Изобретение, относится к свароч-- ным кондукторам и предназначено для использования в установках для шовной :сварки продольного замыкающего шва обечайки, например, при изготовлении стальных сварных бочек или других йреимущественно цилиндрических полых изделий.
Целью изобретения является повышение качества путем сохранения параллельности свариваемых кромок и равно1 ерности их прижима,
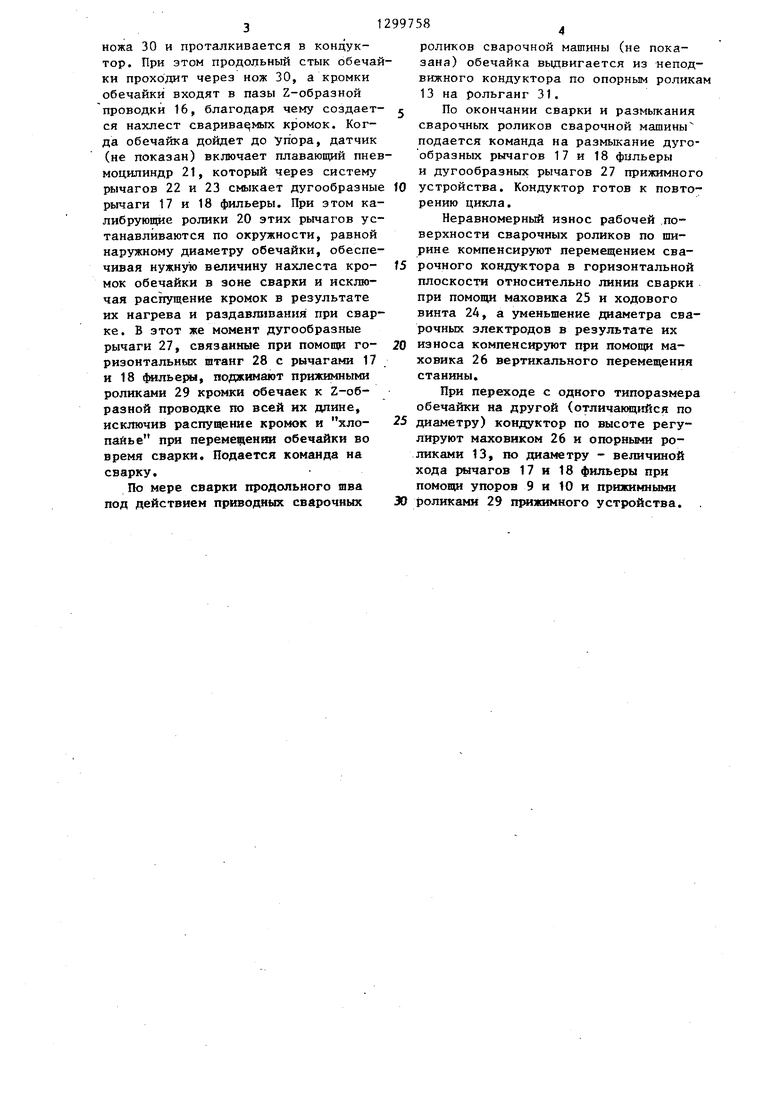
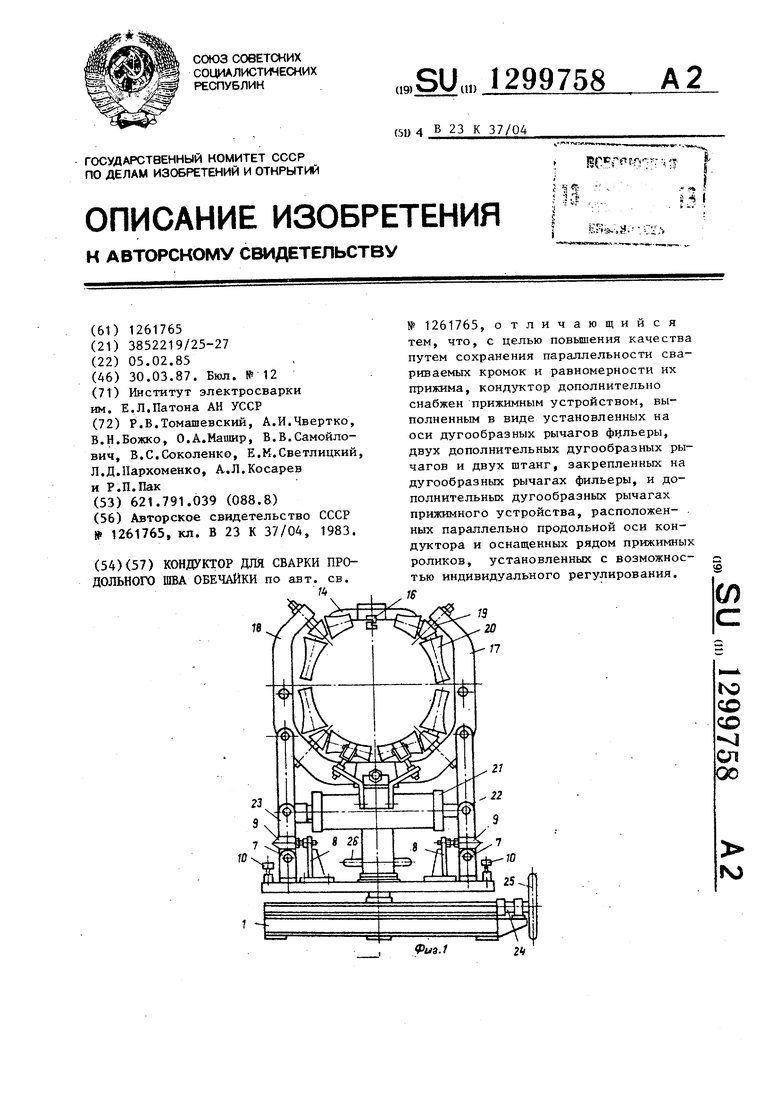
На фиг,1 изображен кондуктор со стороны фильеры, общий вид; на фиг.2 то же, вид сбоку.
Кондуктор для сварки продольного шва обечайки содержит корпус 1, выполненный в виде прямоугольной сварной конструкции, имеющей продольные направляющие пазы 2, и подвижной плиты 3, размещенной в пазах 2 рамы, на которой закреплены вертика-пь20 Прижимное устройство предназначено для прижима свариваемых лсромок обечайки к Z-образной проводке с сохранением их параллельности, распущения и хлопанья торцов обечайки
ные направляющие 4. Станина кондуктора содержит плиту 5, на которой закреплены две опоры 6, установленные 25от вибрации при перемещении ее во на вертикальных направляющих 4 свремя сварки, кроме того, такое уст- (возможностью перемещения в вертикаль-ройство дает возможность сваривать ном направлении, а также кронштейнобечайки других типоразмеров, отли- 7 