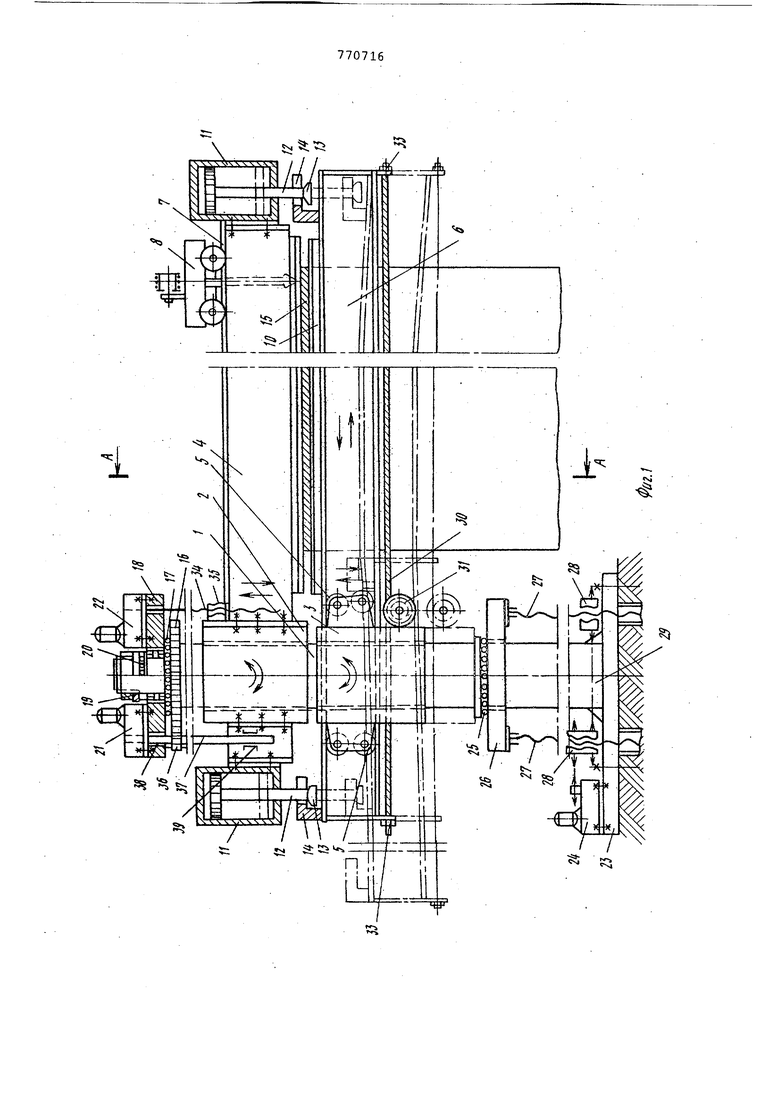
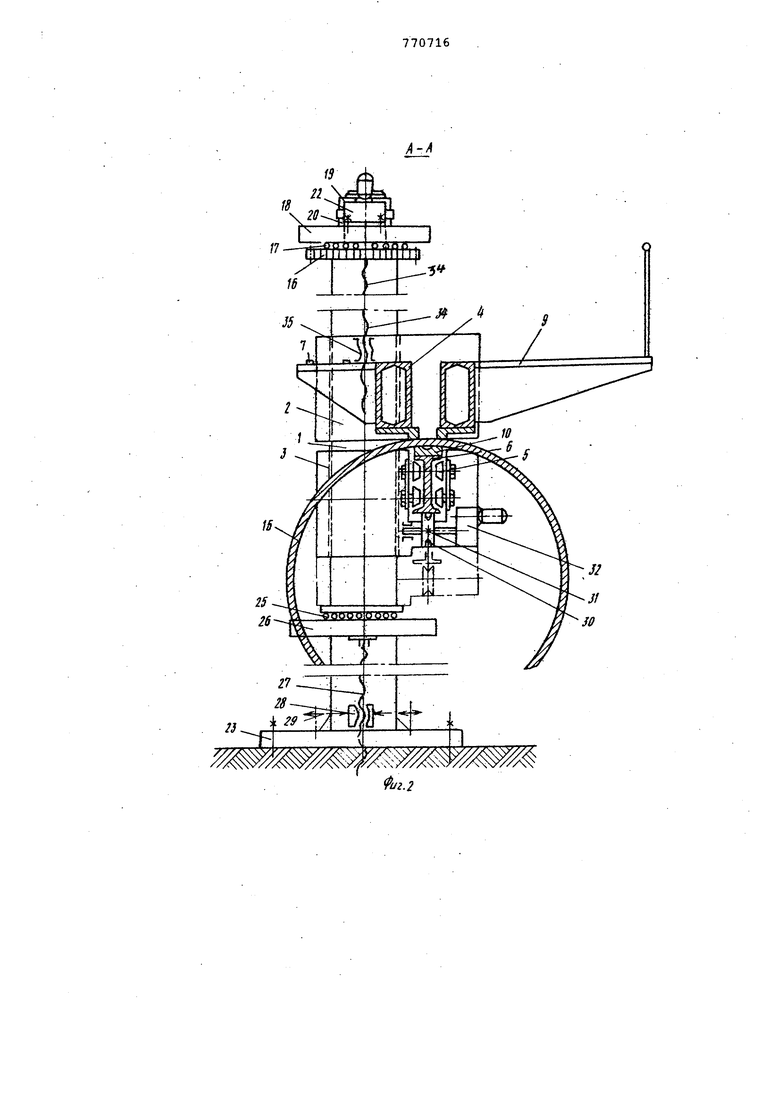
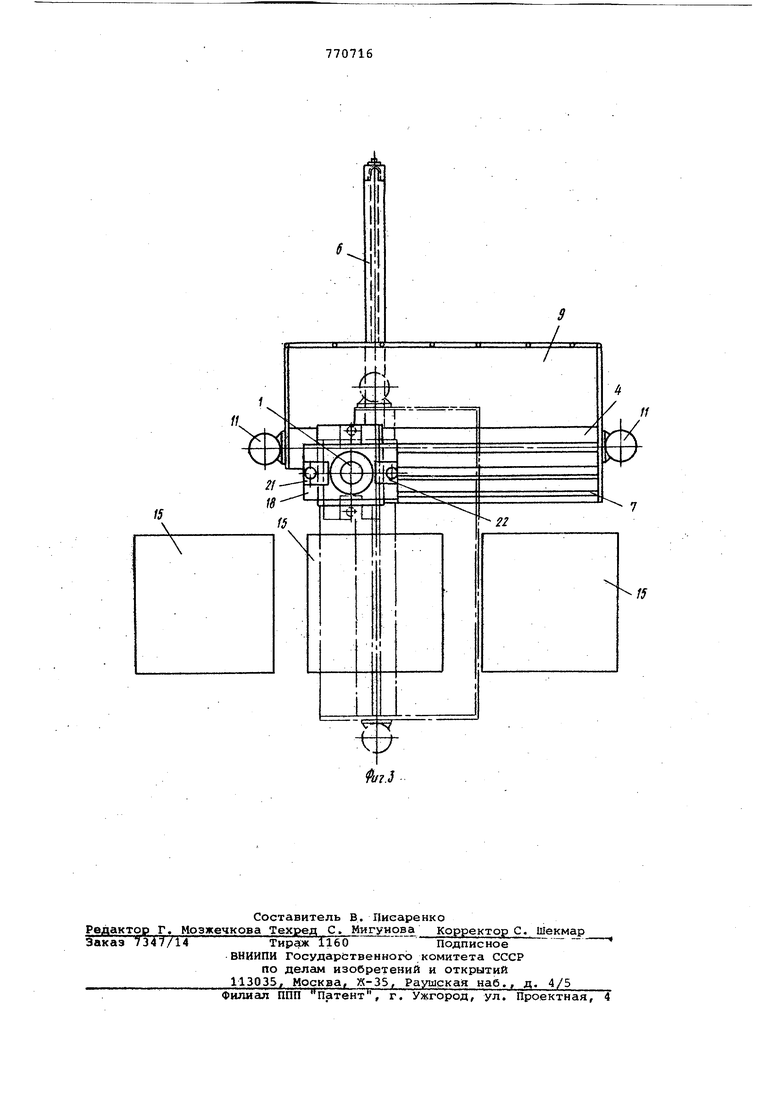
(54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБЕЧАЕК Изобретение относится к сварке, в частности конструкции устройства для сварки и сборки продольных швов обечаек и может быть применено в котлостроении, в общем машиностроении при изготовлении емкостей для автоцистер и других сосудов для хранения жидкос тей. Известны устройства для сварки продольных швов, содержащие смонтированные на основании неподвюхные бал ки с направляющими для сварочного трактора и поворотные в горизонтальной плоскости консольные балки с шо воформукхдей подкладкой, а также механизм прижима консольной балки к не подвижным балкам р-3 Недостатком этих устройств является низкая производительность, так как требуется тяжелый ручной труд, на выполнение операций по доставке и надеванию обечайки на консольную балку, поворот балки с обечайкой и установку ее под неподвижной балкой-, а после выполнения сварки требуется не менее тяжелый труд на поворот консольной балки в зону съема обечайки и выполнение операций по съему обечайки с поворотной балки и Доставке ее на пост очередной технологической операции. : Кроме Того, эти устройства плохо вписываются в поточные линии с механизированной подачей изделий от одной техно.г1огической операции к другой, так как установка обечаек на поворотные консольные балки производится только при помощи кранбалок или вручную. Известны устройства для сварки продольных швов, содержащие колонну с поворотной в горизонтальной плоскости консолью и обеспечением механизмами перемещения консоли вдоль своей оси р} . Колонны и поворотные консольные балки этих устройств предназначены только для перемещения сварочных головок и не могут выполнять функции по закреплению и прижиму кромок свариваемых обечаек к шовоформугощей подкладке, поэтому эти устройства не обеспечивают хорошего качества сварки продольных швов обечаек. Известно устройство для сборки и сварки продольных швов обечаек, содержащее смонтированные на основании колонну, на которой размешены балка с направляющими для сварочного трактора, перемещаемую в плоскости, параллельной основанию, балку с шовоформующей подкладкой и механизм прижима балки с шовоформующей подкладкой к изделию 33 . Такая