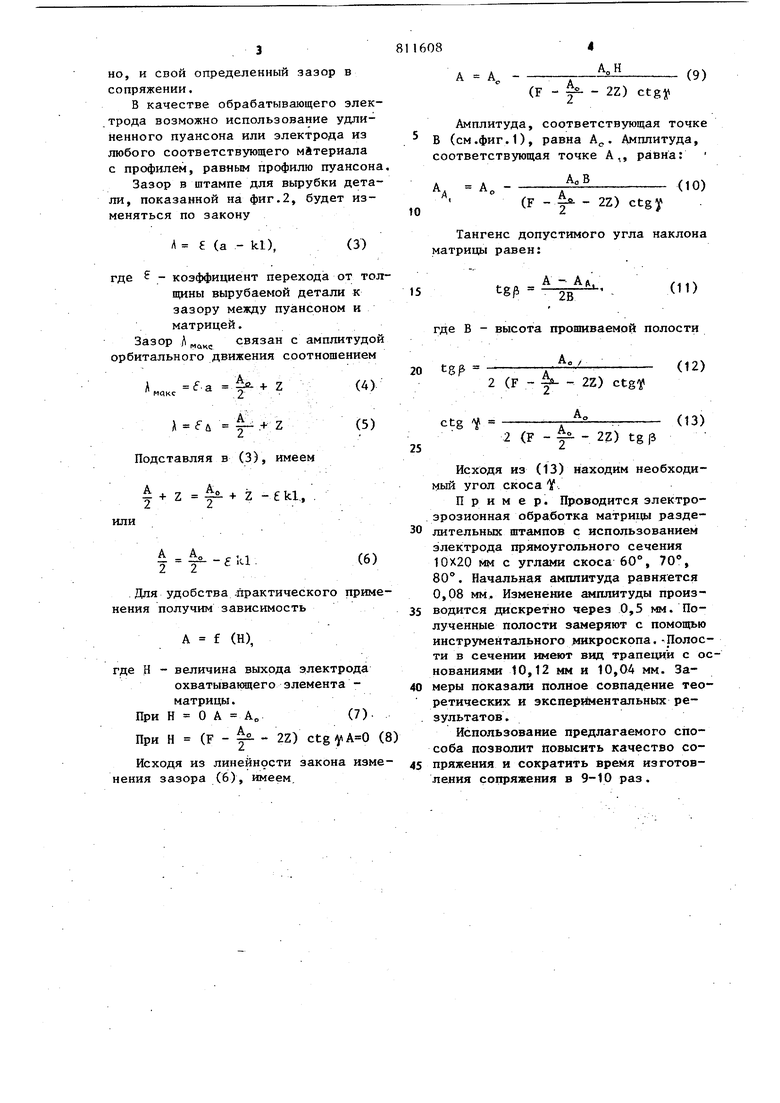
Изобретение касается электроэрознонной обработки токопроводящих материалов и может быть использовано для изготовления охватывающих элемен тов сопряжений, например матриц вырубных штампов, у которых зазор по периметру сопряжения элементов меняется по линейному закону. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ электроэрозионной обработки с изменяющейся в процессе обработки амплитудой орби тального движения электрода. Амплитуда орбитального движения при этом способе изменяется по зако;Ну, связанному с законом изменения размеров изготавливаемой полости в сечениях, перпендикулярных к направлению подачи. Причем эти сечения всегда эквидистантны профилю электрода . Однако с помощью данного способа невозможно изготавливать полости, профиль которых не эквидистантен профилю электрода, при условии только одного вертикального перемещения (подачи), т.е. невозможно изготавливать охватывающие элементы сопряжений, например, матриц вьфубных штампов с переменным по периметру сопряжения зазором, изменение которого происходит по линейному закону. Таки матрицы, профиль рабочего окна которьрс не эквидистантен профилю пуансона, используются в штампах для вырубки деталей из листа переменной толщины. Зазор между пуансоном и матрицей в вырубных штампах зависит от толщины вырубаемой детали, поэтому для указанного вида штампов он будет переменным по периметру сопряжения. Изготовление сопряжений пуансон - матрица такого рода штампов ведется вручную. Целью изобретения является повышение качества сопряжения элементов с изменяющимся по линейному закону зазором между ними. Это достигается тем, что в извест ном способе, включающем орбитальное движение электрода с изменяющейся амплитудой, обработку ведут с помощью электрода со скошенным рабочим торцом, а изменение амплитуды орбитального движения осуществляют по закону А, (F - - 2Z) ctgY де Ад - начальная амплитуда орбитального движения электродаi Н - величина выхода электрода из охватывающего .элемента, F - размер полости охватывающего элемента в плоскости, проходящей через точки, соответствующие максимальному и минимальному зазору в сопряжении;Z - величина межэлектродного зазора 1 - угол наклона торца электрода к его оси. На фиг.1 показано положение элекрода относительно детали в начальый и последующий моменты и изменеие амплитуды по мере выхода элекрода из детали, для пяти положений; а фиг.2 - профиль вырубаемых деталей. Выводы произведены применительно к вьфубным штампам для вырубки деталей с профилем, показанным на фиг.2, закон изменения профиля для ТОЙ детали имеет вид: й d - kl. где d - наибольшая толщина вырубаемой детали; k - тангенс угла с,; 1 - расстояние от точки, соответствующей максимальной толщине. Обработка матрицы ведется с обратной стороны с амплитудой орбитального движения до момента выхода электрода из детали (положение О на фиг.1). Зазор KB будет равен: С момента выхода электрода из детали амплитуды начинают изменять по указанному закону. С этого момента обработка стенок окна матрицы щ$Ьизводится только по линиям 1-2 (см.фиг.1). По мере уменьшения амплитуды .линии обработки 1-2 будут перемещаться от ВКМ. Каждому положению этих линий будет соответствоBaTb своя амплитуда, а следовательно, и свой определенный зазор в сопряжении.
В качестве обрабатывающего электрода возможно использование удлиненного пуансона или электрода из любого соответствующего материала с профилем, равным профилю пуансона
Зазор в штампе для вырубки детали, показанной на фиг.2, будет изменяться по закону
А € (а - kl), f - коэффициент перехода от толщины вырубаемой детали к зазору между пуансоном и матрицей. Зазор /i „акс связан с амплитудой орбитального движения соотношением Л.с, А fu Подставляя в (3), имеем -6kl, . Для удобства практического применения получим зависимость А f (Н), где Н - величина выхода электрода охватыванлцего элемента матрицы. При Н О А А„ (7). При Н (F - j - 2Z) ctgyA 0 (8) Исходя из линейности закона изменения зазора (6), имеем.
А„Н
(9)
А А„ f- - 2Z) ctgy
(F Амплитуда, соответствующая точке В (см.фиг.1), равна А. Амплитуда, соответствующая точке А
,, равна:
А,, В
(10)
А„ (F - 4 - 2Z) ctgy
Тангенс допустимого угла наклона матрицы равен: 20 30 35 40 45 А - Afr. 2В где В - высота прошиваемой полости tg (F - |fi- - 2Z) ctg 2 (F - f - 2Z) tg p Исходя из (13) находим необходимый угол скоса У. Пример. Проводится электроэрозионная обработка матрицы разделительных штампов с использованием электрода прямоугольного сечения 10X20 мм с углами скоса 60°, 70, 80. Начальная амплитуда равняется 0,08 мм. Изменение амплитуды производится дискретно через 0,5 мм. Полученные полости замеряют с помощью инструментального микроскопа.-Полости в сечении имеют вид трапеции с основаниями 10,12 мм и 10,04 мм. Замеры показали полное совпадение теоретических и экспериментальных результатов. Использование предлагаемого способа позволит повысить качество сопряжения и сократить время изготовления сопряжения в 9-10 раз.
Фиг.г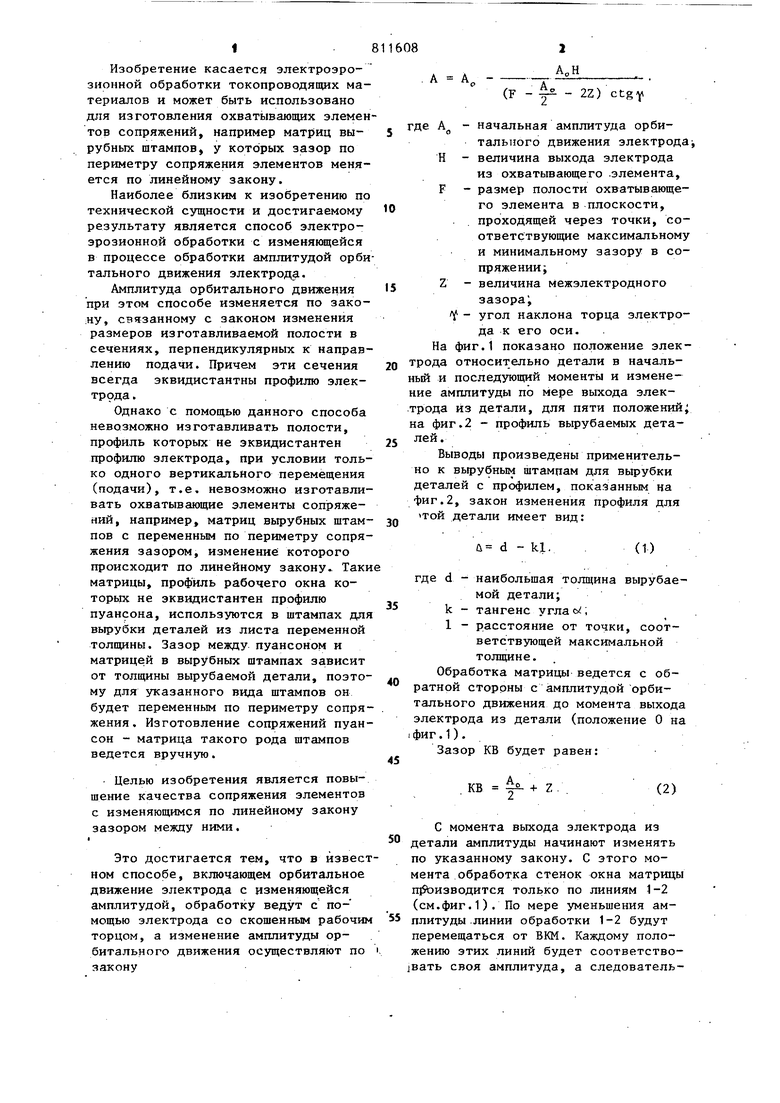
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработкиМАТРиц ВыРубНыХ шТАМпОВ | 1979 |
|
SU848228A1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
| Способ изготовления сопрягаемых деталей разделительных штампов | 1983 |
|
SU1146156A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Способ электроэрозионной обработки | 1978 |
|
SU742092A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Штамп совмещенного действия | 1982 |
|
SU1117103A1 |
| Способ электроэрозионной обработки пуансона и матрицы | 1979 |
|
SU872161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |

СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ охватывающего элемента сопряжения, например, матриш>&] разделительного штампа, при котором электроду сообщают орбитальное движение с переменной амплитудой, о т- личающийся тем, что, с целью получения сопряжения с "линейно изменяющимся по периметру зазором, процесс ведут электродом-инструментом со скошенным торцом, а закон изменения амплитуды орбитального движения определяют от их соотношенияА = А - ^ '^0АрН(F - |s.- 2Z) ctgyН -F -где АО - начальная амплитуда орбитального движения электрода;величина выхода электрода из охватывающего элемента; размер полости охватывающего' элемента в плоскости, проходящей через точки,со- ответствукицие максимальному и минимальному зазору в сот пряжении; ' величина межэлектродного зазора; .. Y - угол наклона торца электрода к его оси.Z -W00ОдО 00
| Попилов Л.Я | |||
| Справочник по электрическим и ультразвуковым методам обработки | |||
| Л., 1971, с | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
