-. -1. ....
Изобретение относится к мёталлбобработке, в Частности к образовйнию наружной резьбы плашками.
Известна плашка с располож.ейными на ее рабочем торце прямолинейными паЭами, одна из стенок которых йвлйется передней гранью . Эта штаий ка представляет собой цилиндр, йа двух Торцах которого со сдвигом в , 45° выполнены по 4 сквозных изайМНб перпендикулярных паза, предназначенных для отвода стружки. Между двумя соседними базами остается узкий вйступ, который и нарезает резьбу на стержне. Таким образом, на каждом : торце нарезание резьбы производят 4 взаимно перпендикулярных узких вы ступа, расположенных на одном торце. При поворотеплашки на 180° работают 4 выступа, расположенные на противоположном торце, которые сдай-, нуты на 45°.
Однако качественну1о резьбу получить нельзя ввиду невозможности многократной повторной заточки, так как при этом изменяется угол резания.
Цель изобретения - повышение ка 1ества резьбы.
Это достигается тем, что на пёре сечении второй стенки паза с резьбо: вой поверхностью заборной части выполнена продольная радиусная канавiS ка,
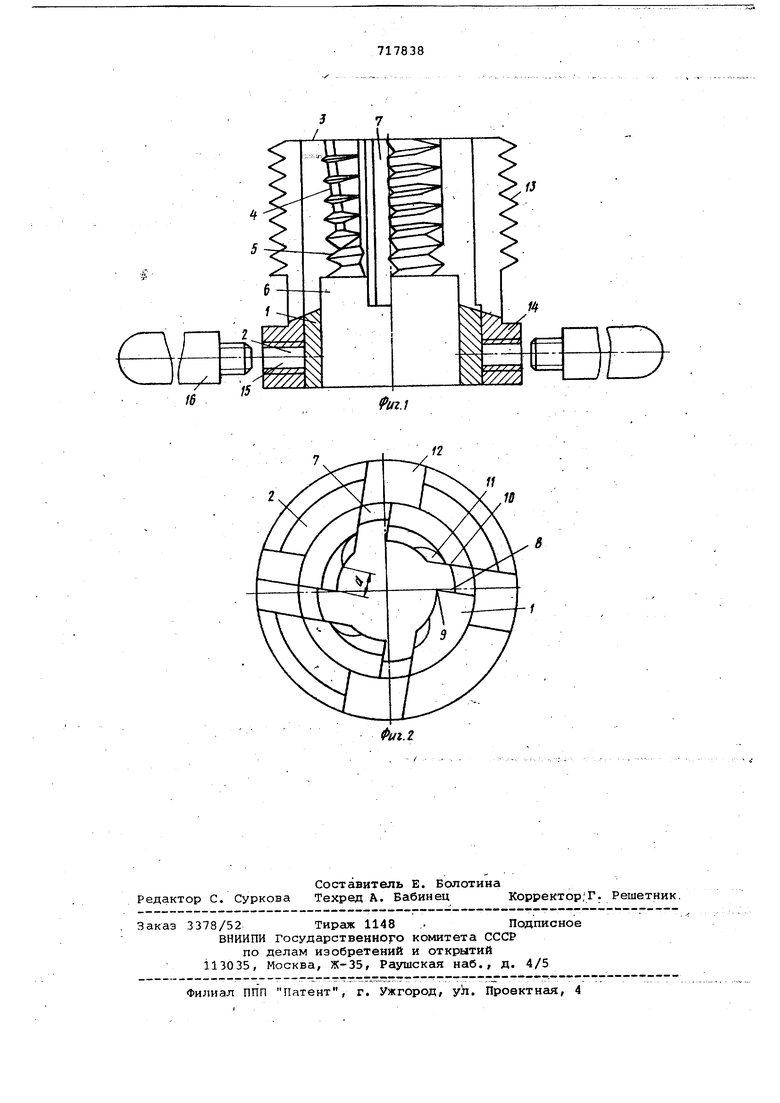
На фиг. 1 изображен общий вид
: предлагаемой плашки, разрез; на фиг. 2 - то же, вид сверху.
Плашка состоит из двух цилинд10.ров: внутреннего 1, выполненного из быстрорежущей стали, и наружного 2, выпоЛненного из стали или другого материала с аналогичными.свойствами. Со стороны рабочего торца 3 внутрен 5 него цилиндра 1 выполнены заборная часть 4, калибрующая часть 5 и рас точка 6, диаметр которой больше диаметра резьбы. На торце 3 расположены прямолинейные пазы 7, перекрываю20 щиезаборную часть 4 и калибрующую часть 5. Стенка 8 является передней гранью, образующей режущую кромку 9. На пересечении второй стенки 10 паза 7 с резьбовой поверхностью заборной
25 ч&стй выполнена, продольная радиусная канавка 11. В наружном цилиндре 2 выполнены пазы 12 большей ширины, чем во внутреннем цилиндре 1, приче со стороны канавок 11 их плоскости
30 совпадают. На внешней поверхности
наружного цилиндра 2, со стороны торца 3 выполнена резьба 13, шаг которой равен шагу резьбы плашки. За резьбой 13 расположена цилиндрическая часть 14 с резьбой 15, предназначенной для закрепления рукояток 16. Резьба 13 предназначена для установки плашки в устройстве для нарезания сезьбы. Плашка работает следующим обоазом.
В оезьбу 15 ввинчивают рукоятку 16. После этого коническую заборную часть 4 располагают над закрепленным в тисках нарезаемым стержнем и. приложив к рукояткам 16 усилив вдоль
оси плашки и выставив торец 3 перпендикулярно оси Нарезаемого стержня,
н1Шйа1бт вращать за рукоятки плашку. При вращении за рукоятки 16 плашки режущие кромки 9 первого, витка плашки, расположенные ближе к торцу 3, врезаются в нарезаемый стержень и срезают небольшую стружку, затем небольшую стружку снимают реМсущие
1грб 5Г{ и ВтОрого витка, затем третьего и т.д. .в-зависимости от номинального размера резьбы таких витков может быть от трех до шести. Таким об pSsTiWy режущие кромки каждого витка .плашки снимают от 1/3 до 1/6 высоты витков нарезаемой резьбы. При этом во-первых, благодаря небольшому съёмуметалла каждым витком повышается качество нарезаемой резьбы, а . во-вторых,- малый съем металла кегждой из режущих кромок плашки обеспечивает ,е;е долговечность. Затем включаются в работу калибруквдие витки 5, назначени ё которых снять заусеницы и шеро хб1ат бсти, которые могли остаться. Таййх витков в плашке должно быть один-два.
Эта плашка не требует проведения
операции затылования, благодаря чему
Вбзйожна многократная заточка ее режущих кромок 9. Каждый режусций участок а в зависимости от номинального размера резьбы, может изменяться в пре
делах от 1 шага (для крупных резьб до 2,5 шагов (для мелких резьб). Размер участка q обеспечивается выборкой канавками 11 в пределах только заборной части 4 плашки.
Такое исполнение плашки позволяет располагать режущую кромку 9 дальше от центра плашки, чем кромку, удаленную от нее на расстояние а, но благодаря небольшой величине участка а (,5 шага) это приближение меньше шероховатости (высоты неровностей), которую оставила после себя режущая кроМка 9.
При использовании плашки снизится расход дорогой и дефицитной быстрорежущей стали, так как металлоемкость ее снизится на 25-70% в зависимости от типоразмеров. Кроме того, ввиду ее-малой металлоемкости появится возможность изготавливать ее из твердых сплавов, что намного повысит стойкость, а следовательно резко снизит количество выпускаемых плашек. Появляется возможность многократной заточки режущих кромок плашки, что значительно продлит срок их службы (в несколько раз; и даст значительный экономический эффект. Кроме того резко улучшается качество нарезаемой резьбы засчет распределения необходимого объема металла на несколько режущих кромок, что соответственно увеличивает их стойкость.
Формула изобретения
Плашка с расположенными на ее рабчем торце прямолинейными пазами, одна из стенЪк которых является передней гранью, отл.ичающаяся тем, что, с целью повышения качества резьбы, на пересечении второй стенки паза с резьбовой поверхнбстЬю заборной части выполнена продольная радиуная канавка., Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 199644, кл. В 23 G 5/04, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Резьбонарезная головка | 1945 |
|
SU68803A1 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| Способ протягивания резьбы в изделиях большого диаметра на токарном станке | 1943 |
|
SU64273A1 |
| Гребенка к сборной плашке | 1987 |
|
SU1511028A1 |
11
IS
