I
Изобретение относится к формующим устройствам и может быть использовано в керамической, металлургической и химической промышленности.
Известна фортмующая головка для керамических изделий, включающая плиту с мундштуками и дорны, выполненные из полого корпуса и керна, между которыми образован зазор, соответствующий профилю поперечного сечения формуемых изделийГи,
Это устройство позволяет получать плоские и. трубчатые керамические изделия, но без изменения размеров их поперечного сечения.
Наиболее близким решением является формутащая головка для керамических трубчатых изделий, содержащая плиту с мундштуком, концентрично расположенным дорном, кернами и радиально подвижными заслонками 2 J.
Недостатком известного решения является невозможность изменения формы и поперечного сечения изделия при непрерывном формовании.
Целью изобретения является изменение геометрической формь и j)a3MepOB поперечного
сечения формуемых; изделий при непрерывном формовании.
Поставленная цель достигается за счет того, что формующая головка для керамических трубчатых изделий, содержащая плиту с мундштуком, концентрично расположенным дорном, кернами и рааиально подвижными заслонками, снабжена поворотной относительно мундштука и установленной на его опорной поверхности обоймой, ки гематически связанной с заслонками. При этом целесообразно, чтобы заслонки были соединены с обоймой посредством закрепленных на заслонках пальцев, взаимодействующих с выполненными на торцовой поверхности обоймы профильными паз§ми.
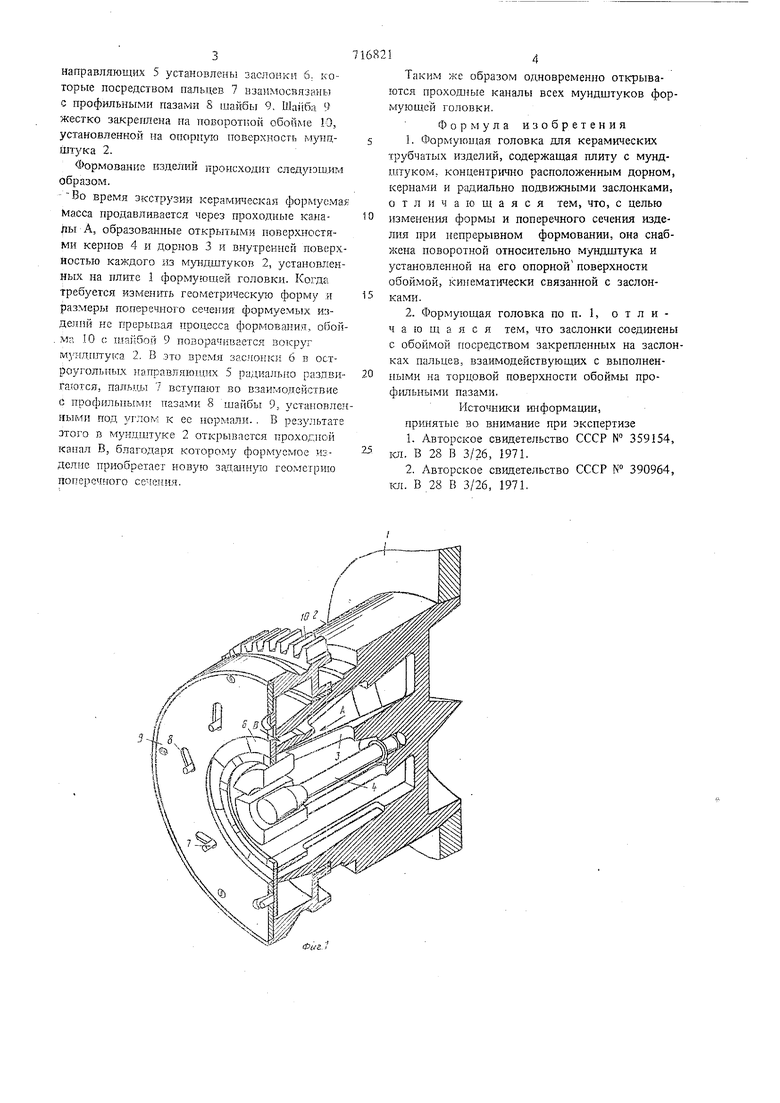
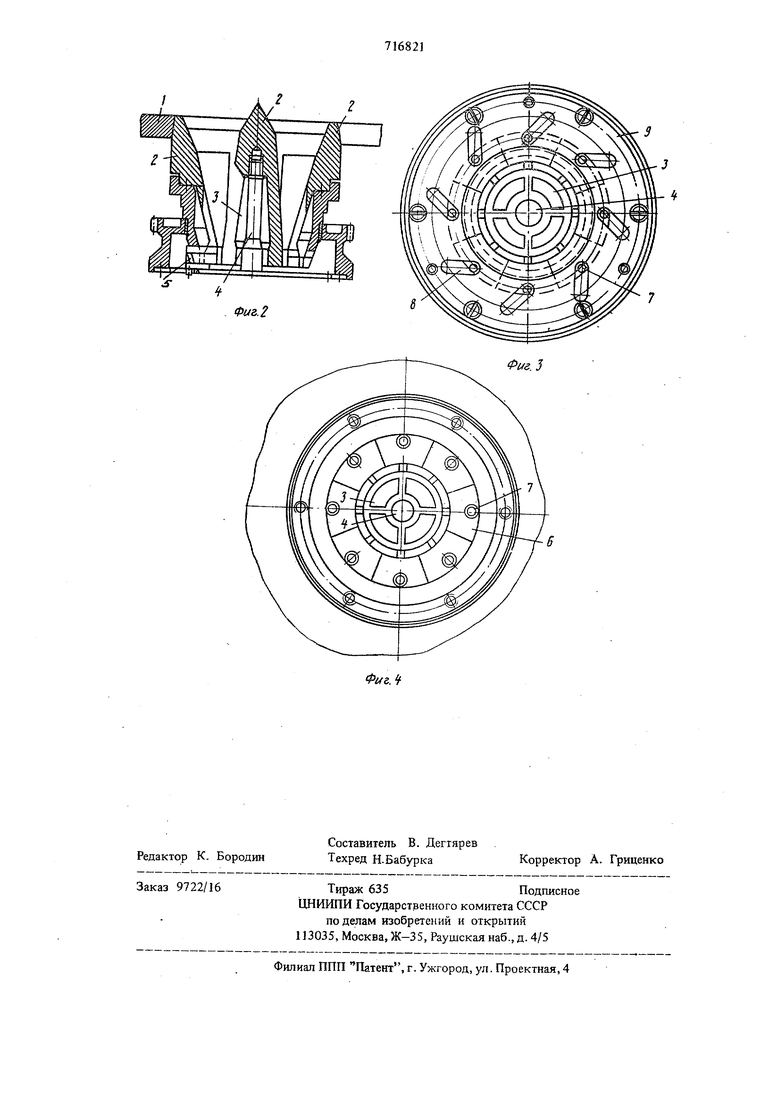
На фиг. 1 показана фор.мующая головка в аксонометрии; на фиг. 2 - общиц вид формующей головки в разрезе; на фиг. 3 - вид снизу фиг. 2 (с шайбой); на фиг. 4 - вид снизу фиг. 2 (шайба условно снята).
Формующая головка содержит плиту 1, установленные на ней мундштуки 2, в полостях которых расположены дорны 3 с кернами 4. :На мундштуках 2 при помощи остроугольных направляющих 5 установлень заслонки 6 которые посредством пальцев 7 взаимосвязаны с профильными пазами S шайбы 9, ШаНба 9 жестко закреплена на поворотпой обойме 10, установленной иа onopujio поверхность м}Т цштука 2. Формовалке изделий происходит следуюш.им образом, Во время ЭЕ струзрга керамшеская формуема Масса продавливается через проходные канайы А, образованные открьтлми поверхностями кернов 4 и дорнов 3 и внутренней поверх ностью каждого из м ндштуков 2, установлен ных на плите 1 формующей головки. Когда требуется изменить геометрическую форму и размерь поперечногО сечения формуемых изделий не прерывая процесса формования, обой . ма 10 с inaiiSofj 9 поворачивается вокруг мунд птука 2, В это время заслонки 6 в остроугольных направляющих 5 радиально ралдви гаются. пальщл 7 вступают во взаимодействие с профильными пазами 8 шайбы 9, установле ными под углом к ее нормали. , В результате этого в мундштуке 2 открьнзается ирохогной канал В, благодаря которому формуемое изделие приобретает новую заданную геометрию поперсчгого сегеиия. 14 Таким же образом одновременно открываются проходные каналы всех мундштуков формующей головки. Формула изобретения 1.Формующая головка для керамических трубчатых изделий, содержащая плиту с мундштуком, кондентрично расположенным дорном, кернами и радиально подвижными заслонками, отличающаяся тем, что, с целью изменения формы и поперечного сечения изделия при непрерывном формовании, она снабжена noBopoTHOfl относительно мундштука и установленной на его опорнойповерхности обоймой, кинематически связанной с заслонками. 2.Формуюидая головка по п. 1, отличающаяся тем, что заслонки соединены с обоймой посредством закрепленных на заслонках пальдев, взаимодействующих с выполненными на торцовой поверхности обоймы проф1шьнь ми пазами. Источники информащш, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 359154, 1СЛ. В 28 В 3/26, 1971, 2.Авторское свидетельство СССР № 390964, кл. В 28 В 3/26, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формующая головка | 1978 |
|
SU738884A1 |
| Устройство для изготовления армированных полимерных трубчатых изделий | 1973 |
|
SU515650A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКОЙ КЕРАМИЧЕСКОЙ МАССЫ | 2004 |
|
RU2270753C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ИЗОЛЯТОРА С ОСЕВОЙ СТУПЕНЧАТОЙ ПОЛОСТЬЮ МЕТОДОМ ЭКСТРУЗИИ | 1998 |
|
RU2152302C1 |
| Мундштук для формования керамическихиздЕлий | 1979 |
|
SU852569A1 |
| Устройство для формования пустотелого кирпича и керамических изделий | 1991 |
|
SU1787110A3 |
| МУНДШТУК ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ЭКСТРУДИРОВАНИЕМ | 1970 |
|
SU425807A1 |
| Устройство для горячей экструзии изделий из порошка | 1987 |
|
SU1482767A1 |
| Устройство для непрерывного прессования керамических изделий | 1981 |
|
SU1043007A1 |
| Формующий орган ленточного пресса для многопустотных керамических изделий | 1955 |
|
SU107140A1 |
Риг.,
