Изобретение предназначено для роликовой сварки с раздавливанием кромок продольных Швов тонкостенных цилиндров в отраслях промышленности, изготавливающих тонкостенные емкости.
Известно приспособление дли продольной роликовой сварки цилиндрических деталей, содержащее опорный стол, снабженный направляющими для подвижного ползуна, на котором смонтированы два полуцилиндрических прижима для детали.
Такое приспособление не может обеспечить качественную сварку тонкостенных цилиндров с небольшими нахлестками (1-2 мм).
Предложенное приспособление устраняет указанный недостаток и отличается от известного тем, что опорный стол через подпружиненные стойки установлен на колонне, выполненной в виде домкрата, на гайке которого закреплена цилиндрическая рубашка, образующая со стаканом водосборника, установленного на колонне, телескопическое соединение, при этом на ползуне дополнительно укреплены.подеижный и неподвижный торцовые фиксаторы с конусными оправками, имеющими вырезы для беспрепятственного прохождения консоли с нижним роликом внутрь свариваемой детали, а сам ползун связан с поршнем пневмоцилиндра, прикрепленного к опорному столу и работающего в процессе сварки
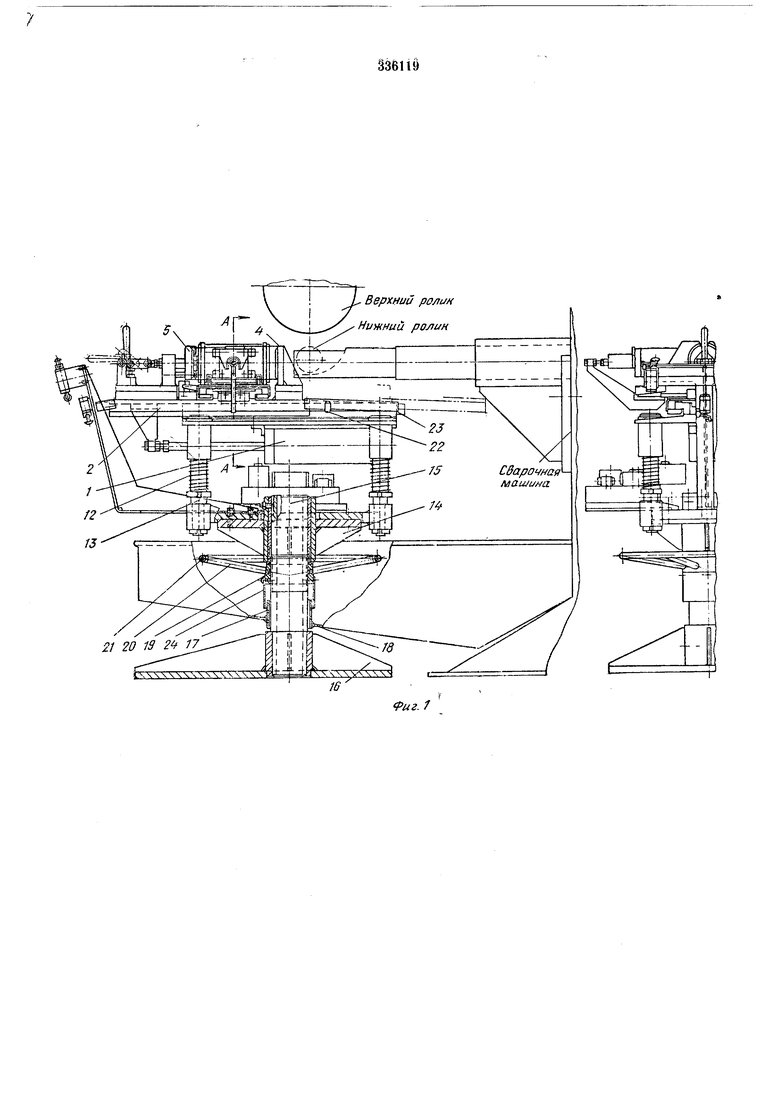
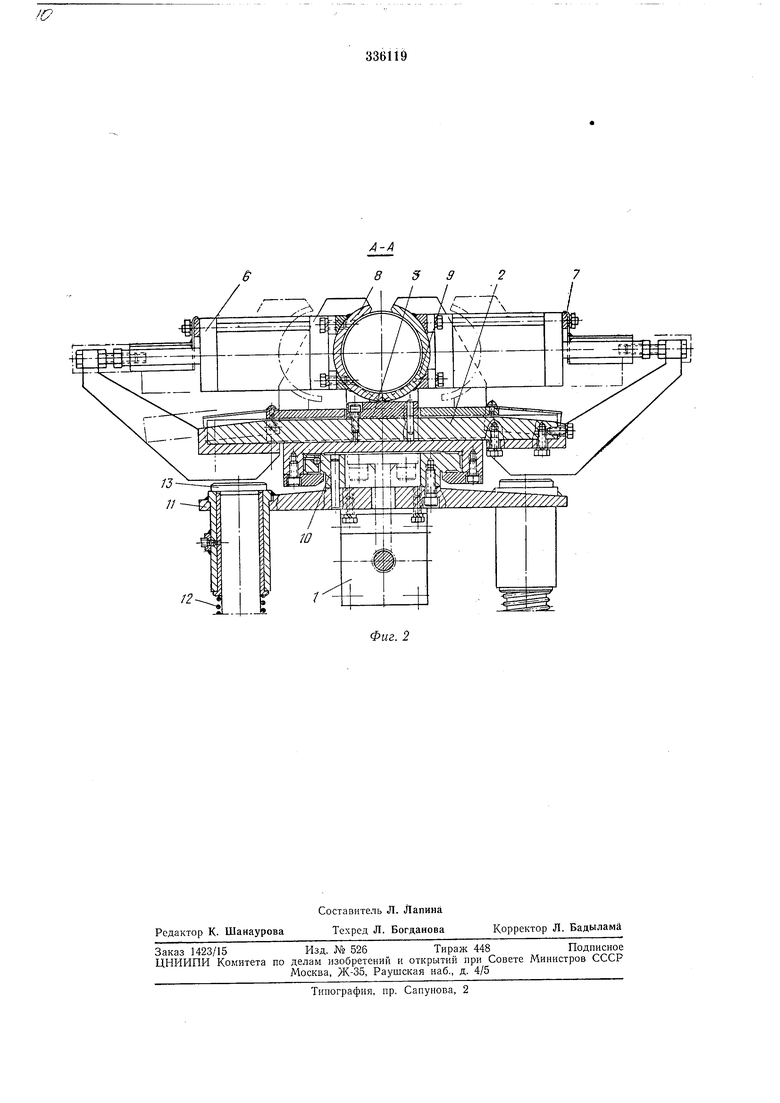
синхронно с йрйщением сварочных роликой. И а фиг. i изображено предложенное приспособление, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
