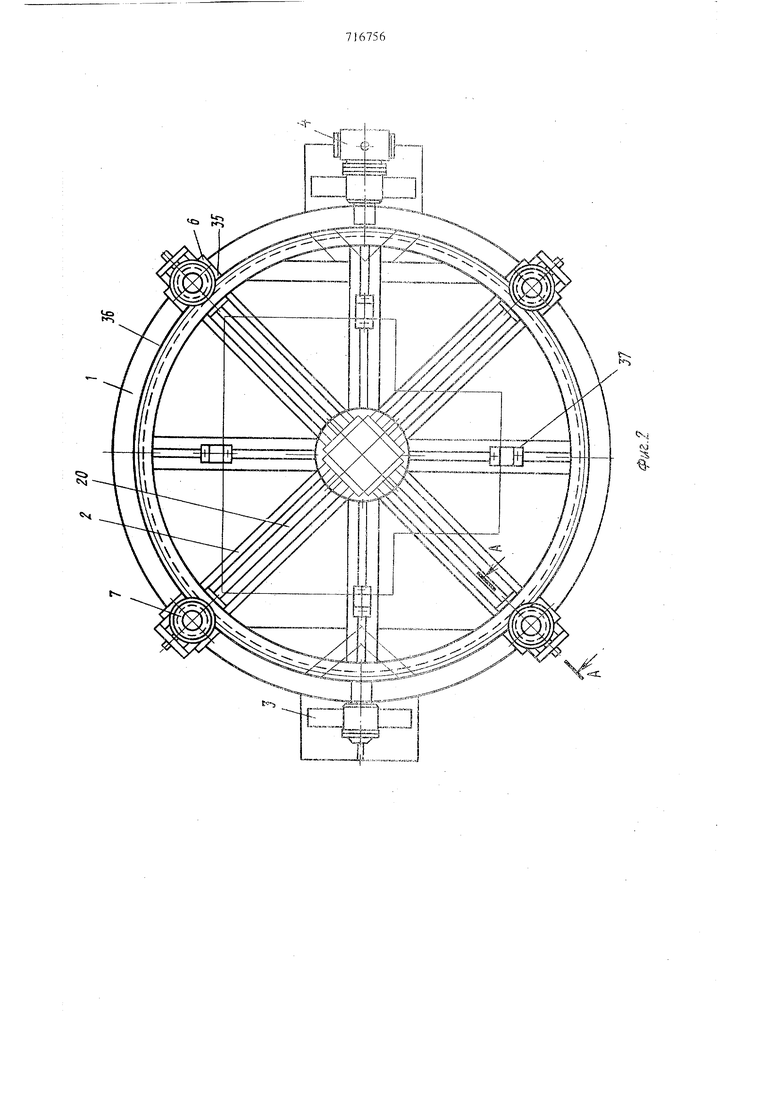
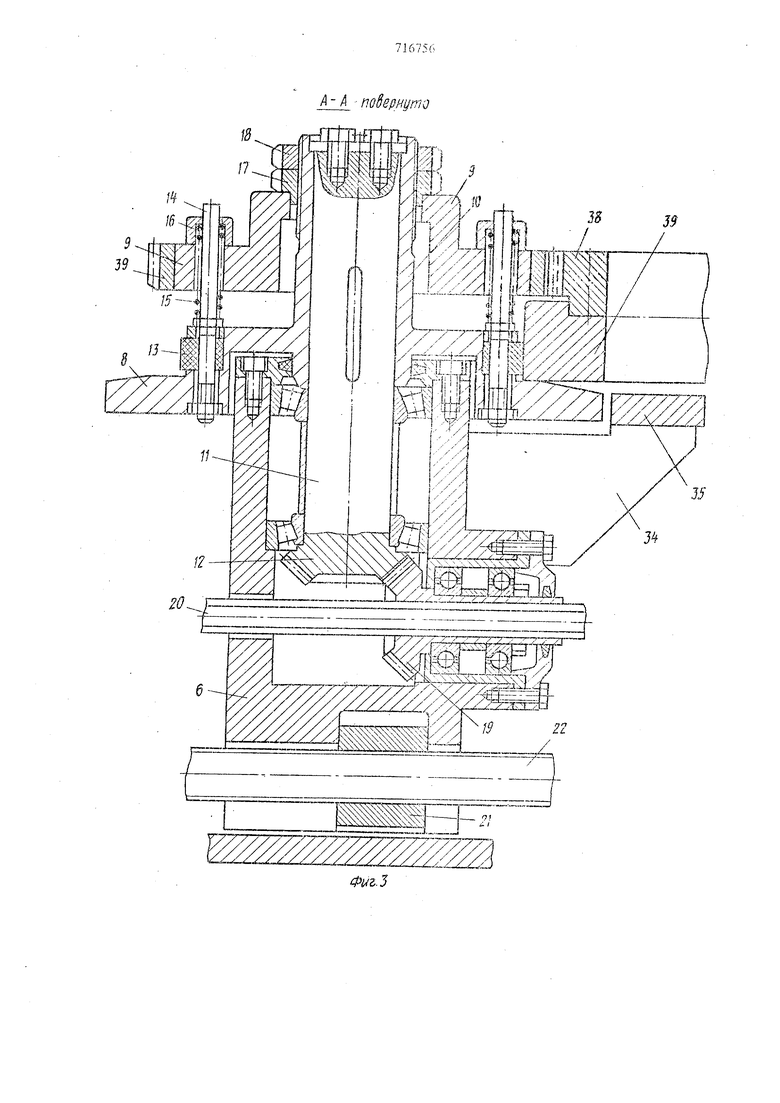
Изобретение относится к сварке, а именно к устройствам для установки изделий в поло жение, удобное для сварки. По основному авт. св. № 556922 известен роликовый манипулятор, преимущественно для сварки фланцев с обечайкой, содержахщЙ поворотную в вертикальной плоскости планшайбу, в радиальных направляюищх которой установлены каретки, несущие опорные двухреборд ные ролики с цилиндрической ступицей, а также привод для одновременного перемещения и вращения всех опорных роликов, смонтированный в центре планшайбы, при этом каждая каретка оснащена жестко закрепленным на ней опорным кронштейном опорные ролики снабжены эластичными кольцами, смонтированными на их ступицах, а одна из реборд каждого опо ного ролика установлена с возможностью перемещения вдоль оси ролика и подпружинена относительно второй реборды. Однако известный манипулятор обеспечивЗет поворот изделий, представляющих собой тол ко тела вращения, например обечайки с фланцами, и не применим при сварке изделий слож ной конфигурации, несбалансированных относительно центра планшайбы. Для повышения производительности и качества сварных щвов при сварке изделий различной конфигуращ1и путем обеспечения быстрой перенападки манипулятора и равномерности вращения изделия при его дисбалансе оснащен предлагаемьп манипулятор дополнительной съемной кольцевой планшайбой с зажимами для изделия, установленной на опорных двухребордных роликах между их ребордами с возможностью взаимодействия с эластичными кольцами роликов. Кроме того, кольцевая планшайба снабжена закрепленным на ее торце зубчатым кольцом, а на подвижной реборде по крайней мере, одного из опорных двухребордных роликов смонтировано зубчатое колесо, взаимодействующее с зубчатым кольцом дополнительной планшайбы. На фиг. 1 изображен предлагаемый роликовый манипулятор; на фиг. 2 - то же, вид сверху; на фиг. 3 дано сечение Л-А на фиг. 2на фиг. 4 дана кинематическая схема манипулятора. Роликовы) манигг лятор содержит поворотную в вертикальной плоскости планшайбу , представляющую собой симметричную решетчатую платформу, на которой жестко закреплены 8гаиравляющие 2, расположетгые радаально, Плакшайба 1 опирается на стойки 3, на одной из которых жестко закреплен привод 4 ее наicnoHa с электродвигателем 5. В направляющих 2: установлены каретки 6, на каждой из которых перпендикулярно с гшоскости