Изобретение относится к машиностроению и может быть применено для нанесения упрочняющих и антикоррозионных покрытий при изготовлении и ремонте деталей повышенной износостойкости.
Известно устройство для надесения ферромагнитных покрытий, состоящее из электрэматнитов, бункера с порошковм, роликов, смонтированных на боковых поверхностях .полюсных наконечников, которые имеют возможность упруго .перемещаться в направлении обрабатываемой поверхности 1.
В известном устройстве для нанесения ферромагнитных покрытий происходят значительные потери ферромагнитного порошка за счет выброса его раскаленных частиц из рабочей зоны. Раскаленные частицы ферромагнитного порошка, резко охлаждаясь и окисляясь на воздухе, теряют свои износостойкие свойства.
С целью устранения выброса ферромагнитного порошка из рабочей зоны и сохранения его износостойкости предлагаемое устройство снабжено вибрирующей охватывающей деталь защитной обоймой, выполненной в виде четырехгранной призмы, стенки которой имеют полость для охлаждающей среды и отверстия для размещения полюсных наконечников, а также для ввода и вывода порошка.
Обойма выполнена из диамагнитного, диэлектрического материала.
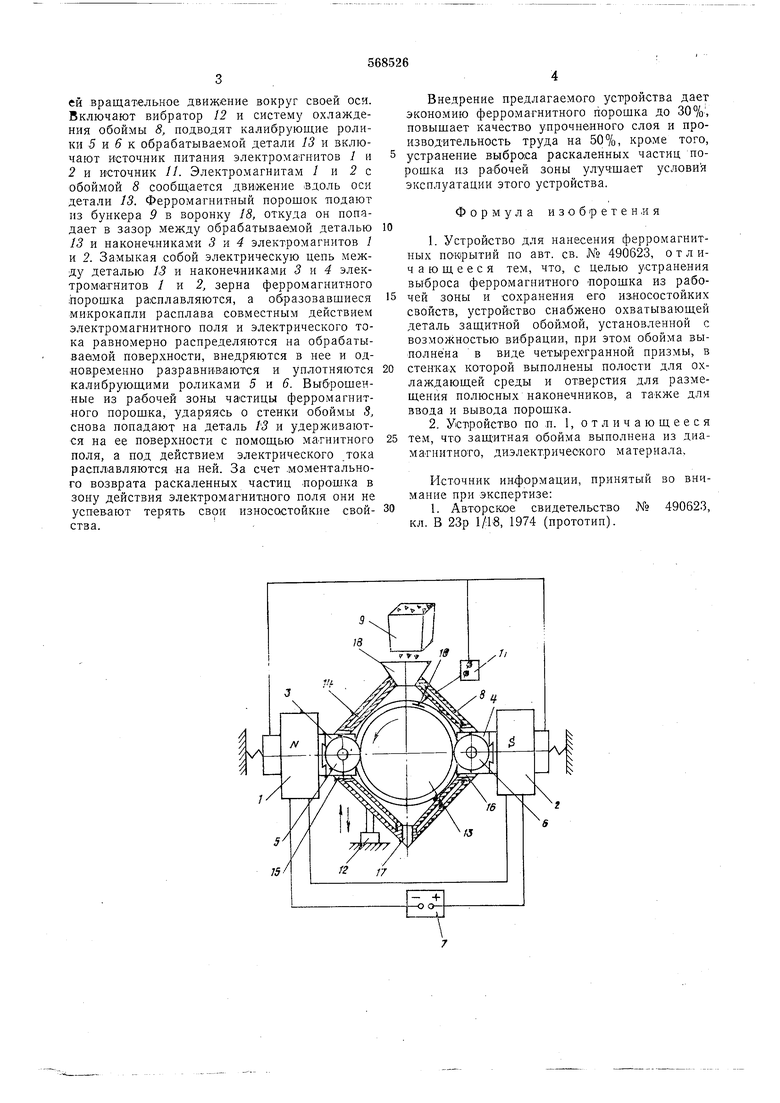
На чертеже изображено предлагаемое устройство, общий вид.
Устройство содержит электромагниты / и 2, внутри которых размещены упруго перемещающиеся полюсные наконечники 3 и 4 с роликами 5 и 6, источник 7 питания электром.агнитов, невращающуюся обойму 8, бункер 9 с порошком, токосъемную накладку 10, источник 11 тока, вибратор 12.
Деталь 13 размещают внутри обоймы 8, которая представляет собой четырехгранную призму длиной больше ширины полюсных накопечников 3 i 4 с роликами 5 и 6. Торцы обоймы 8 закрыты пластинами, имеющими центральное отверстие для прохода детали 13, а стенки обоймы 8 имеют полости 14 для бхл-аждающей среды и выполнены из диамагнитного и диэлектрического материала. В обойме 8 выполнены пазы 15 и 16 для полюсных наконечников 3 и - и паз 17 для выхода шлака. Верхняя часть обоймы 8 снабжена воронкой 18, расположенной под бункером 9.
Устройство работает следующим образом.
В бункер 9 засыпают ферромагнитный порошок. Деталь 13 помещают в обойму 8, подсоединяют к ней токосъемную накладку 10, подключая к источнику 11 тока, и придают
ей вращательное движение вокруг своей оси. Включают вибратор 12 и систему охлаждения обоймы 8, подводят калибрующие ролики 5 и 5 к обрабатываемой детали 13 и включают источник питания электроматнитов 7 и 2 и источник 11. Электромагнитам / и 2 с обоймой 8 сообщ.ается движение вдоль оси детали 13. Ферромагнитный порошок подают из бункера 9 в воронку 18, откуда он попадает в зазор между обрабатываемой деталью 13 и наконечликамИ 3 н 4 электромагнитов / и 2. Замыкая собой электрическую цепь между деталью 13 и наконечниками 3 и 4 электроматнитов / и 2, зерна ферромагнитного порошка расплавляются, а образовавшиеся микрокапли расплава совместным действием электромагнитного поля и электрического тока равномерно распределяются на обрабатываемой поверхности, внедряются в нее и одновременно разравниваются и уплотняются калибрующими роликами 5 и б. Выброшенные из рабочей зоны частицы ферромагнитного порошка, ударяясь о стенки обоймы ,9, снова попадают на деталь / и удерживаются на ее поверхности с помощью магнитного поля, а цод действием электрического тока расплавляются на ней. За счет .моментального возврата раскаленных частиц -порошка в зону действия электромагнитного поля они не успев.ают терять свои износсютойкпе свойства.
Внедрение предлагаемого устройства дает экономию ферромагнитного порошка до 30%, повышает качество упрочненного слоя и производительность труда на 50%, кроме того, устр:анение выброса раскаленных частиц порошка из рабочей зоны улуч:шает условия эксплуатации этого устройства.
Формула изобретен.и я
1.Устройство для нанесения ферромагнитных покрытий по авт. св. 490623, отличающееся тем, что, с целью устранения выброса ферромагнитного порошка из рабочей зоны и сохранения его износостойких свойств, устройство снабжено охватывающей деталь защитной обоймой, установленной с возможностью вибрации, при этом обойма выполнена в виде четырехгранной призмы, в стенках которой выполнены полости для охлаждающей среды и отверстия для размещения полюсных наконечников, а также для ввода и вывода порошка.
2.Устройство по .п. 1, отличающееся тем, что защ-итная обойма выполнена из диамаГнитното, диэлектрического материала.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство № 490623, кл. В 23р 1/18, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения ферромагнитных покрытий | 1978 |
|
SU716768A2 |
| Устройство для нанесения ферромагнитных покрытий | 1974 |
|
SU490623A1 |
| СПОСОБ МАГНИТОЭЛЕКТРИЧЕСКОГО ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016718C1 |
| Токарно-упрочняющий станок | 1989 |
|
SU1726139A1 |
| Устройство для упрочнения поверхностей деталей ферромагнитными порошками в магнитном поле | 1985 |
|
SU1301601A1 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| Устройство для отвода зарядов статического электричества с движущихся материалов | 1979 |
|
SU860355A1 |
| Электросмеситель | 1979 |
|
SU793692A1 |
| Устройство для объемной полировки | 1973 |
|
SU462707A2 |
| Устройство для сушки и пропитки конденсаторов | 1986 |
|
SU1465917A1 |

X/N