Приспособление выполнено двухпозиционным (с исходной позицией загрузки-выгрузки и позицией начала сварки) в виде приводимого в движение цилиндром 7 ползуна 2 с закрепленными на нем призмой 3 для предварительной загрузки изделия, неподвижным торцовым фиксатором 4 изделия и подвижным самозапирающимся шарнирно-рычажным фиксатором 5, причем на каждом из фиксаторов соосно выполнены короткие цилиндрические оправки с конусной заходной частью для фиксации изделия по внутреннему диаметру и в них сделаны вырезы, обеспечивающие беспрепятственное проникновение нижней консоли машины с роликом внутрь издеЛИЯ, а с боков на ползуне смонтированы приводимые в движение силовыми цилиндрами 6 и 7 полуцилиндрические прижимы 8 и 9, нижние кромки которых в рабочем положеиии сведены вплотную к плоскости симметрии изделия, верхние же кромки срезаны для опускания на изделие верхнего ролика машины. Для компенсации упругого прогиба нижней консоли машины под действием рабочего усилия направляющая 10 ползуна с цилиндром /
подрессорен пружинами 12, надетыми на стойки 13, установленные на подвижной в вертикальном направлении опоре 14, смонтированной на колонне 15, продетой до основания 16 сквозь стакан 17, прпваренный к водосборнику 18 машипы, и выполненной в виде домЕфата, на резьбовой части которого установлена гайка 19 со спицами 20 и ободом 21.
Для переиаладки на различные диаметры изделий торцовые упоры и боковые полуцилиндрические прижимы выиолпены сменными, а для точной остановки ползуна на начало серий швов разной длины обеспечена топкая регулировка за счет поворачиваиия болта 22, ввернутого в ползун, и грубая регулировка хода за счет упоров 23, а для компенсации изменения веса приспособления в зависимости от веса изделий пружины 12 выполнены регулируемыми. Для предотвращения попадания охлаждающей воды по колонне и основанию на пол под ноги рабочего на гайке 19 закреплена цилиндрическая рубашка 24, образующая со стаканом 17 водосборника свободное телескопическое соединение.
Приспособление работает следующим образом.
Обечайка свариваемого цилиндра укладывается на призму и с помощью щарнирнорычажного механизма фиксатором 5 изделие придвигается по призме к неподвижному фиксатору 4. Нахлестка шва при этом должна занимать правильное положение относительно верхнего ролика машины.
После этого включается распределитель, управляющий ходом цилиндров и 7 и полуцилиндрические прижимы 8 и 9 вплотную подходят друг к другу своими нижними кромками, не сдавливая изделие с боков, а лишь обеспечивая заданный размер нахлестки за счет плотного облегания изделия по оправкам фиксаторов 4 и 5.
После этого цилиндр / быстро подводит ползун 2 из исходной позиции загрузки-выгрузки в позицию начала сварки шва, т. е.
ближний к рабочему конец нахлестки оказывается под нижней точкой верхнего ролика.
Нажатием на педаль включения машины верхний ролик опускается на начало шва, а затем включается той же педалью или отдельпой кнопкой вращение этого ролика и сварочный ток.
Одновременно с вращением верхнего ролика получает плавный ход цилиндр / с ползуном 2 в направлении от машины к рабочему. Когда верхний ролик выходит на край щва, вновь нажи.мают на педаль, и сварка прекращается. Верхний ролик отходит от изделия, и цилиндры 6 и 7 автоматически или от ручнрго пневмокрана отводятся в исходное положение.
При этом цилиндр 1, более не сдерживаемый сварочными роликами, быстро отходит на позицию загрузки-выгрузки.
Фиксатор 5 отводится от изделия и выгружает его.
Приспособление готово к новому циклу.
Предмет изобретения
Приспособление для.продольной роликовой сварки цилиндрических деталей, содержащее олорйый стол с иалра|В1Ляющи|МИ для подвижкого ползуна, «а котором смонтироваеы два полуцилиндрических прижима для детали, отличающееся тем, что, с целью повышения кач&ства сварки, опорный стол с поД|Пружи 1е:пных стоек установлен на колонне, выполпенной в виде домкрата, на гайке которого закреплена цилиндрическая рубашка, образующая со стаканом установленного на колонне водосборника телескопическое соединение, при этом на ползуне дополнительно укреплены подвижный и неподвижный торцовые фиксаторы с конусными оправками, имеющими вырезы для беспрепятственного прохождения консоли с нижним роликом внутрь свариваемой детали, а сам ползун связан с порщнем пневмоцилиндра, прикреплег;ного к опорному столу и работающего в процессе сварки синхронно с вращением сварочных роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки | 1985 |
|
SU1279697A1 |
| Установка для сварки | 1975 |
|
SU570471A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Машина для контактной точечной сварки | 1977 |
|
SU740438A1 |
| Способ сварки пространственных рам и устройство для его осуществления | 1979 |
|
SU891290A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |