Изобретение относится к области сварки, в частности к флюсам, предназначенным для формирования обратной стороны корня шва при электродуговой сварке сталей.
При автоматической однопроходной дуговой сварке наблюдается неудовлетворительное формирование корня шва вследствие образования провисов, натеков и пор в металле шва. В ряде случаев, например при использовании съемных прокладок, возможен их пригар к свариваемому металлу.
Известен сварочный флюс для формирования корня шва при дуговой сварке, содержащий плавиковый шпат, двуокись кремния, ферромарганец, ферросилиций, двуокись титана, гематит, марганцевую руду при следующем соотношении компонентов, мас.%: плавиковый шпат 10-15; двуокись кремния 30-50; ферромарганец 2,5-7,0; ферросилиций 2,5-7,0; двуокись титана 10-12; гематит 4-6. В состав сварочного флюса может быть введен углекислый кальций до 20%. Сварочный флюс изготавливается из порошкообразных компонентов путем замешивания сухой шихты на жидком стекле. Весовое соотношение жидкого стекла и сухой смеси составляет 0,6. Нанесение сварочного флюса производится шпателем или кистью слоем толщиной 0,5-1,0 мм (авторское свидетельство №497118, М. кл. В 23 К 35/36).
Однако процесс нанесения сварочного флюса весьма трудоемок, а малая толщина слоя флюса не исключает возможности образования провисов в корне шва, что может привести к низкому качеству формирования корня шва.
Наиболее близким к предлагаемому изобретению (прототипом) является флюс для сварки углеродистых сталей, содержащий сварочный плавленый высококремнистый высокомарганцовистый флюс типа АН-348, жидкое стекло и железный порошок при следующем соотношении компонентов, мас.%: сварочный плавленый высококремнистый высокомарганцовистый флюс типа АН-348 10-15, жидкое стекло 32-45, железный порошок остальное (см. авторское свидетельство СССР №1646756, М. кл.5 В 23 К 35/362).
Флюс для сварки углеродистых сталей обладает следующими недостатками:
- низкое качество формирования корня шва при автоматической электродуговой сварке, обусловленное введением в состав флюса небольшого количества сварочного плавленого высококремнистого высокомарганцовистого флюса и большого количества жидкого стекла; при этом качество формирования корня шва при автоматической электродуговой сварке дополнительно ухудшается за счет наличия возможности возникновения несплавления вследствие введения в состав флюса небольшого количества сварочного плавленого высококремнистого высокомарганцовистого флюса и большого количества железного порошка, а также за счет наличия возможности разрушения гибких элементов флюсовой подушки вследствие значительной теплопроводности флюса, из-за того что в состав флюса введено большое количество железного порошка с теплопроводностью около 40 Вт/(м×К);
- затрудненное удаление шлаковой корки, обусловленное введением в состав флюса большого количества жидкого стекла;
- отсутствие возможности удержания необходимого количества флюса магнитным полем флюсовой подушки в любом пространственном положении.
Предлагаемым изобретением решается задача повышения качества формирования корня шва при автоматической электродуговой сварке и обеспечения возможности удержания флюса магнитным полем флюсовой подушки в любом пространственном положении.
Для достижения названного технического результата флюс для формирования корня шва, содержащий сварочный флюс, жидкое стекло и железный порошок, содержит указанные компоненты в следующем соотношении, мас.%: сварочный флюс 55-75, жидкое стекло 10-20, железный порошок 15-25.
Повышение качества формирования корня шва при автоматической электродуговой сварке обусловлено увеличением количества сварочного флюса и уменьшением количества жидкого стекла в составе заявляемого флюса, что в результате приводит к получению сварного соединения с высокими механическими свойствами (см. таблицу). Дополнительно качество формирования корня шва при автоматической электродуговой сварке повышается за счет предотвращения дефектов в виде несплавлений вследствие увеличения количества сварочного флюса и уменьшения количества железного порошка в составе заявляемого флюса, а также за счет отсутствия разрушения гибких элементов флюсовой подушки вследствие уменьшения теплопроводности флюса из-за снижения количества железного порошка в его составе.
Удержание флюса магнитным полем флюсовой подушки в любом пространственном положении обеспечивается использованием в составе флюса оптимальных количеств железного порошка и жидкого стекла при хорошей отделяемости шлаковой корки от корня шва и отсутствии необходимости в ручной зачистке корня шва (см. таблицу).
Использование в составе флюса для формирования корня шва железного порошка необходимо для придания этому флюсу магнитных свойств. При содержании в составе флюса железного порошка менее 15 мас.% магнитные свойства материала недостаточны для удержания флюса магнитным полем флюсовой подушки в любом пространственном положении, а при содержании в составе флюса более 25 мас. % железного порошка происходит неудовлетворительное формирование корня шва.
Содержание в составе флюса для формирования корня шва жидкого стекла в количестве 10-20 мас.% является оптимальным, так как уменьшение его содержания ниже 10 мас.% не обеспечивает качественного формирования сварного соединения, а увеличение его содержания свыше 20 мас.% приводит к ухудшению отделяемости шлаковой корки и необходимости ручной зачистки корня шва.
Изменение в составе флюса для формирования корня шва количества сварочного флюса в сторону уменьшения менее 55 мас.% приводит к отсутствию обеспечения надежной защиты корня шва при сварке, а изменение в составе флюса для формирования корня шва количества сварочного флюса в сторону увеличения более 75 мас.% не обеспечивает достаточных механических и магнитных свойств флюсовой смеси и, следовательно, приводит к снижению качества формирования корня шва.
Предлагаемое изобретение иллюстрируется следующим примером.
Флюс для формирования корня шва изготавливали путем замешивания предварительно прокаленного сварочного флюса в количестве 55-75 мас.% и железного порошка в количестве 15-25 мас.% в жидком стекле. Жидкое стекло брали в количестве 10-20 мас.%. После изготовления смесь просушивали в течение 25 минут при температуре 220-250°С, после чего измельчали до необходимого размера. Полученный измельченный флюс для формирования корня шва подавался на флюсовую подушку, где он удерживался магнитным полем в необходимом рабочем положении.
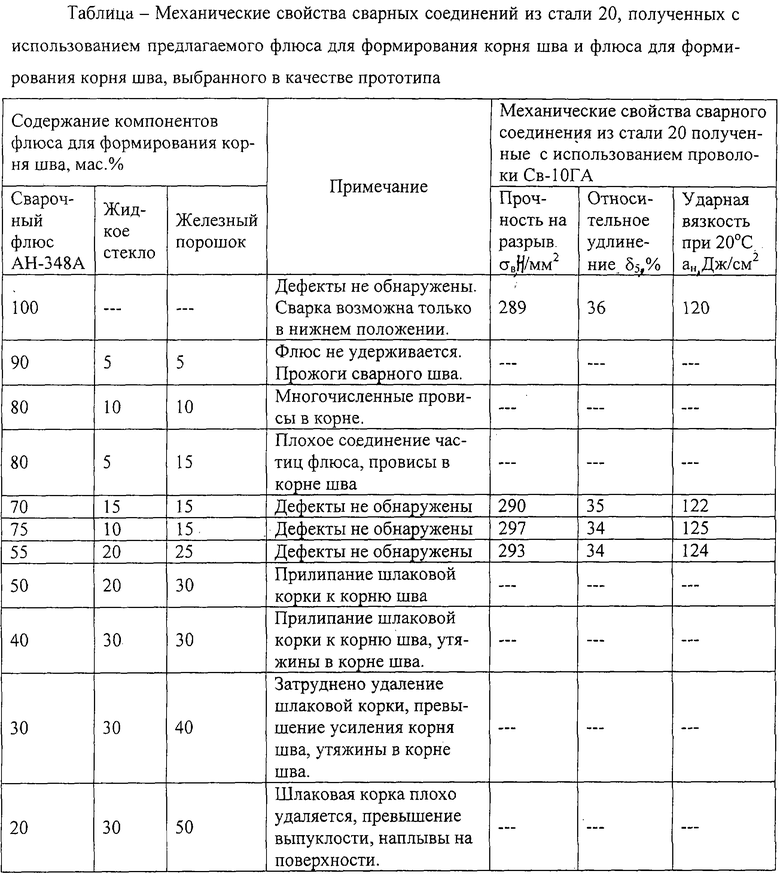
Результаты механических испытаний сварных соединений, полученных с использованием предлагаемого флюса для формирования корня сварного шва и флюса для формирования корня шва, выбранного в качестве прототипа, отражены в таблице, показывающей механические свойства названных сварных соединений.
Как следует из таблицы, механические свойства сварных соединений стали 20, выполненные с использованием данного флюса и сварочной проволоки Св-08ГА, находятся на уровне свойств сварных соединений из данной стали, выполненных в нижнем положении с использованием сварочной проволоки Св-08ГА и флюса АН-348А.
Таким образом, предлагаемое изобретение обеспечивает возможность удержания сварочного флюса магнитным полем флюсовой подушки в любом пространственном положении, что позволяет выполнять однопроходную автоматическую сварку цилиндрических изделий, а также повышать качество формирования корня шва при автоматической электродуговой сварке (см. таблицу).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ | 2011 |
|
RU2465108C1 |
| Состав керамического флюса для сварки низкоуглеродистых и низколегированных сталей | 1981 |
|
SU967749A1 |
| Состав флюса | 1989 |
|
SU1646756A1 |
| Состав сварочного материала для сварки стальных конструкций,металлизированных слоем алюминия | 1983 |
|
SU1113231A1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1980 |
|
SU903044A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ ФЛЮСОМ | 2002 |
|
RU2224630C1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ СВАРНОГО ШВА И СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2006 |
|
RU2322529C2 |
| Сварочный флюс | 1978 |
|
SU682343A1 |
| Керамический флюс для сварки сталей | 1983 |
|
SU1107994A1 |
Изобретение может быть использовано для формирования обратной стороны корня шва при электродуговой сварке сталей. Флюс содержит компоненты в следующем соотношении, мас.%: сварочный флюс 55-75, жидкое стекло 10-20, железный порошок 15-25. Состав флюса обеспечивает повышение качества формирования корня шва при автоматической электродуговой сварке, а также возможность удержания флюса магнитным полем флюсовой подушки в любом пространственном положении. 1 табл.
Флюс для формирования корня шва, содержащий сварочный флюс, жидкое стекло и железный порошок, отличающийся тем, что он содержит указанные компоненты в следующем соотношении, мас.%:
Сварочный флюс 55-75
Жидкое стекло 10-20
Железный порошок 15-25
| Состав флюса | 1989 |
|
SU1646756A1 |
| Сварочный флюс | 1977 |
|
SU695786A1 |
| Сварочный флюс | 1981 |
|
SU977129A1 |
| Состав флюса для формирования корня шва | 1978 |
|
SU774873A1 |

