(54) СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКИХ
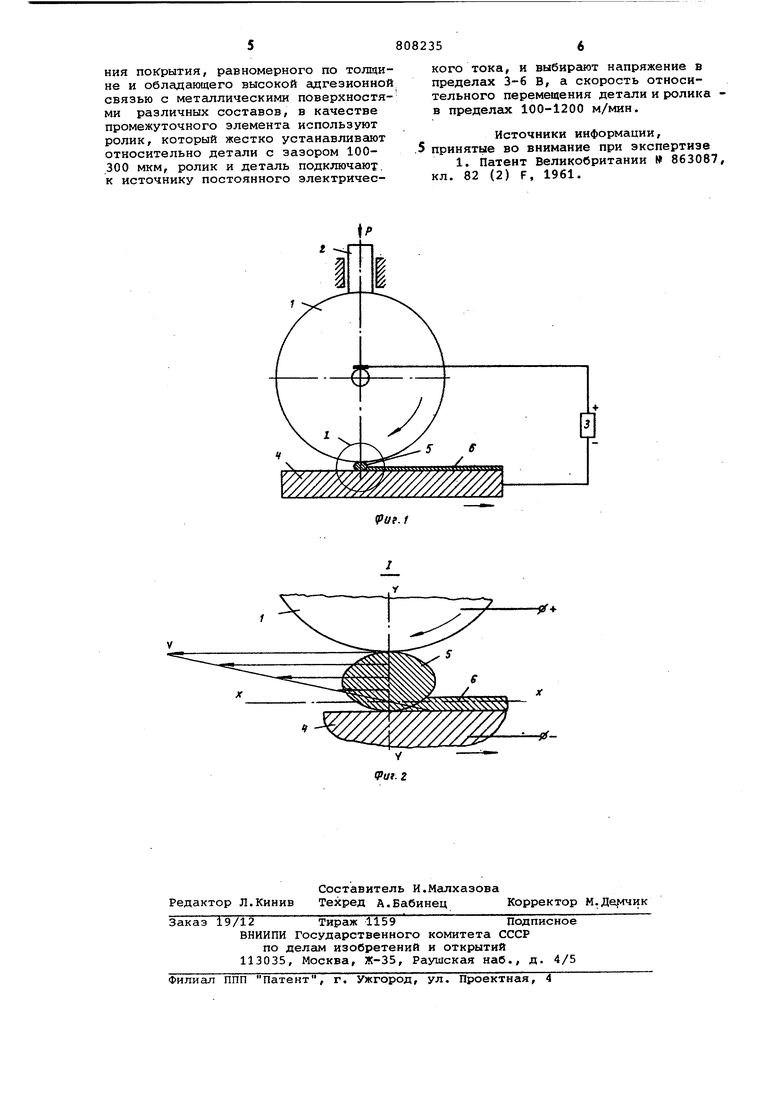
ПОКРЫТИЙ НА ТОКОПРОВОДЯЩИХ ИЗДЕЛИЯХ .рические формы, возможно обеспечить гарантийный зазор величиной 100... 300 мкм между поверхностью детали 4 и роликом-электродом 1 для создания постоянного удельного давления в зоне контакт а инструмент - деталь Такая величина зазора обеспечивает необходимые условия для возникновения так называемого контактного мостика 5 в межэлектродном зазоре между деталью и роликом-электродом. Через контактный мостик при напряжении 3-6 В протекает ток большой плотности, вследствие чего сплав контактного мостика, и прилегающие к нему области быстро нагреваются. Под давлением паров сплава контактная перемычка взрывается, при этом расплавленный сплав, натертый на ролик-электрод 1, переносится на поверхность детали 4, формируя ПОкрытие 6. В процессе обработки, вну ри жидкометаллического контактного мостика объема V действуют электро гидродинамические силы, одна из эти сил - сила сдвига одного слоя жидкометаллической фазы в объеме V относительно другого прямо пропорционально площади поверхностей скол жения и градиенту скорости f-. гле i - коэффициент абсолютной вязкости жидкометаллической фа зы ; градиент скорости. Градиет скорости по высоте жидко металлического слоя приводит к тому, что по пути фронта движения жид кометаллической фазы в объеме контактного мостика вдоль оси Х-Х на расстоянии д Ч от-поверхности детали 4 скорость перемещения фронта жидкометаллического слоя равна нулю. Заторможенный слой жидкометаллической фазы в объеме контактного мостика V| у поверхности детали 4 под действием электрогидродинамичес ких сил образует равномерное покрытие 6. Для поддержания постоянства объема жидкометаллического контакт ного мостика 5, а, следовательно, стабильности процессов переноса спл ва с последующим формированием покрытия, необходимо, чтобы относительная скорость перемещения поверх ности ролика-электрода и детали на ходилась в диапазоне 100.,.1200 м/ Между поверхностью ролика-электрода 1, перемещающегося со-скоростью 100,.,1200 м/мин и жидкометалличес кой фазой объема V, выше линии Хсуществует жидкостное трение. При этом относительное скольжение поверхности ролика-электрода сопрово дается только внутренним трением контактирующей жидкой фазы, что ис ключает механический износ поверхности ролика-электрода 1 и снижает потери иа трение. Исследования показали, что применение напряжения источника питания выше б В приводит , к возникновению в межэлектродном промежутке электроэрозионных явлений, приводящих к прижегам и частичному разрушению cфopIv иpoвaннoгo слоя. При величине зазора менее 100 мкм поверхность сформированного слоя получается прерывистая, нет сплошности, местами на поверхности детали появляются прижеги. При зазоре 100... 300 мкм процесс формирования покрытия стабилен, покрытие получается равномерным, с хорошей адгезионной связью с поверхностью обрабатываемой детали. В.ерхние пределы зазора 200... 300 мкм выбираются при формировании покрытий на деталях из мягких материалов (алюминий, медь). Нижние пределы зазора 100...190 мкм - при формировании покрытий на деталях из более твердых материалов, например стали. При зазоре выше 300 мкм не наблюдается образование контактного мостика,, а в межэлектродном промежутке возникает каплеобразный разогретый металл, который под действием центробежных сил разбрызгивается на поверхности обрабатываемой детали. Скорость относительного перемещения поверхностей ролика-электрода и обрабатываемой детали выбирают из условия 100...1200 м/мин в зависимости от свойств наносимого материала и возможности стабильного процесса фрикционного натирования состава наносимого материала на периферийную поверхность роликаэлектрода. Предлагаемым способом можно получить многослойные покрытия, осуществляя обработку в несколько проходов, т.е. наращивая последовательно толщину покрытия. При каждом проходе можно менять состав наносимого материала, что позволяет формировать покрытия с различными физико-механическими свойствами каждого слоя. Способ позволяет регулировать толщину сформированного покрытия от 50 до 200 мкм. Формула изобретения Способ формирования металлических покрытий на токопроводящих изделиях, заключающийся в перенесении наносимого материала, более легкоплавкого, чем материал инструмента и обрабатываемого изделия, промежуточным элементом, отличающийс я тем, что, с целью повышения интенсификации процесса формирования покрытия, равномерного по толщине и обладающего высокой адгезионной связью с металлическими поверхностями различных составов, в качестве промежуточного элемента используют ролик, который жестко устанавливают относительно детали с зазором 100300 мкм, ролик и деталь подключают. к источнику постоянного электрического тока, и выбирают напряжение в пределах 3-6 В, а скорость относительного перемещения детали и ролика в пределах 100-1200 м/мин.
Источники информации, ,5 принятые во внимание при экспертизе
1. Патент Великобритании 863087, кл. 82 (2) F, 1961.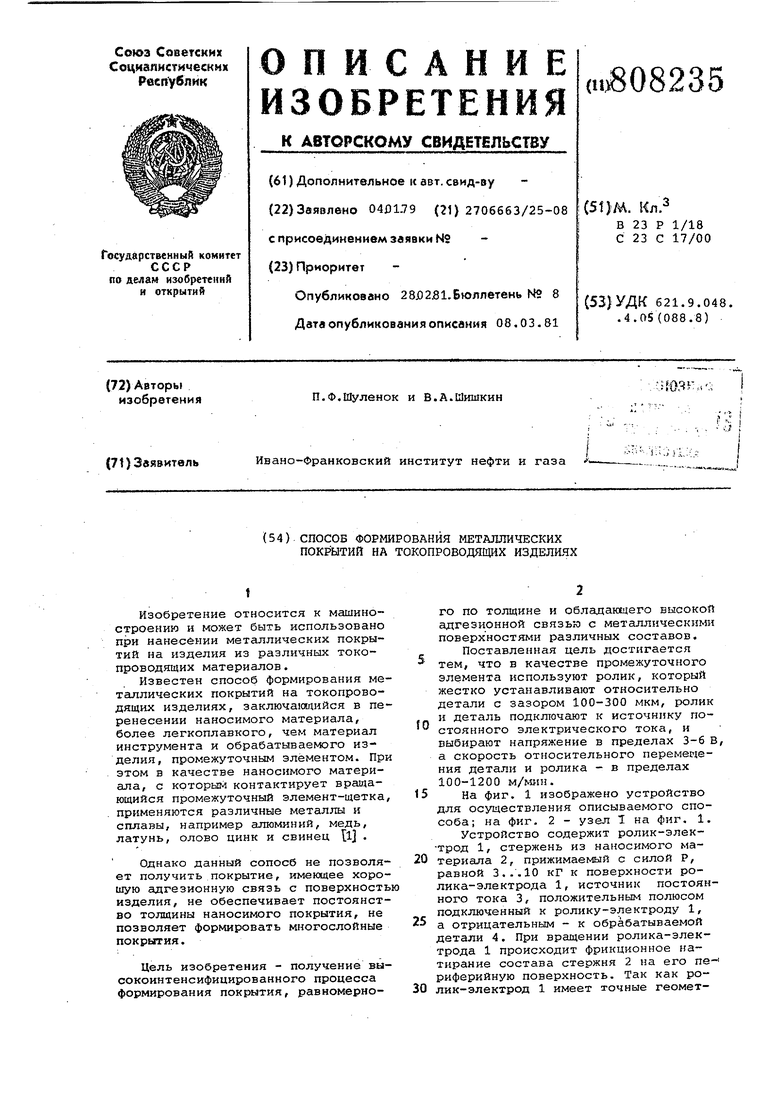

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| Способ нанесения покрытия | 1985 |
|
SU1255331A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| Коммутатор | 1982 |
|
SU1076974A1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2014 |
|
RU2554260C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
