Изобретение относится к устройст Вам для изготовления изделий из керамических материалов путем непреры . него прессования (экструзии), преим .шественно обладающих значитольным абразивным воздействием на формообразующие поверхности оснастки при фор мовании, и может быть использовано, например,. при изготовлении карбидкремниевьрс электронагревателей. Известны устройства для получени керамических изделий методом непре рывного прессова ия (экструзии) мае мы через мундштук, вклю гающий в се,бя обойму-матрицу.и дорн в случае прессования полых изделий СД 3 Такие устройства мало пригодны для прессования масс, обладающих значительным абразивным воздействием на поверхности канала мундштука, так как матрица и дорн выполняются небыстросъемными, что препятствует частой их замене в случае быстрого износа, Известно также устройство экструзион.ного формования изделий с при менением мундштука, имеющего на формообразующих поверхностях гребни наличия которых в потоке формуемой массы образуются зоны разрежения, вызывающие перераспределейие Влаги в массе к поверхностям с целью их смазки 2 }. . Однако в устройстве раз««юры греб ней и их взаимноерасположение способны выполнять лишь- названную функцию и не могут, в полной мере исполнять функцию защиты поверхностей от абразивного износа. : . Наиболее близким к. предлагаемому устройству является, головка для получения трубчатых карбидкремниевых электронагревателей путем экструдирования массы через мундштук, содержащий сменную оснастку - концентрически расположенные втулкуматр-ицу и центральный стерженьдорн 3 .. . Однако формуемая масса, содержащая кo oнeнты с эесьма высокой тве достью (карбид кремния с твердостью 31,5-33 ГПа) обладает значительным абразивным воздействием ти быстро выводит из строя матрицу и дорн. Кроме того, в этом устройстве резкие изменения формы канала мундштука на вводе в него по пути движения массы (переход от конической части к цилиндрической) вызывает повышенный местный износ на стержне дорна и на втулке матрицы до образования шейки на дорне с последующим отрывом еще пригодной калибрующей части его. Замена изношенной ос настки вызывает длительные и многократные в течение смены простои оборудования. Матрица и дорн, выпол ненные из твердых порошковых сплаВОВ., также не имеют достаточно высокой стойкости и не нашли практического применения ввиду дороговизны и сложности изготовления при невысокой стойкости, Целью изобретения является предохранение формообразующих поверхностей ее от абразивного износа и повышение качества по,лучаемых- изделий. . . Поставленная, цель достигается тем, что в устройстве для непрерывного прессования керамических изделий, включаквдем мундштук, содержащий обойму-матрицу- и центральный элемент-рассекатель с дорном, на формообразукядих поверхностях матрицы и. дорна выполнены изолированные одна от другой лулки, причем лунки расположены, в шахматном порядке, а соотношение глубины к ширине лунок лежит в пределах от -г 1 , до 5 f ри этом дорн может быть вы- полнея подпр ужйненным к рассекателю со стороны выхода канала матрицы. - , На -чертеже изображено предложенное устройство, разрез. в корпусе 1 устройства размещены матрицы 2 и рассекатель 3, в нем-расположен подпружиненный шток 4, в . который вв-инчен сменный дорн 5. Прессуемая масса 6 загружена в прессовую камеру 7 и закрыта плунжером б пресса. Матрица центрируется в расточке рассекателя и поджатагайкой :9 На формообразующих поверхностях матрицы и дорна нанесены лунки 10. Экспериментально установлено, что наименьшему износу оснастка подвергается, когда лунки располо15 ,° 2.1о нала мундштука (диаметра канала матрицы),, применительно ко всему типоразмерному ряду изделий, 1 1 . и от т до g к самому маленькому изделию. В соседних рядах лунки должны быть смещень в шахматном порядке на величину 0,3-0,5 шага. При этом глу бина лунок должна быть равной в пределах 0,1-0,5 шага, а отношение глубины лунки к ее ширине «(диаметру при правильной круговой форме) - в пределах от j до р Для снижения неравномерности изоса рабочих поверхностей канала ундштука входная часть его вместе центральным элементом устройста - рассекателем вынесены максиально возможно в хтрессовую камеу, благодаря чему увеличивается длина канала. Это дает возможность коническую часть канала выполнить малыми углами конуса, ликвидировать резкие переходы от однойфор мы к другой, что позволяет снизить перепады давлений и скоростей в прессуемой массе на участках ка нала с переходами форм и уменьшить местный износ, . Требуемое усилие пружины для . штока пуансона может быть определено по усилию .отрыва изношенного дорн а. .. Предлагаемое устройство работае следующим Образом.. Подготовленная масса предварительно загружается в прессовую камеру.., а затем продавливается, пл жером 8 пресса в направлении, обоз наченном стрелкой. Прессуемая масса поступает в сужающуюся часть пр совой камеры, образованную корпусе 1 устройства, обтекает спицы и цен ргшьный элемент рассекателя 3 и пр давливается в канал мундштука, обр зованного .матрицей 2 и дорном 5. П мере продвижения массы поперечное чение канала уменьшается ,увеличива ю ся скорости .перемещения масоа, уменьшаются давления. Наибольшему износу подвержены п верхности канала-, где площадЬ попе речного сечения его является наименьшей (при наибольших .скоростях . перемещения массы), а в наибольшей степени - участки перехода от одной формы канала к другой, где имеют место перепады давлений и ск ростей. Поэтому на всемпути дви жения массы наиболее быстро изнашиваемыми являются дорн 5 и матрица 2. Конструктивно они выполнены быстросъемньлми, а на их формообразующих поверхностях нанесены вьниеназванные лунки 10. При. движении формуемой массы в них обр зуются зоны разряжения, заполняемы частицами формуемой смеси. Последние образуют на формообразующих поверхностях оснастки (матрицы.и дорна) защитный слой, по которому движется формуемая масса. Тем самым эти поверхности защищаются от абразивного износа. Изменяющиеся в процессе прессования осевые усилия из-за нердноро ности массы, изменения усилия на плунжере пресса и т.п., могущие-дестабилизировать установившееся рав .новесное состояние защитного слоя на поверхностях оснастки, компенси руются возможностью осевых колебаний подпружиненного дорна. Оптимальные размеры лунок (их глубина и ширина), а также расстоя ние между ними и взаимное положение в соседних рядах находятся в зависимости от размеров частиц пре суемой массы,давлений, скорости прессования и пррцетнтного отношения жидких компонентов в массе. Глубина лунок должна быть такой чтобы частицы в них задерживались на .. некоторое время, а затем уйосились потоком массы, а их место заполняли новые, для предотвращення износа одних частиц до такой степени, когда они перестают згицищать края лунок. В то же время глубина должна быть достаточной, чтобы в лунке образовалось требуемое раэреженне и частицы смеси задерживались в ней «а некоторое время. При незначительной глубине лунок скорость износа может даже увеличиваться в сравнении с гладкими поверхностями. Взаимное расположение лунок также должно быть таким, чтобы площадь контакта фор 1уемой массы с не защищен ньми участками поверхностей оснастки выла минимальной. Пример 1. На фоЕжообразующих поверхностях матрицы и дорна нанесены лунки с минимальным шагом равным -у диаметра канала матрицы для минимального нзделия, диаметром D, равньм шагу глубиной Н, равной половине шага (Н 0,5 те -М -1 При таком «. IT-у соотношении размеров форма лунки в поперечном сечении близка к полуокружности, а в планке лунки находятся в соприкосновении друг с другом. Это предельно возможное взаимное расположение лунок. Оснастка имеет СТОЙКОСТЬ, в 2,5 раза превьваающую стойкость оснастки без лунок. Пример 2. На формообразующих поверхностях оснастки нанесены лунки со средним значением ша1га S, равньаи диаметра канала матрицы для минимального изделия, глубиной Н 0,35, диаметром 0,88, т е -Ь- т.е. J) 8 Оснастка имеет стойкость, в 3,5 раза превышающую стойкость оснастки без лунок. Пример 3. На формообразующих поверхностях оснастки нанесены лунки с максимальным значением шатех I равньм - диаметра канала матрицы для минимального изделия, глубиной Н 0,15, диаметром D ;4--. Повышение 0,45, т.е. стойкости отмечается в этрм случае минимальным. Еще более редкое расположение лунок с меньшими размерами влечет
за собой стойкости в сравнении с оснасткой без лунок.
Во всех случаях смещения лунок а соседних рядах составляет 0,4St to,IS. Большие отклонения в любую сторону снижают стойкость оснастки.
Применяемое в настоящее время при прессовании карбидокремниевых электронагревателей устройство имеет матрицу и дорн, выполняемые из высоколегированных сталей. Они имеют стойкость 0,5 + 2 ч в зависимости от типоразмера изделия. Дорн
изнашивается быстрее, чем матрица. Замена их вызывает простои оборудования.
