I
Изобретение относится к области шинного производства, а именно: к изготовлению крыльев покрышек пневматических шин.
Известен станок для изготовления крыльев покрышек пневматических шин, состоящий из станины, на которой смонтированы ролики механизма натяжения кольца, прикаточный и направляющий ролики, сошник и барабан с нарезками, прикаточные диски и щеки, а также элементы привода и управления станком ч
При отведенном в сторону ролике в раскрытый крыльевой станок вставляют бор товое кольцо. Затем опускаются ропики ме- ханнзма натяжения кояыш и прикаточные диски так, чтобы бортовое кольцо было между роликами этого механизма. Затем смывают прикаточные диски и, наложив конец наполнительного шнура на бортовое кольцо, включают привод, а шнур направляют между щеками, где с обеих сторон диски прикатывают шнур к враи аюшему- ся бортовому кольцу.
2
После 1/4 оборота кольца под него закладывают конец фпипперной ленты, которая, попадая мех«ду щек и прикаточны.ми дисками, обертывает кольцо и наполнительный шнур. После окончания наложе«« ВИЯ шнур и ленту обрезают, отводят ролики и снимают готовое крыло.
Недостатком указанного станка является то, что в силу применяемого на них способа сборки крыльев и конструктивно0го исполнения (механизм натяжения кольца, прикаточный и направляющие ролики, прикаточные диски и щеки) не представляется возможным использовать юс для изготовления крыльев с внутренним диаsметром кольца менее 300 мм.
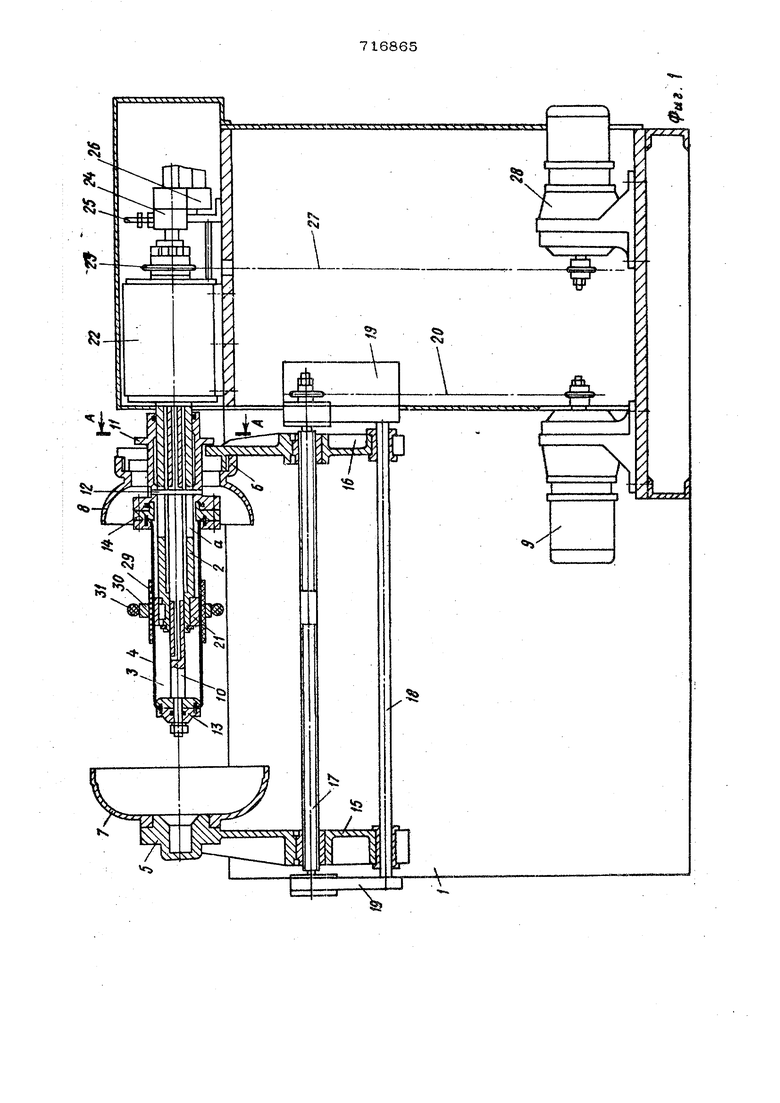
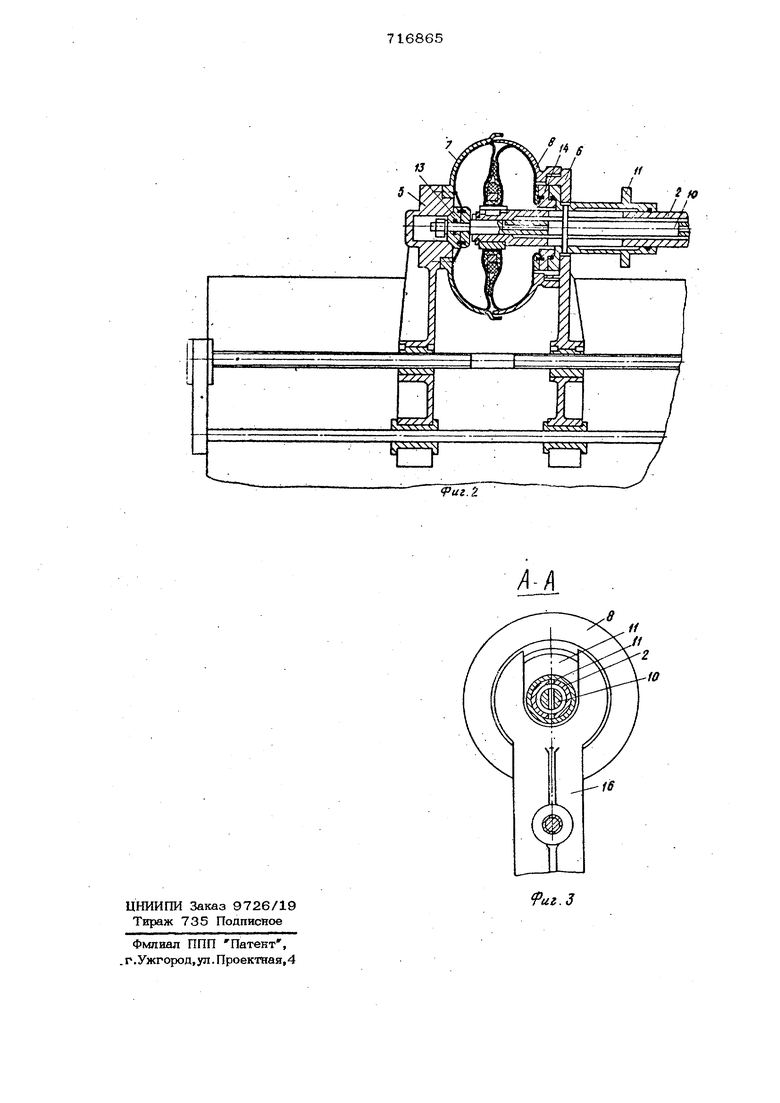
Известно и щзугое устройство для изготовления крыльев покрышек пневматических шин, содержащее смонтированные йа станине на приводном валу сборочный барабан с закрепленной на его рабочей поЬерхности своими торцами эластичной диафрагмой и расположенные с обоих торцов сборочного барабана соосно с ним Воковые части с дублирующими элементами и привод для осевого перемещения боковых частей . Недостатком указанного устройства является то, что при формовании крыла {при подаче сжатого воздуха внутрь диафрагмы и ее раздутии) происходит большая вытяжйа диафрагмы пО площади, так как торцы диафрагмы жестко закреплены на барабане. Для того, чтобы обжать флипперную ленту вокруг проволочного кольца диафрагма должна раздуться до полного прижатия ее к внутренней поверхности сомкнутых боковых частей. В результате такого большого раздутия вытяж ка диафрагмы по площади достигает значительной, величины; диафрагма, после удаления сжатого воздуха из нее, образует в свободном состоянии на жестком барабане складди, сильно изнашиЕ)ается и быстро выходит из строя. Целью изобретения является поЕ.ыше- ние ходимости диафрагмы. Поставленная цель достигаете тем, что устройство для изготовления крыльев покрышек пневматических шин, содержаще смонтированные на станине на приводном валу сборочный барабан с закрепленной на его рабочей поверхности своими торцами эластичной диафрагмой и расположенные с обоих торцов сборочного барабана соосно с ним боковые части с дублирующими элементами и привод для осевого перемещения боковых частей согласно изобретению снабжено установленной с возможностью осевого перемещения внутри приводного вала соосно с ним тягой с вьтол ненным на .ней продольным пазом и смонтированной с возможностью осевого перемещения на приводном валу втулкой, снабжен ной пальцем, взаимодействующим с продольным пазом тяги и выполненным на приводном валу продольным пазом, а торцы пластичной диафрагмы закреплены соответ ственно на тяге и на втулке. Привод для осевого перемещения .боко вых частей выполнен в виде ходового вин та, на котором смонтированы кронштей ны с установленными на них боковыми Частями. На фиг. 1 изображен общий вид устро ства; на фиг. 2 изображено устройство в рабочем положении; на фиг. 3 изображено сечение А-А фиг. 1. Устройство содержит смонтированные на станине 1 на приводном валу 2 сборо ный барабан 3 с закрепленной на его ра .лочей поверхности своими торцами эласичной диафрагмой 4 и расположенные с боих торцов сборочного барабана 3 соосо с ним боковые части 5 и 6 с дублирующими элементами 7 и 8 и привод 9 виде мотор-редуктора -для осевого перемещения боковых частей 5 и 6. Внутри приводного вала 2 соосно с ним с возможностью осевого перемещения установлена тяга Ю с выполненным на ней продольным пазом. На приводном валу 2 смонтирована с возможностью осевого перемещения втулка 11, снабженная пальцем 12, На валу 2 выполнен продольный паз а. Палец 12 взаимодействует с пазом а и продольным пазом тяги 10. Эластичная диафрагма 4 своими торцами закреплена на тяге Ю посредством фланца 13 и на втулке. 11 посредством фланца 14. Боковые .части 5 и 6 установлены на кронщтейнах 15 и 16, которые смонтированы на хпдовом винте 17 и направляющей 18. Ходовой винт установлен в подшипниках 19 и посредством цепной передачи 20 связан с приводом 9. На валу 2 установлена жесткая обечайка 21. Вал 2 смонтирован в корпусе 22 и имеет на конце звездочку 23, тяга 1О снабжена муфтой 24 для подачи и откачки сжатого воздуха через штуцер пнев- мосистемы 25 и соединена с механизмом осевого, перемещения 26. Звездочка 23 цепной передачей 27 связана с мотор-редуктором 28. Работа устройства осуществляется следующт М образом. В исходном положении боковые части 5 и 6 отведены .