планша 5бь1 1 смонтирован опорный двухребордмый ролик 7 с ребордами 8 и 9. Стушща 10 ролика 7 жестко соединена с валом 11, на нижнем конце смонтирована коническая шестерня 12. На ступицу 10 ролика 7 закреплено кольцо 13 из эластичного материала. На реборде 8 ролика 7 закреплены пальцы 14, пропупденные через эластичные кольца 13 и оснащенные npjoicn нами 15. Реборда 9 уста.новлена с возможность ародолыюго перемещения относительно вала 11 и пальцев 14 и оснащена закрепленными на ней стаканами 16, дно которых взаимодейотянуст с пружинами 15. Ход подвижной реборды 9 ограничивается гайками 17 и 18, установленными на валу 11. Конические шестерни 12 взаимодейспзуют с коническими шестернями 19, установленными )и ишицевых .валах 20. Иа каретках 6 закреплены гайки 21, взаимодействующие с ходовым винтами 22, расположенными под шлицевымн валами 20. Ходовые винты 22 и валы 20 расположены в направляющих 2 планшайбы, в дентре которой смонтирован нривод для одновременного перемещения кареток 6 и вращения опорных роликов 7. Этот привод состоит из этектродвигателя 23 и редуктора 24, выход ной вал 25 которого расположен перпендикуля но к плоскости планщайбы 1 в ее центре и оснащен свободно посаженными на него коническими шестернями 26 и 27, двусторонней сцепной муфтой 28. На шестернях 2 и 27 закр лены полумуфты 29 и 30. Коническая шестерня 26 взаимодействует с шестернями 31 ходовых BIUITOB 22, а шестерня 27 - с шестернями 32, установленными на шлицевых валах 20. Для переключения муфты 28 выполне ч элеК тpo faгнит 33. На каретках -6 закреплены крон шгейны 34 с опорныьш площадками 35, распопожешгыми параллельно плоскости планщайбы 1 со стороной, обращенной к ее центру, причем их опорные поверхности установлены н одном уровне с опорной поверхностью реборд 8 роликов 7. Для. обеспечения сварки на манипуляторе изделий различной конфигурации он ос нащен дополнительной объемной планшайбой 36 с зажимами 37 для изделия, переустанавливаемыми в зависимости от конфигурации и размеров изделий. Съемная планшайба 36 установлена на опорных двухребордных роликах 7 между их ребордами 8 и 9. Эта планшайба может быть выполнена в виде решетчатого j-ши сплошного диска, установлешадго с возможностью взаимодействия с эластичными кольцами 13 опорных роликов 7. На торце съемной планшайбь 36 закреплено зубчатое кольцо 38. На подвижной реборде 9 по крайней мере ОД1ЮГО из опорных роликов 7 смонтировано зубчатое колесо 39, взаимодсйствуюшее. с зубчатым кольцом 38 съемной пла1-Ш1айбы 36. Роликовый манипулятор работает следующим образом. Включением электродвигателя 5 плгшшайбу 1 устанавл1-юают в горизонтальное положение так, чтобы опорные ролики 7 находились сверху. Муфту 28 вводят в задештение с конической шестерней 26 и включают электродвигатель 23, который через редуктор 24, муфту 28, ко1шческую шестерню 26 и шестерни 31 вращение передает ходовым винтам 22, при этом передвигаются каретки 6 по- направляЕошим 2. На опорные площадки 35 устанавливают съе.шую планшайбу 36. При перемещении кареток 6 с опорными роликами 7 к центру планшайба 36 ложится на реборды 8 этих роликов. Каретки 6 перемещают до плотного прилегания эластичных колец 13 опорных роликов 7 к съемной шшншайбе 36. Затем вращением гайки 17 навинчивают ее на ступицу 10 и тем. самым опускают подвижную реборду 9, при этом она со стаканами 16 скользит по пальцам 14, сжимая пружины 15. Опускание подвижной ребордь 9 заканчивают тогда, когда между ней и съемной 1шаншайбой 36 образуется зазор, приблизительно равный допускаемой иешюскостности этой щтаншайбы. Затем изделие любой конфигурации закреп.дяют залшмами 37 для изделия на съемной планшайбе 36. , Включают привод 4 наклона планшайбы 1 и устанавливают ее в ноложение, удобное для спарки наружных . Затем муфту 28 вводят в заце шение с конической шестерней 27. одаовремеш)о выводя ее из зацеш1ения с конической шестерней 26, и включают элекгродвигагель 23. От него вращение через редуктор 24, вал 25, муфгу 28, коническую щестерню 27, ко1шческие шесгерни 32, шлицевые валы 20, конические шестернц,19 и 12 и валы 11 передается опорным роликам 7 и связанным с ними ребордами 8, 9 и эласгичному кольцу 13, в результате чего съемная планшайба 36 начинает вращаться. Производят его сварку. По окончании сварки электродвигатель 23 оуключают, прекращая вращение изделия. Затем включают электродвигатель 5, планшайбу 1 поворачивайт в положение, удобное для сварки внутренних швов после чего включают электродвигатель 23, сообщая враще ние изделию, и производят сварку внутренних швов. При этом сварочную головку (на черте.жах не показана) располагают в пр01межутке между направляшида1ми 2. При вращении съемной гшаищайбы 36 ее зубчатое кольцо 38 взаимодейстаует с зубчатым колесом 39 подвижной реборды 9 ролика 7, что исключает- проскальзывание съемной планшайбы 36 относител . но эластичных колец 13 опорных роликов 7 при закреплении на ней несбалансированных от но(2ительно центра вращения планщайбы изделий По окончании сварки планщайбу 1 поворачивают так,- чтобы изделие оказалось сверху и снимают готовое изделие. Затем муфту 28 вводят в зацепление с конической шестерней 26, одновременно выводя ее на зацеплении с конической шестерней 27. После этого включают двигатель 23 и каретки 6 с опорно-приводными роликами 7 раздвигают до тех пор, пока съемная планшайба 36 полностью не ляжет на площадки 35, а реборды 8 и 9 полностью не выйдут за периметр этой планшайбы. Затем электродвигатель 23 отключают.и плшыцайбу снимают с манипулятора. В случае сварки изделия с фланцем его устанавлтаают без съемной планщайбы 36 (непосредственно между ребордами 8 и 9 роликов 7), совершая те же операш, что и в предьщущем . Применение предлагаемого манипулятора позволяет качественно сваривать изделия различной формы, а также изделия несбапансированные относительно оси вращения их на манипуляторе. Формула изобретения 1. Роликовый манипулятор по авт. св. № 556922, отличающийся тем, что, с целью повышения производительное™ путем обеспечения быстрой переналадки манипулятора при сварке изделий разлишой конфигурадаи, манипулятор оснащен дополш1тельной съемной плаищайбой с зажимами для изделия, установленной на опорных двухребордных роликах между их peбapдa ш с возможностью взаимодействия с эластичными кольцами роликов. 2. Манипулятор по п. 1, отличающийс я тем, что, с целью повышения качества сварных швов путем обеспечения равномерности вращения изделия при его дисбалансе съемная планшайба снабжена закрепленным на ее торце зубчатым кольцом, а на подвижной реборде по крайней мере одного из опорных двухребордных роликов смонтировано зубчатое колесо, взаимодействующее с зубчатым кольцом допол1штельной планщайбы.
T
-- /f JJ /.9 20 32 36 21 3Z , Z2 2 20 i9


| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый манипулятор | 1975 |
|
SU556922A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| МАНИПУЛЯТОР ДЛЯ СВАРКИ ОТВОДОВ | 1969 |
|
SU245240A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Устройство для востановления поверхности изделия | 1980 |
|
SU889358A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО МАНИПУЛЯТОРА ЛЕСОЗАГОТОВИТЕЛЬНОЙ МАШИНЫ | 2001 |
|
RU2196101C1 |
| Устройство для намотки полосового материала | 1980 |
|
SU990366A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |