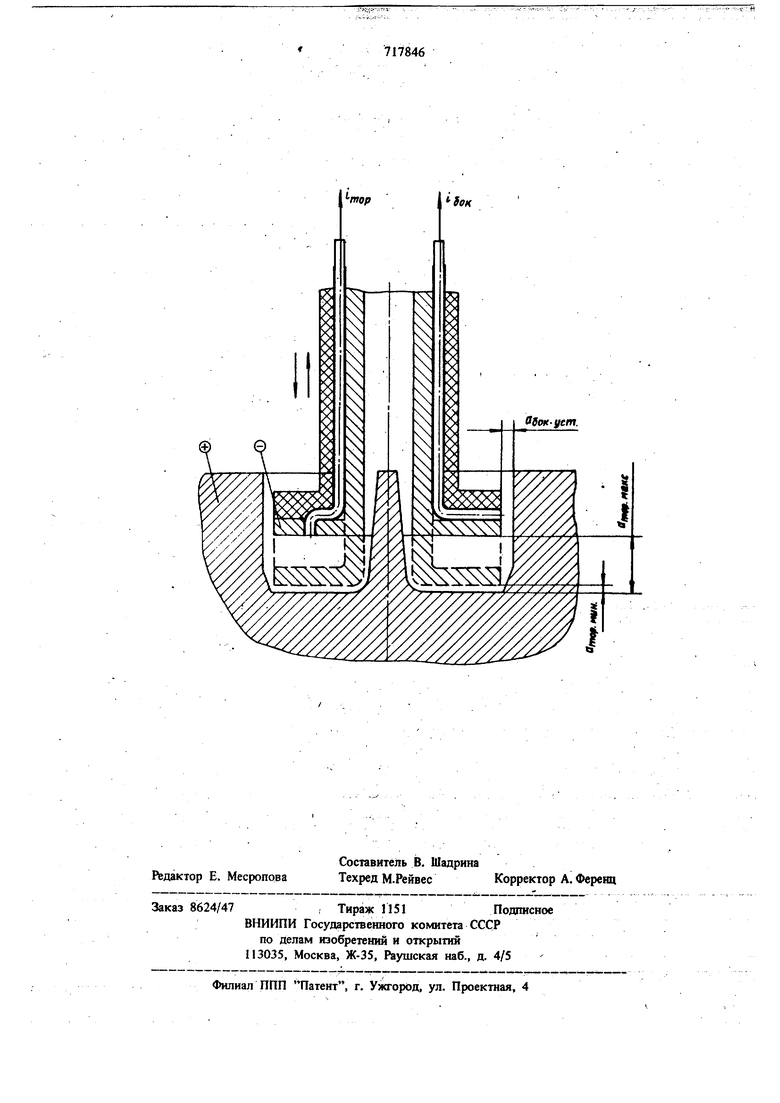
(54) СПОСОБ Р1ЕГУЛИРбВДНИЯ МЕЖЭЛЕКТЮДНОГО ЗАЗОРА ПРИ ЭЛЁКТГОХИМИЧЕСКОЙ ОБРАБОТКЕ боковой поверхности зависит от соотношения бокового и торцового зазоров и, следовательно от соотношения плотностей токов в этих зазорах. Регулирование межзлектродного зазора по предлагаемому способу позволяет подавать энергию для электрохимического растворения торцовой, поверхности при значении торцового зазора меньше, чем величина бокового зазора. Это дает возможность локализировать высокую степень концентрации приложенной электрической энергии на торцовой поверхности обрабаты ваемой полости, что обеспечивает достижение высокой точности, качества и производительнос та обработки,. На чертеже представлена функциональная схе ма предлагаемого способа. К мёжэлектродному зазору (МЭЗ) через встроенные в электрод-инструмент датчики подключен дополнительный источник тока низкого напряжения. В процессе колебательного движения одного из электродов происходит то увеличение, то уменьшение величины торцового зазора, например в пределах от 0,02 до 0,5 мм. При этом, естественно, существенные изменения претерпевает и величина тока ifd) протекающего через встроенный в торцовую поверхность электрода-инструмента датшк. Так как в процессе колебательного движения элект рода-инструмента, например при прошивке полостей постоянного сечения, величина бокового зазора практически не изме1 ется, особенно в условиях применения пассивирующих электролитов, то ток ijo , протекающий через встроен ный в боковую поверхность электрода-инструмента датчик, также остается постоянным, а ег величина будет зависеть только от абсолютного значения бокового зазора. В процессе обработки от встроенных в бокб 8уй й торцовую поверхности электрода-инструмента датчиков в сравнивающее устройство поступают токи i VOP соответствующие Зазорам по боковой и торцовой поверхностям. Сигнал от сравнивающего устройства на включение (выключение) импульса напряж вния основного источника поступает только тогда, ког да торцовой зазор становится меньше или равен боковому. . , Осуществление электрохимической обработки по предлагаемому способу регулирования меж электродного зазора позволяет обеспетать высокую точность и качество формообразования при максимальной производительности обработШ в заданных условиях. , Пример. Проводилась электрохимичес.кая обработка стали Х12М в отожженном состояйш с использованием электрода-инструМен74 та прямоугольной формы площадью 2 см. В рабочий зазор между обрабатываемой деталью и электродом-инструментом подводился 10%-иый водный раствор NaNOa. -Обработка производилась в следующих условиях:Частота импульсов напряжения и механических колебаний электрода, Гц Скважность импульсов синусоидальной формы . Амплитуда колебаний, мм Среднее значение напряжения, В Давление электролита на входе в МЭЗ, кгс/см Температура электролита на входе в МЭЗ, °С Производилось измерение плотностей тока в боковом и торцовом зазорах. Когда отношение плотности тока в боковом зазоре к плотности тока в торцовом зазоре (следовательно и соотношение зазоров) равнялось 0,95, подавался импульс технологического напряжения от основного источника. Отключение импульса напряжения производилось при этом же значении вышеуказанного отношения в момент отвода колеблющегося электрода. Осуществление предложенного способа регулирования МЭЗ при электролитической обработке при указанных на примере условиях позволило ползчить следующие технологические характеристики процесса при обработке полости глубиной 40 мм: конусность 0,02 мм; производительность 0,30 мм/мин. Шероховатость боковой поверхности соответствовала 8, торцовой - 9 классам. Формула изобретения Способ регулирования межэлектродного зазора при электрохимической обработке с принудительным колебанием одного из электродов, шнхронизированным с импульсами технологического напряжения регулируемой длительности, отличающийся тем, что, с целью повышения точности и производительности формообразования, измеряют соотношение торцового и бокового. зазора и подачу импульса техно|логического напряжения осуществляют тогда, когда величина торцового зазора равна или меньше бокового. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 472773, кл. В 23 Р 1/04. 1973.
fox
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |