(54) СПОСОБ ЭЛЕКТГОЭЮЗИОННОЙ ОБРАБОТКИ
ПУАНСОНА и МАТРИЦЫ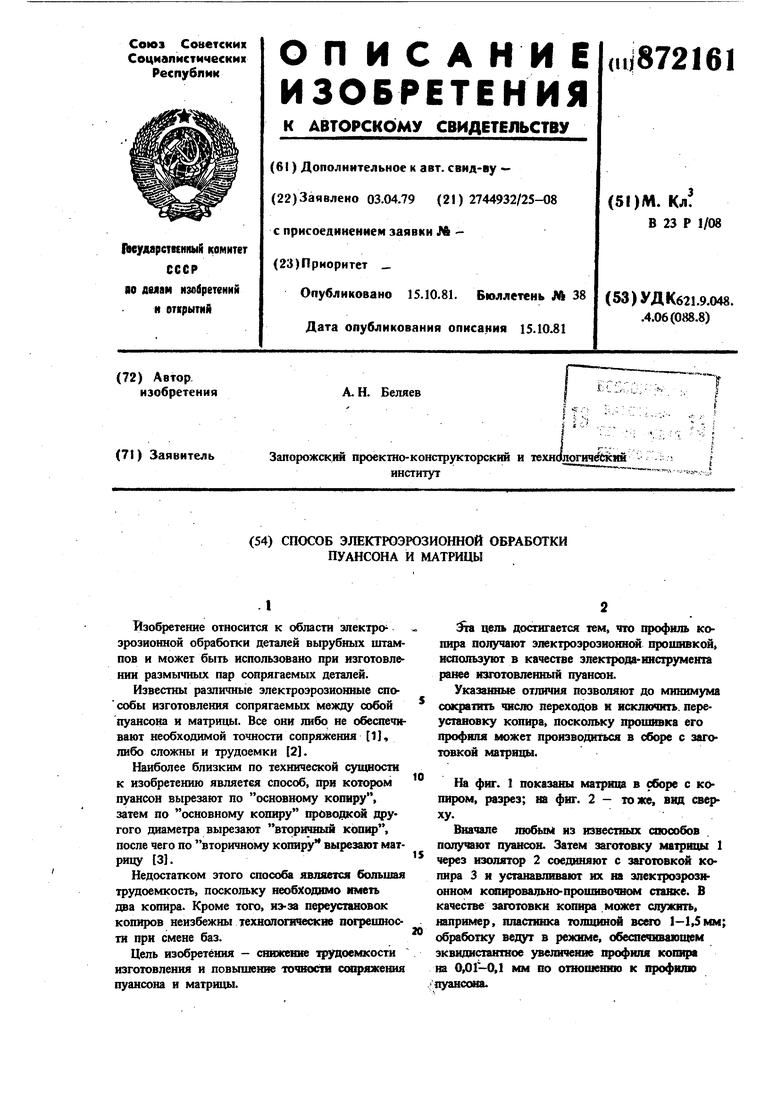
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Способ электроэрозионной обработки | 1978 |
|
SU742092A1 |
| СПОСОБ ЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 1972 |
|
SU352732A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1975 |
|
SU556923A1 |
| Съемник вырубного штампа | 1977 |
|
SU749502A1 |
1
Изобретение относится к области электроэрозионной обработки деталей вьфубных штампов и может быть использовано при изготовлении размычных пар сопрягаемых деталей.
Известны различные электроэрозиониые спо°собы изготовления сопрягаемых между собой пуансона и матрицы. Все они либо не обеспеч вают необходимой точности сопряжения 1, либо сложны и трудоемки 2.
Наиболее близким по технической cyiiviocnt к изобретению является способ, при котором пуансон вырезают по основному копиру, затем по основному копиру проводкой другого диаметра вырезают вторичный коп1ф, после чего по вторичиому копиру вырезают матрицу 3J.
Недостатком этого способа является балыиая трудоемкость, поскольку необходимо иметь два копира. Кроме того, переустановок копиров неизбежны техиопогшескт погрешности при смене баз.
Цель изобретения - снижшие трудоемкости изготовления и повышение точвосга сопряжения пуаисона и матрицы.
дта цель достигается тем, что профиль копира получают электрозрозионной прошивкой, ишользуют в качестве электрода-инструмента ранее изготовленный пуансон.
Указанные отличия позволяют до минимума coiquTHTb шсло переходов и исключить, переустановку копира, поскольку прошивка его профиля южет производиться в сборе с заготовкой матрицы.
10
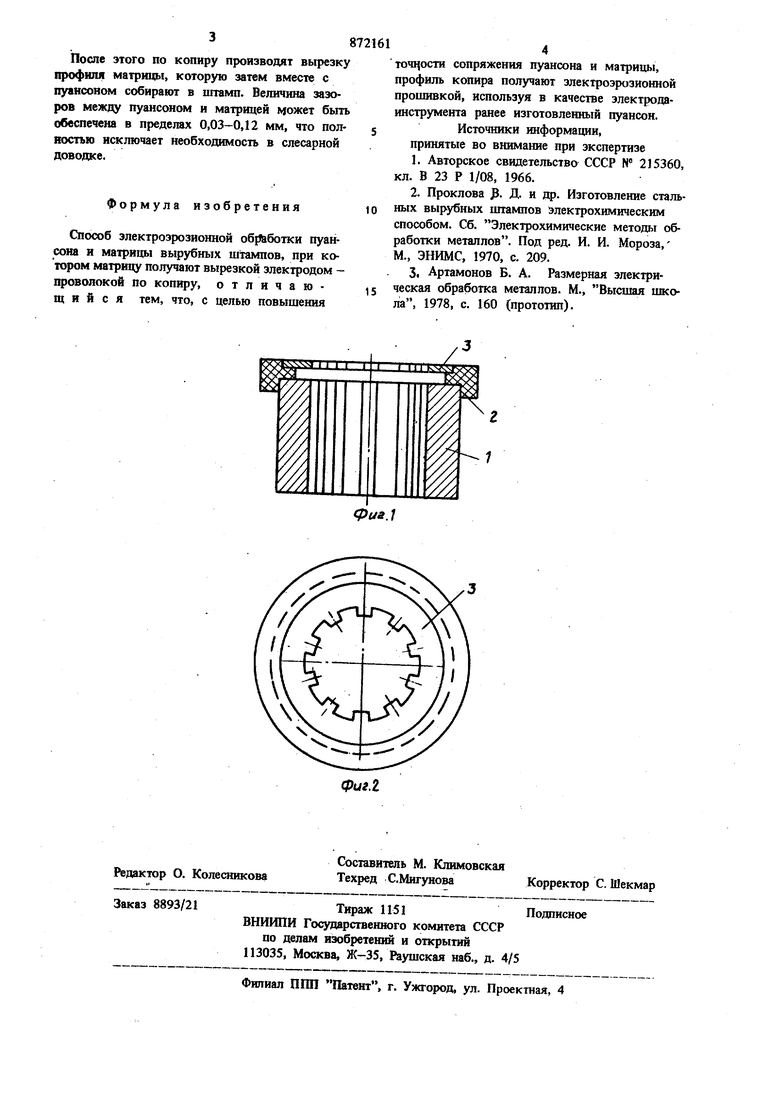
На фиг. 1 показаны матрица в оборе с копиром, разрез; «а фиг. 2 - тоже, ввд сверху.
Вначале любым из известных способов получают пуансон. Затем заготовку матрицы 1
15 через изолятор 2 соединяют с заготовкой копира 3 и устанавливают их на электрозрознонном кшшровально-прошивочном ставке. В качестве заготовки копира может служить, например, пластинка толпошой всего 1-1,5мм;
20 обработку ведут в режиме, обеспечивающем эквидистантное увеличение профиля копира на ОД) Г-0,1 мм по отношению к профилю пуанажа.
3872161
После этого по копиру производят вырезку профиля матрицы, которую затем вместе с пуансоном собирают в штамп. Величина зазоров между пуансоном и матрицей может быть обеспечена в пределах 0,03-0,12 мм, что пол- 5 ностъю исключает необходимость в слесарной доводке.
формула изобретения
Способ злектроэрозионной об1Лботки пуансона и матрицы вырубных штампов, при котором матрицу получают вырезкой злектродом проволокой по копиру, отличающ н и с я тем, что, с целью повышения
точности сопряжения пуансона и матрицы, профиль копира получают злектроэрозионной прошивкой, используя в качестве электродаинструмента ранее изготовленный пуансон.
Источники информации, принятые во внимание при экспертизе
3i Артамонов Б. А. Размерная электрическая обработка металлов. М., Высшая школа, 1978, с. 160 (прототип).