в крайнее положение, тяга 10 выдвинута, I диафрагма 4 вытянута и внутрь ее из пневмосистемы 25 через муфту 24 и тягу 10 подан вакуум. Диафрагма 4 плотно облегает обечайку 21. После этого поверх диафрагмы 4 накладывается флипперная лента 29 и стьькуется, образуя браслет. Поверх состыкованной флипперной ленты 29 одевается проволочное кольцо ЗО. Затем внутрь диафрагмы 4 подается воздух низкого давления, диафрагма 4 поддувается и прижимает флипиерную ленту 29 к внутренней поверхности бортового кольца 30, фиксируя последнее. После этого включается мотор-редуктор 28 и через цепную передачу 27 начинает вращать привоЛной вал ,2. Синхронно приводному валу 2 начинает вращаться диафрагма 4jпоскольку ее зажимные фланцы 13 и 14 жестко закр лены на тяге 10 и втулке 11, связанны пальцем 12 с приводным валом 2. В си этого все участки диафрагмы 4 вращают ся с одинаковой угловой скоростью и .исключено ее скручивание. Во время вращения приводного вала 2 на бортовое кольцо 30 на.кладывается шнур 31, обрезается по длине и стыкуе ся. Мотор-редуктор 28 отключается, вращение сборочного барабана 3 прекращается, и одновременно включается мотор-редуктор 9, который через цепную передачу 20 начинает вращать ходовой винт 17. При вращении ходового винта 17 начинают сближаться смонтированные на нем кронштейны 15 и 16,, скользящи одним концом по направляющей 18. Закр ленные на другом конце кронштейнов 15 и 16 боковые части 5 и 6 начинают сближаться. При этом часть 5 своим гне дом упирается в зажимной фланец 13 и начинает смешать один торец диафрагмы 4в сторону бортового кольца ЗО. Одновременно кронштейн 16 с частью 6 также .перемещается в сторону бортового кольца ЗО. Часть 6 располагается повер зажимного фланца 14 и кронштейн 16 упирается тирцовой поверхностью в буртик втулки 11, заставляя последнюю сов местно с закрепленным на ней зажимным 14 и торцом диафрагмы 4 смещаться к бортовому кольцу ЗО. При этом палец 12 перемешается по пазам привод ного вала 2 и тяги 10, При полном смьшании частей 5 и 6 мотор-редуктор 9 отключается и внутрь диафрагмы 4 подается воздух высокого давления, который раздувает диафрагму 4, прижимая ее к внутренней поверхности частей 5 и 6. При этом флипперная лента 29 охватывает бортовое кольцо ЗО и наполнительный шнур 31 и формуется готовое крыло. После окончания формования воздух из диафрагмы 4 сбрасывается; включается мотор-редуктор 9, кронштейны 15 и 16 совместно с частями 5и 6 разводятся в крайние положения. При перемещении кронштейна 16 в начале часть 6 выводится из рабочей зоны под диафрагмой 4, а затем кронштейн 16 упирается другим торцом во второй буртик втулки 11, заставляя ее совместно с зажимным фланцем 14 и торцом диафрагмы 4 перемешат-ься в исходное положение. Одновременно срабатывает мехаI низм осевого перемещения 26, который перемещает тягу 10 с зажимным фланцем 13 и торцом диафрагмы 4 в исходное положение. При достижении кронштейнов 15 и 16 крайних положений внутрь диflфpat мы 4 подается вакуум. Готовое крыло снимается с барабана 3. После этого цикл повторяется. Наличие в устройстве подвижных в осевом направлении зажимных фла1щев диафрагмы и пальца, обеспечивающего сохранность вращения составных частей барабана, позволяет в процессе изготовления крыла улучшить условия работы диафрагмы и за счет уменьшения ее разжимаемости повысить долговечность. Формула изобретения 1. Устройство для изготовления крыльев покрышек пневматических шин, содержащее смонтированные на станине на приводном валу сборочный барабан с закрепленной на его рабочей поверхности своими торцами эластичной диафрагмой и расположенные с сйоих торцов сборочного барабана соосно с ним боковые части с дублирующими элементами и привод для осевого перемещения боковых частей, отличающееся тем, что, с целью повьпиения ходимости диафрагмы, оно снабжено установленной с возмож.костью осевого перемещения внутри приводного вала соосно с ним тягой с выполненным на ней продольным пазом ; и смонтированной с возможностью осевого перемещения на приводном валу втулкой, снабженной пальцем, взаимодействующим с продольным пазом тяги и выполненным на приводном валу продольным пазом, а торцы эластичной диафрагмы закреплены соответственно на тяге и на втулке. 2. Устройство по п. 1,отлича ющ е е с я тем, что привод для осевого перемещения боковых частей выполнен в виде ходового винта, на котором смонтированы кронштейны с установленными на них боковыми частями. Источники информации, принятые во внимание при экспертизе 1.Рагулин В. В., Технология шинноо производства, М,, Химия , 197О, . 241-243. 2.Патент США № 31856О7, кл. 15643, опублик. 1965 (прототип).
Put.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления крыльев покрышек пневматических шин | 1983 |
|
SU1098826A2 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910461A1 |
| Устройство для заворота и прикатки слоев корда на сборочном барабане | 1983 |
|
SU1087366A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1965 |
|
SU430535A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| ШАБЛОН К СТАНКУ ДЛЯ СБОРКИ КРЫЛЬЕВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2036107C1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1975 |
|
SU593385A1 |
| Устройство для сборки покрышек пневматических шин | 1985 |
|
SU1316848A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172255C2 |
| Барабан для сборки покрышек пневматических шин | 1971 |
|
SU452953A3 |