Предлагаемое устройство позволит повысить стойкость оснастки в 2,53 раза. Это позволит сократить расходы на оснастку, простои оборудования на ее зги«1ену, повысить производительность труда и оборудования, увеличить выпуск изделий на данном оборудовании, снизить их.себестоимость, повысить качество изделий.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| Валковый пресс | 1979 |
|
SU905091A1 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ С АРМИРУЮЩИМ ЭФФЕКТОМ | 2005 |
|
RU2304185C1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |
| УСТРОЙСТВО ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2198786C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ШИРОКИХ ТОНКОСТЕННЫХ ПАНЕЛЕЙ | 2007 |
|
RU2352418C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007295C1 |
1. УСТРОЙСТВО ДЛЯ НЕПРЕРЬЮ него ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, в ключакицее мундштук, содержащий обойму-матрицу и центральный элемент-рассекатель с дорном, о тличающееся тем, что, с целью предохранения формообразующих поверхностей оснастки от абразивного износа и .повышения качества получаемых изделий, на формообразующих поверхностях матрицы и дорна выполнены изолированные одна от другой лунки. 2. Устройство по п. 1, о т л ич а ю щ е е с я тем, что дорн выполнен подпружиненным к рассекателю со стороны выхода канала матрицы. . .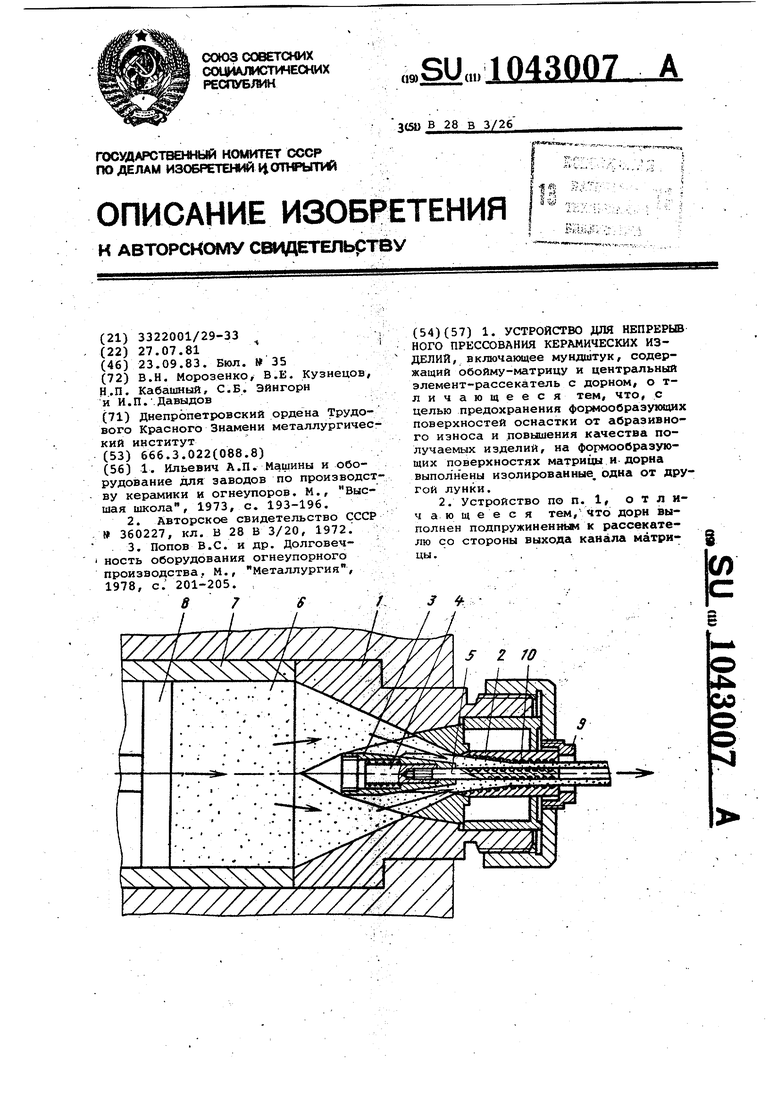
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ильевич А.П | |||
| Машины и оборудование для заводов по производс ву керамики и огнеупоров | |||
| М., Выс шая школа, 1973, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Долговеч ность оборудования огнеупорного производства | |||
| М., Металлургия, 1978, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| , S 7 6 00 о; Р SI (54) | |||
