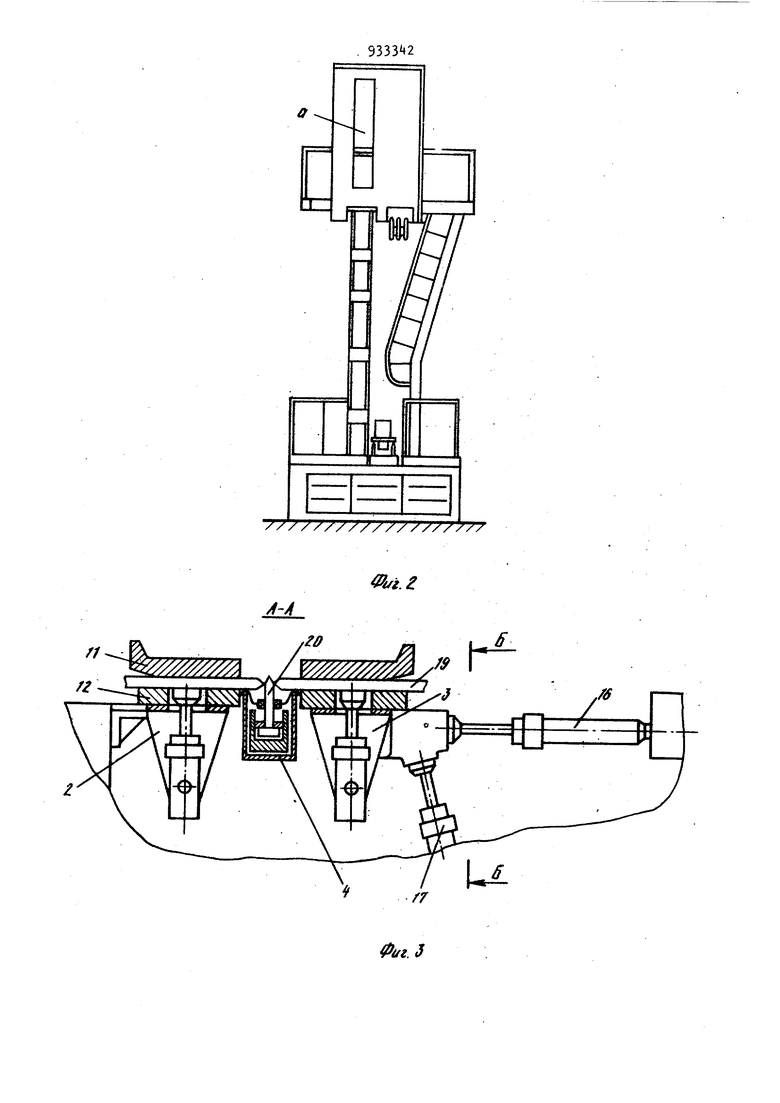
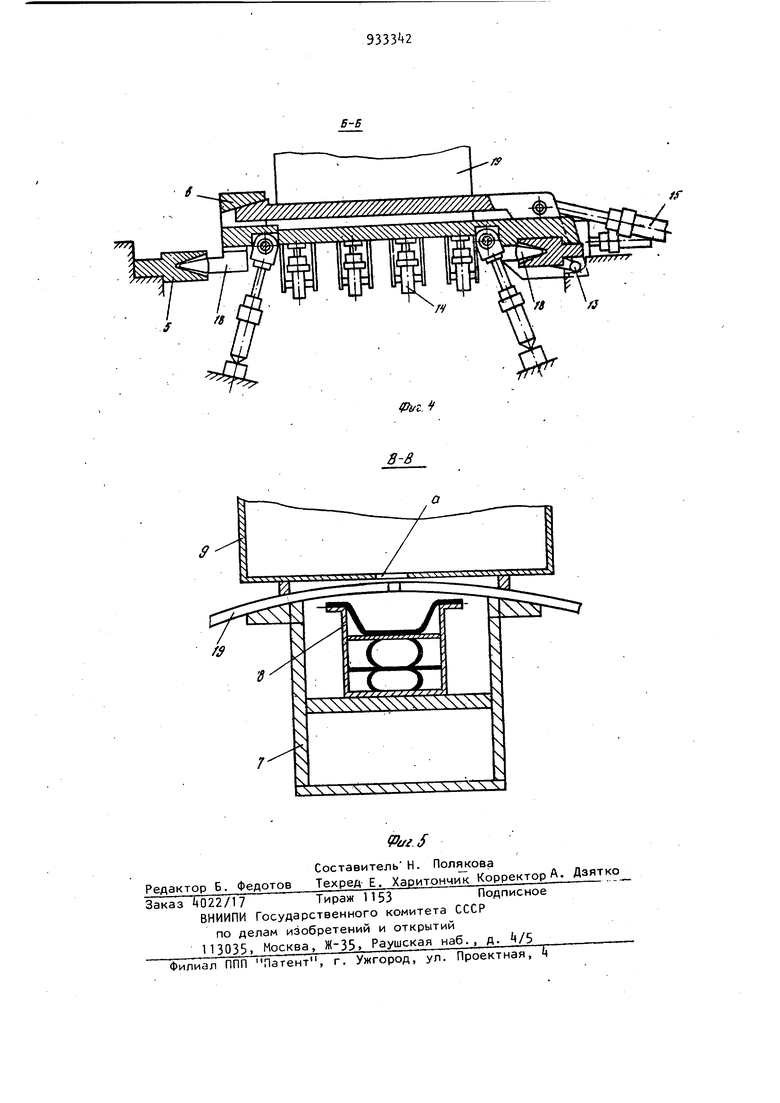
На фиг. 1 изображен общий вид устройства; на фиг, 2 - вид сбоку; на фиг.3 - разрез А-А на фиг. 1; на фиг. - разрез Б-Б на фиг. 3; на фиг. 5 разрез В-8 на фиг. 1.
В основании 1 установлены неподвижное приспособление для поджатия
2и подвижное приспособление для ,поджатия 3. а между ними установлена стыко-флюсовая подушка k. На основании смонтированы две направляющие 5 для взаимодействия с ними подвижного приспособления дляподжатия
3и колонна 6 с консолью 7. в которой расположена дополнительная флюсовая подушка 8, причем над консоль установлен откидной балкон 9 с прорезью О по оси консоли и флюсовой подушки 8, подъем и опускание которого производится силовым цилиндром 10.
Приспособления для поджатия выполнены в виде двух плит-верхней 11 и нижней 12,-связанных между собой с одной стороны осью 13 и клиновым соединением Ь с другой стороны, силовых цилиндров 14, закрепленных, на плите 12, и силового цилиндра 1.5f установленного на основании 1 вблизи оси 13, шток которого соединен с плитой 11.
К подвижному приспособлению 3 подсоединены силовые цилиндры горизонтального перемещения 16 и вертикального перемещения 17На подвижном приспособлении 3 с обеих сторон установлены клинья 18 для взаимодействия с направляющими 3- .
Направляющие 5 выполнены в виде прямоугольных noKOBOj с открытыми профильными выемками, например конусными, и закреплены на основании 1 в плоскости, параллельной плоскости сборки кромок обечайки 19Флюсовая подушка k представляет собой корпус коробчатого сечения, в котором установлены непосредственно флюсовая подушка, стыковочные ножи 20, свободно проходящие сквозь
флюсовую подушку, и механизм поочередного вертикального перемещения флюсовой подушки и стыковочных ножей.
Установка работает следующим образом.
Обечайка 19 устанавливается одной из кромок на нижнюю плиту 12 неподвижного приспособления для поджатия 2 с упором продольной кромкой к стыковочным ножам 20. Верхняя плита 11 опускается выдвижением штока цилиндра 15| и производится предварительный зажим кромки. Выдвижением штоков цилиндров k производится зажим кромки обечайки 19Затем с помощью цилиндров 16 и 17 подвижное приспособление для поджатия 3 нижней плитой 12 подводится
под вторую кромку обечайки 19 опускается верхняя плита 11 и производит. ся зажим кромки путем движения штоков цилиндров 1 t.
Далее, силовыми цилиндрами 16 и
17 работающими в некотором пространстве, ограниченном сопряжением клиньев 18 с профильной выемкой направляющих 5, вторая кромка обечайки 15 выводится в плоскость,первой кромки, и с помощью стыковочных ножей 20 выбирается необходимый зазор между кромками. Затем стыковочные ножи 20 опускаются и одновременно поджимается флюсовая подушка k. Произво- дится сварка продольного шва обечайки 19По окончании сварки внутреннего шва обечайки 19 отжимают штоки силовых цилиндров выводят верхние плиты 11 и-з клинового соединения Ъ и освобождают обечайку 19о Обечайку 19 устанавливают швом на консоль 7 опускают откидной балкон 9 и производят сварку наружного шва.
При сварке только наружного шва сборку кромок обечаек и их прихватку производят в приспособлениях для поджатия 2 и 3 а сварку производят на консоли 7Применение предлагаемого изобретения позволит повысить точность сборки кромок обечаек и повысить производительность Труда.
Экономическая эффективность от внедрения изобретения ориентировочно составляет 28,7 тыс. руб. Формула изобретения 1, Устройство для сборки и сварки продольных швов обечаек, содержа щее смонтированные на основании при способления для поджатия кромок обе чайки и флюсовую подушку с приводом ее поджатия, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности сборки, флюсовая подушка снабжена приводными стыковочными ножами, а приспособления для поджатия кромок выполнены в виде двух плит, шарнирно связанных между собой с одной стороны и соединенных клиновым соединением с другой стороны, при этом одно из приспособлений установлено на основании неподвижно, другое - с возможностью пере
f9
///////////
ut.f мещения в двух взаимно перпендикулярных направлениях, а в основании закреплены две направляющие для подвижного приспособления. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения сварки наружных швов, устройство снабжено смонтированной на основании колонной с консолью и откидным балконом, размещенным на упомянутой консоли, при этом консоль снабжена, в свою очередь, дополнительной флюсовой подушкой. Источники информации, принятые во внимание при экспертизе 1. Оборудование для комплексной механизации сварочного производства. ОМТРМ, ч, 2, М., 1965, с. 127 (прототип)
.
Фиг.З
w/////////// //////////