конструкция устройства слож на и металлоемка, а вьщвижная штанга с шовоформующей подкладкой, которая перемещается при помощи зубчато-реечного механизма , требует точного изготовления и повышенной жесткости. Кроме того, основание ycTpotiства загромождает участок и ограничивает его технологическую возможность, позволяя изготавливать только определенный типоразмер обечаек. Целью изобретения является повышение производительности путем обес печения сварки разных по диаметру и толщине стенки оОечаек. Указанная цель достигается тем, что на колонне размещены друг над другом две подъемные от приводов ка ретки, верхняя из которых снабжена также приводом поворота ее вокруг продольной оси колонны, а нижняя направляющими роликами и тросовым приводом, при этом привод подъема нижней каретки выполнен в виде уста новленной на основании плиты с опор ным подшипником, балка с направляющими для сварочного трактора жестко закреплена на верхней каретке, а ба ка с шовоформующей подкладкой смонтирована с возможностью перемещения в плоскости,параллельной основанию, направляющих роликах нижней каретки снабжена захватами для балки с направляющими для сварочного трактора и соединена с упомянутым тросовым приводом, причем механизм прижима б ки с шовоформующей подкладкой выпол нен в виде двух силовых цилиндров с штоками, корпуса силовых цилиндров закреплены на балке с направляющими для сварочного трактора , а концы штоков смонтированы с возможностью взаимодействия с упомянутыми захватами балки с шовоформующей подкладкой. фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 устройство в плане. Предлагаемое устройство для свар ки продольных швов обечаек состоит из колонны 1, на которой размещены верхняя 2 и нижняя 3 подъемные и по воротные каретки, причем к верхней клретке 2 жестко прикреплена балка а на нижней каретке закреплены направляющие ролики 5, по которым перемещается вдоль своей оси балка 6 Верхняя салка 4 выполнена с направляющими 7 для сварочного трактора 8 и с площадкой для обслуживания 9, а балка 6 выполнена с шовоформующей п хладкой 10. На концах балки 4 закреплены сиовые цилиндры 11, штоки 12 которых канчиваются сферическими буртами 13, на концал; нижней балки закреплены захваты 14, за которые осуществляется подъем балки 6 при зажиме сваривамых кромок обечайки 15. в верхней части колонны 1 жестко посажена шестерня 16, упорный подшипник 17 и поворотная плита 18, которая закреплена гайкой 19 через- второй упорный подшипник 20, На поворотной плите 18 закреплен привод поворота 21 для вращения каретки 2 с закрепленной на ней балкой 4 вокруг оси колонны 1 и привод подъема 22 для перемещения той же каретки 2 с закрепленной на ней балкой 4. в нижней части колонны 1 расположена плита 23, при помощи которой колонна закрепляется на основании. На плите 23 закреплен привод подъема 24 для перемещения нижней каретки 3 вместе с балкой 6 по колонне 1. Перемещение каретки 3 осуществляется через опорный подшипник 25 плитой 26, к которой прикреплены винты 27, пропущенные через вращающиеся гайки 28, закрепленные на плите 23 в подшипниках (на фигурах не показано) и охваченные цепной передачей 29, получаю дей вращение от привода 24. Для горизонтального перемещения балки 6 вдоль своей оси применен трос 30, который охватывает двумя витками шкив трения 31, приводимый приводом 32. Концы троса 30 закреплены на концах балки 6 натяжными гайками 33. Такой тросовый привод перемещения балки 6 прост по конструкции и позволяет применить балку, выполненную с предварительным прогибом, улучшающим качество сварки. Поворот нижней каретки 3 вместе с балкой б осуществляется вручную, так как эта операция выполняется редко. Перемещение верхней каретки 2 вместе с закрепленной на ней балкой 4 осуществляется винтом 34, который вращается приводом 22 в гайке 35, закрепленной на верхней каретке 2. Для поворота BepxHefi каретки вместе с балкой 4 вокруг .колонны 1 применена шестерня 36, закрепленная на валу 37, у которого одна опора 38 размеЩена в плите 18, а вторая опора 39 закреплена, непосредственно на верхней каретке 2 и выполнена скользящей по валу 37. Вращение вала 37 осуществляется приводом 21. Предлагаемое устройство для сборки и сварки продольных швов обечаек работает следующим образом. В исходном положении балка 4 повернута так , что она расположена параллельно линии перемещения обечаек 15, балка 6 выдвинута в крайнее положение, которое не препятствует перемещению обечаек по технологическо линии. Ввиду того, что предлагаемое уст ройство предназначено для сварк ра ных по диаметру обечаек, перемещаемы по одному технологическому потоку и одними транспортными средствами, тре буется после подачи очередной обечайки на сварку замыкающего шва.