1
. Изобретение относится к машиностроению, а именно к элек1розрозионной обработке токопроводящих материалов и может быть использовано для изготовления рабочих элементов вырубных штампов с переменным по периметру зазором между ними.
Известен способ электрозрозионной копировальной обработки, заключающийся в том, что Пуансон и матрицу обрабатывают на электроэрозионных станках с не профилированным электродом проволокой по единому копиру, причем при переходе от обработки одной из сопрягаемых деталей к другой используют копировальные 1нупы различных диаметров 1 .
Недостаток способа заключается в том, что он не позволяет изготавливать матрицы и пуансоны штампов с переменным зазором между ними. Такие штампы используются для деталей из листа переменного .
Цель предлагаемого изобретения - повышение качества сопряжения рабочих элементов штампов с изменяюшимся по линейному закону зазором между ними.
Поставленная цель достигается тем; что при реализацш предложенного способа используют копир, формозадающая поверхность которого наклЪнена к его основанию под постоянным угло.м, причем npii обработке матрицы шуп.ь обрабатывают по траектории параллельной, а при .обработке Щ;шсона1 - по траектории, наклонной к основанию.
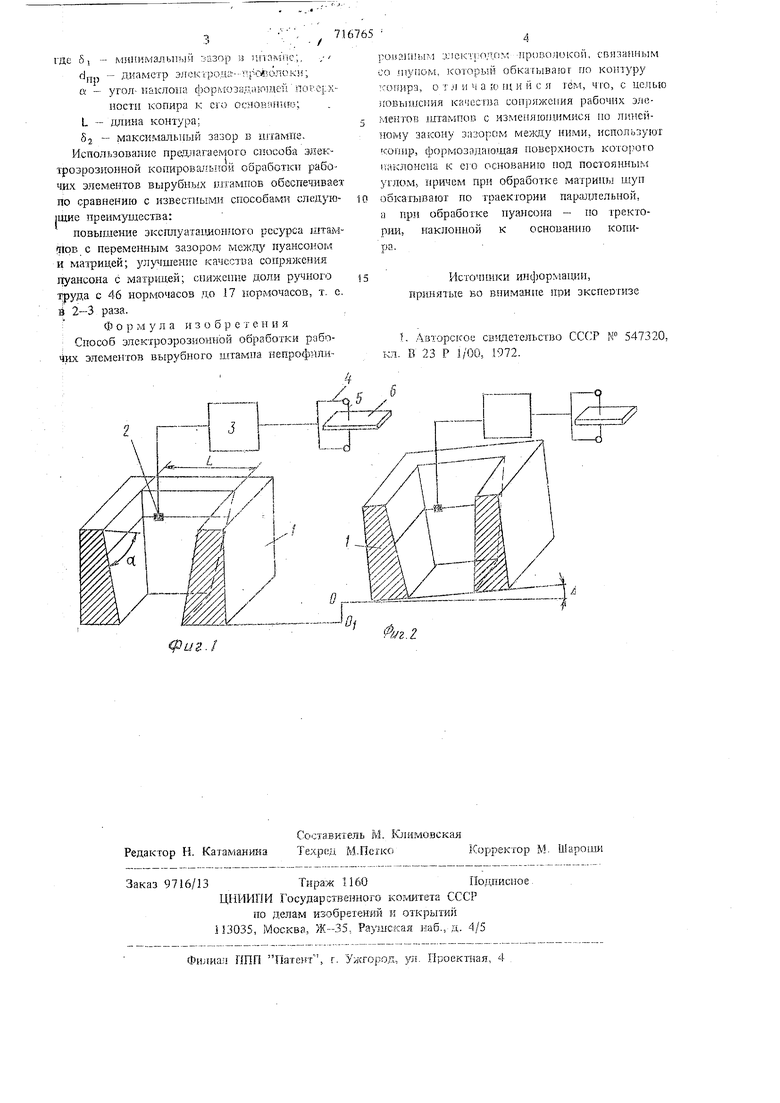
На фиг. 1 схемат 1чески показан предлагаемый способ и положение копира npii обработке матрицы; на фиг. 2 - положение копира при обработке пуансона.
В процессе обработки по копиру 1 перемещение от щупа 2 через пантограф 3 передается скобе 4 с эггектродом-гаютрументом 5, вырезающим KOHiyp в детали 6. При изготовлении матрицы шуп 2 перемещают по траектории параллельной основанию копира 1, при обработке пуансона копир поворашвают на угол Д и поднимают на величину OOi.
Величины 00, и Д определяют по формулам
00, (5i + dnp)ctga
.--d fdrcsih b-2(cf.itdnp)3c,in(i л cfv,farc5ind- -cf -L
где 6) - мииималь з1Й ss пппмпс;, , - диаметр электрода:--прсёолики; а - угол-наклона формозйдазшдейповерхности копира к его основ1 11(ю; L - длина контура; Sj - максимальный зазор в штампе. Исиользование предлагаемого способа этктрозрознонной копироваГЫтой обработки рабочих элементов вырубнь;х пг.гамггов обеспечивает по сравнению с известпымн cnocodarvBi следую1щие преим тлества:
повышение эксгшуатаилониого ресурса штамШОБ с переменным зазором между пуансоном и матрицей; улу гшенне качсспт сопряжения JtyaHcoHa с матр1 цей; снижение доли py Hoi-o труда с 46 иормочасов до 17 кормочасов. т. е. в 2-3 раза. Ф о р м у да и 3 о б р е -г е и и я
Способ электроэрозиошгой обработки рабочих элементов вырубного штампа непрофйпн иг.
j oitaiiUbiM электкОдпм -прооолокоп, связанным со niynoM, KOTopbiH обкатывают по контуру опира, о т л н ч а ш Н и и с я гём, что, с целью новышсния кйчесгва сопряжения рабочих эломентов штамнов с измепяюгнимися но .пигшйHOiviy закону зазором меясцу пими. используил KOiisip, формозадающая поверхность которюго гшклонена к его основанию под постоянным углом, причем при обработке матрипы щуп
обкатывают по траектории параллельной, а при обработке - но тректории, наклонной к основанию копира.
Источники информании,
приня1ые во внимание при зкспеотизе
. Авторское свадетельство ССС;Р № 547320, кл. В 23 Р 1/00, 1972.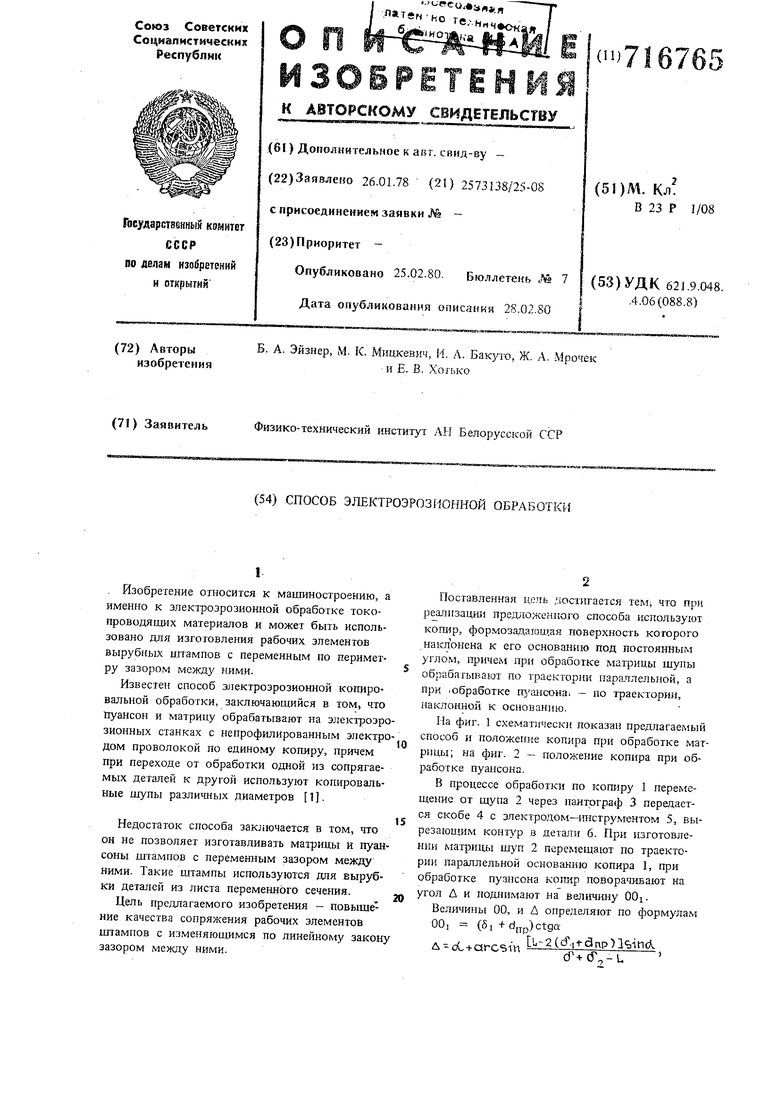
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработкиМАТРиц ВыРубНыХ шТАМпОВ | 1979 |
|
SU848228A1 |
| Способ электроэрозионной обработки | 1978 |
|
SU811608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА ДЛЯ ВЫРУБКИ И ПРОБИВКИ | 1994 |
|
RU2106921C1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| СПОСОБ ОБРАБОТКИ СОПРЯЖЕННЫХ ДЕТАЛЕЙ ШТАМПА | 1993 |
|
RU2076025C1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Съемник вырубного штампа | 1977 |
|
SU749502A1 |
| Способ электроэрозионной обработки пуансона и матрицы | 1979 |
|
SU872161A1 |
| Способ изготовления инструмента для обработки металлов давлением | 1983 |
|
SU1172637A1 |