и упоры 8-10, продольную балку 11,чающиеся величиной диаметров, но в закрепленную на опорах 6, продольную 30пределах диаметра цилиндрического ось 12 вращения, закрепленную накронштейна станины, балке 11 вдоль оси ее сигФ1етрии, два Кондуктор снабжен прижимным уст- ряда опорных роликов 13, закреплен-ройством, выполненным в виде двух нь« по обеим сторонам балки f1 с воз-дополнительных дугообразных рыча- можностыо установленного регулирова- зггов 27, установленных на оси 12 врания их вылета, цилиндрический сварной кронштейн в виде двух круглых бандажей 14, связанных между собой жестко поперечными штангами 15, за- креппенньй на 11 вдоль ее оси симметрии. Внутренний диаметр цилиндрического кронштейна прев даает номинальный диаметр свариваемой обечайки .
На верхней поперечной-штанге 15 сконцентрирована Z-образная проводка 16.
Фильера, предназначенная для обеспечения точного нахлеста кромок сващения рычагов фильеры параллельно им. Дугообразные рычаги 17 и 18 фильеры и дополнительные дугообразные рычаги 27 прижимного устройства
40 жестко связаны между собой попарно с каждой стороны горизонтальными штангами 28. На каждой из штанг 28 в горизонтальной плоскости установлен ряд прижимных роликов 29, обршценных
45 рабочей поверхностью внутрь кондуктора с возможностью регулирования прижима к обечайке каждого ролика 29.
Направлякя ий нож 30 закреплен на переднем бандаже 14 в его верхней
риваемых обечаек в зоне сварки и под- 50 части. Рольганг 31 предназначен для
транспортирования свариваемой обечайки под сварку и по окончании сварки.
Предлагаемый кондуктор работает следующи образом.
Очередная заготовка обечайки, предназначенная для сварки, помещается на рольганг 31, ориентируется продольными кромками относительно
держания заданного диаметра обечайки при раздавливании сваривае в 1х кромок и тепловом влиянии сварочного нагрева, содержит правый 17 и левый 18 дугообразные рычаги, установленные на оси 12 вращения. На каждом из рычагов жестко закреплены кулачки 19, имеющие по две цапфы, на которых в подшипниках установлены калибрую1299758
щие ролики 20, образующие круглое - проходное отверстие.
Для изменения диаметра-проходного отверстия фильеры предусмотрены пла- вающий пневмоцилиндр 21 и система рычагов 22 и 23, шарнирно закрепленных в трех точках, соответственно на кронштейне 7 и упоре 8 плиты 5, на дугообразных рычагах 17 и 18 фильеры
и на пневмоци.линдре 21. При этом рычаги 22 прикреплены к проушине корпуса цилиндра, а рычаги 23 - к проушине штока.
Устройство для установочного перемещения станины на раме содержит ходовой винт 24 и маховик 25 для перемещения в горизонтальном направлении, маховик.26 для перемещения в вертикальном направлении,
Прижимное устройство предназначено для прижима свариваемых лсромок обечайки к Z-образной проводке с сохранением их параллельности, распущения и хлопанья торцов обечайки
от вибрации при перемещении ее во время сварки, кроме того, такое уст- ройство дает возможность сваривать обечайки других типоразмеров, отли- чающиеся величиной диаметров, но в пределах диаметра цилиндрического кронштейна станины, Кондуктор снабжен прижимным уст- ройством, выполненным в виде двух дополнительных дугообразных рыча- гов 27, установленных на оси 12 вращения рычагов фильеры параллельно им. Дугообразные рычаги 17 и 18 фильеры и дополнительные дугообразные рычаги 27 прижимного устройства
жестко связаны между собой попарно с каждой стороны горизонтальными штангами 28. На каждой из штанг 28 в горизонтальной плоскости установлен ряд прижимных роликов 29, обршценных
рабочей поверхностью внутрь кондуктора с возможностью регулирования прижима к обечайке каждого ролика 29.
Направлякя ий нож 30 закреплен на переднем бандаже 14 в его верхней
ножа 30 и проталкивается в концук- тор. При этом продольный стык обечайки проходит через нож 30, а кромки обечайки входят в пазы Z-образной проводки 16, благодаря чему создается нахлест свариваемых кромок. Когда обечайка дойдет до Упора, датчик (не показан) включает плавающий пнев мощшиндр 21, который через систему рычагов 22 и 23 смыкает дугообразные рычаги 17 и 18 фильеры. При этом калибрующие ролики 20 этих рычагов устанавливаются по окружности, равной наружному диаметру обечайки, обеспечивая нужную величину нахлеста кромок обечайки в зоне сварки и исключая распущение кромок в результате их нагрева и раздавливания при сварке. В этот же момент дугообразные рычаги 27, связанные при помощи горизонтальных штанг 28 с рычагами 17 и 18 льеры, поджимают прижимными роликами 29 кромки обечаек к Z-образной проводке по всей их длине, исключив распущение кромок и хло- пайье при перемещении обечайки во время сварки. Подается команда на сварку.
По мере сварки продольного шва под действием приводных сварочных
роликов сварочной машины (не показана) обечайка выдвигается из неподвижного кондуктора по опорным роликам 13 на рольганг 31.
По окончании сварки и размыкания сварочных роликов сварочной машины подается команда на размыкание дугообразных рьлчагов 17 и 18 фильеры и дугообразных рычагов 27 прижимного
o устройства. Кондуктор готов к повторению цикла.
Неравномерный износ рабочей поверхности сварочных роликов по ширине компенсируют перемещением сва5 рочного кондуктора в горизонтальной плоскости относительно линии сварки при помощи маховика 25 и ходового винта 2А, а уменьшение диаметра сварочных электродов в результате их
0 износа компенсируют при помощи маховика 26 вертикального перемещения станины.
При переходе с одного типоразмера обечайки на другой (отличающийся по
5 диаметру) кондуктор по высоте регулируют маховиком 26 и опорными роликами 13, по диаметру - величиной хода рычагов 17 н 18 фильеры при помощи упоров 9 и 10 и прижимными
0 роликами 29 прижимного устройства.
Редактор Л.Повхан
Составитель В.Клоков Техред Н. Глутценко
Заказ 1101/12 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Фиг, 2
Корректор Е.Рошко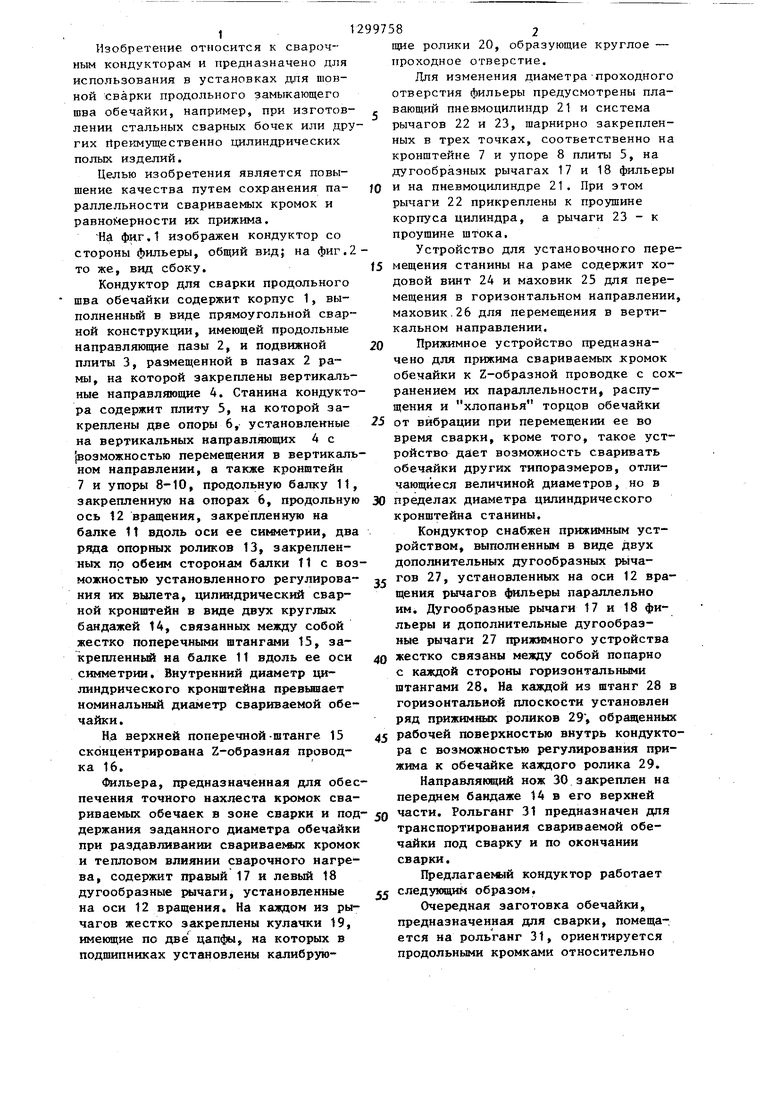
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |
| Устройство для шовной сварки тонкостенных обечаек | 1991 |
|
SU1808573A1 |
| Устройство для автоматической сварки | 1981 |
|
SU946862A2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Способ сборки свариваемых кромок обечайки | 1990 |
|
SU1808598A1 |
| Устройство для сварки труб | 1978 |
|
SU747561A2 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