установить балки 4 и 6 на определенную высоту, соответствующую высоте верха ое раэующей свариваемой об.ечайки 15, Для подъема или опускания балки 4 включается привод 22, который вращает винт 34 в закрепленной на верхней каретке 2 гайке 35. Для подъема или опускания балки 6 включается привод 24, который через охватывающую цепную передачу 29. вращает гайки 28 и перемещает винты 27, закрепленные под плитой 26, на которую све ху свободно опирается через опорный подшипник 25 нижняя каретка 3. Относительное расстояние между балками 4 и б определяется положением сферических .буртоЁ 13 при выдвинутых щтоках 12 силовых цилиндров 11 и положением захватов 14, которые должны Обеспечить зацепление между ними при горизонтальном перемеихении балки 6. После подачи очередной обечайки 1 и установки балок 4 и 6 на высоту, соответствугощу, размерам обечайки, осуществляют поворот верхней каретки 2 с закрепленной на ней балко 4 на угол 90°и устанавливают ее параллель но образующей of-ечайки над свариваемым с.тыком, а балку 6 при помощи привода 32 перемещают вдоль своей оси по роликам 5 и задвигают ее во внутреннюю полость Обечайки 15. Перемещаясь, балка 6 доходит до крайнего положения, при кртаром сферические бурты 13 входят в пазы захватов 14. После этого в штоковую полость си ловых цилиндров 11 подается рабочая среда, штоки поднимаются и поднимают балку б совместно с кареткой 3. Под действием силы, развиваемой силовыми цилиндрами, осуществляется зажим сва pивae tыx кромок и- выравнивание предварительно прогнутой балки б с закрепленной На ней шовоформующей подкладкой. Для осуществления сварки продольного шва включают сварочный трактор 7. По окончании сварки рабочая среда из штоковой полости силовых цилиндров выпускается- и балка б с кареткой 3 опускается на опорный подшипник 25 при этом освобождаются сферические бурты 13 в пазах захватов 14. Включе нием привода 32 осуществляют выдвижение балки б из полости обечайки 15, а включением привода 21 осуществляют поворот балки 4 на угол 90-. После установки балок 4 и б в исходное положение осу1;;ествляют перемё щение транспортной линии, несущей обечайки. Если очередная обечайка, поданная на сварку, соответствует размерам предварительно сваренной обечайки, то вертикальной перестановки верхней 2 и нижней 3 кареток не требуется. Применение предлагаемого устройства для сварки продольньйх швов обечаек повышает производительность,обеспечивает возможность изготовления трех типоразмеров обечаек на одной поточной линии с применением механизированного перемещения обечаек по приводному рольгангу. Кроме того, механизированное перемещение обечаек снижает потребность в подъемных средствах на 50%. Формула изобретения Устройство для сборки и сварки продольных швов обечаек, содерх ащее смонтированные на основании колонну, балку с направляющими для сварочного трактора, перемещаемую в плоскости, параллельной основанию, балку с шовоформующей подкладкой и механизм прижима балки с шовоформующей подкладкой к изделию, отличающееся тем, что, с целью повышения производительности путем обеспечения сварки разных по диаметру и толщине стенки обечаек, на колонне размещены одна над другой две подъемные от приводов каретки, верхняя из которых снабжена также приводом поворота ее вокруг продольной оси колонны, а нижняя - направляющими роликами и тросовым приводом, при этом привод подъема нижней каретки выполнен в виде установленной на основании плиты с опорным подшипником, балка с направляюцпми для сварочного трактора жестко закреплена на верхней каретке, а балка с шовоформующей подкладкой смонтирована в направляющих роликах нижней каретки, снабжена захватами для балки с направляющими для сварочного трактора и соединена с упомянутым тросовым приводом, причем механизм прижима балки с шовоформующей подкладкой выполнен в виде двух силовых цилиндров со штоками, корпуса силовых цилиндров закреплены на балке с направляющими для свароч-i ного трактора, а концы штоков смонтированы с возможностью взаимодействия с упомянутыми захватами балки с шовоформующей подкладкой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 554985, кл. В 23 К 37/04, 1975. 2.Авторское свидетельство СССР 461819, кл. В 23 К 37/04, 1973. 3.Авторское свидетельство СССР 313637, кл. В 23 К 37/04, 1969 (прототип).
ts

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для сварки продольных швов | 1977 |
|
SU740457A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для сварки продольных швов цилиндрических обеаек | 1975 |
|
SU554985A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |