вают скобами и сваривают автоматической сваркой под флюсом или элекгрошлаковой сваркой в трубу, состоящую по меньшей мере из трех колец. Полученную трубу подвергаюттермической обработке-отпуску в шахтной печи с максимальной температурой нагрева 650°С.
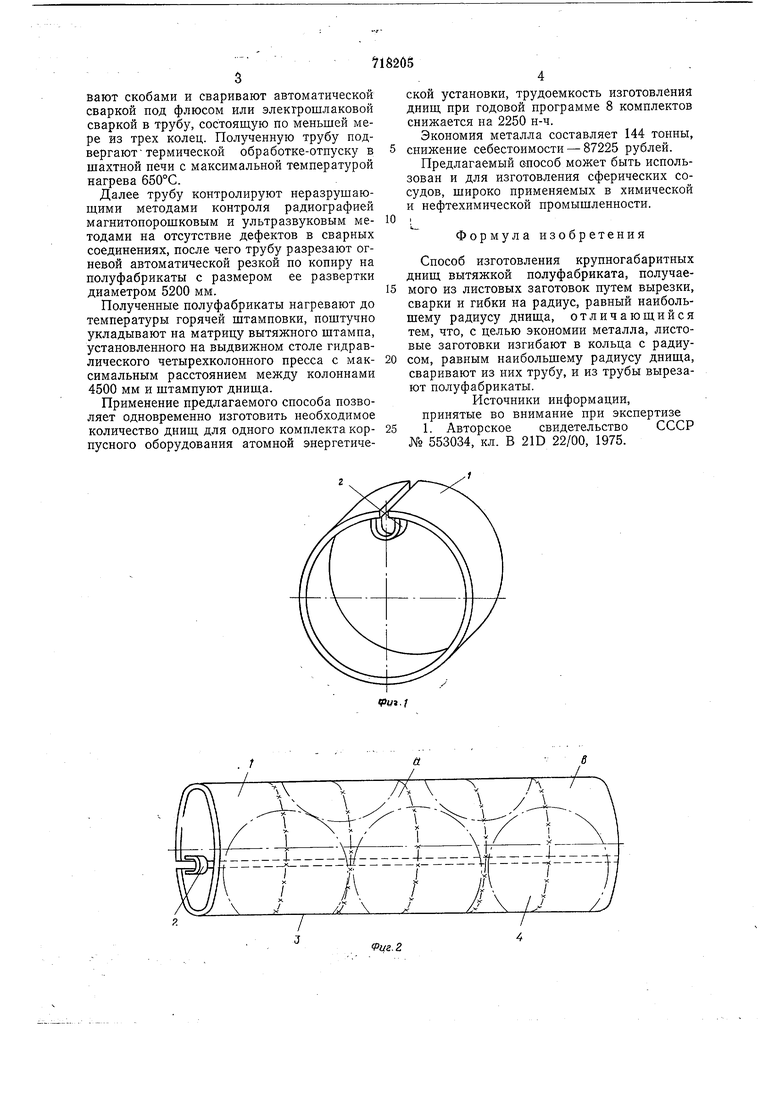
Далее трубу контролируют неразрушающими методами контроля радиографией магнитопорошковым и ультразвуковым методами на отсутствие дефектов в сварных соединениях, после чего трубу разрезают огневой автоматической резкой по копиру на полуфабрикаты с размером ее развертки диаметром 5200 мм.
Полученные полуфабрикаты нагревают до температуры горячей штамповки, поштучно укладывают на матрицу вытяжного штампа, установленного на выдвижном столе гидравлического четырехколонного пресса с максимальным расстоянием между колоннами 4500 мм и штампуют днища.
Применение предлагаемого способа позволяет одновременно изготовить необходимое количество днищ для одного комплекта корпусного оборудования атомной энергетической установки, трудоемкость изготовления днищ при годовой программе 8 комплектов снижается на 2250 н-ч.
Экономия металла составляет 144 тонны, снижение себестоимости - 87225 рублей.
Предлагаемый епособ может быть использован и для изготовления сферических сосудов, широко применяемых в химической и нефтехимической промышленности.
I .„
Формула изобретения
Способ изготовления крупногабаритных днищ вытяжкой полуфабриката, получаемого из листовых заготовок путем вырезки, сварки и гибки на радиус, равный наибольшему радиусу днища, отличающийся тем, что, с целью экономии металла, листовые заготовки изгибают в кольца с радиусом, равным наибольшему радиусу днища, сваривают из них трубу, и из трубы вырезают полуфабрикаты.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 553034, кл. В 21D 22/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1992 |
|
RU2053039C1 |
| Способ изготовления оболочек | 1984 |
|
SU1181749A1 |
| Способ изготовления полых осесимметричных деталей | 1986 |
|
SU1412840A1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ СФЕРИЧЕСКОЙ ФОРМЫ | 1991 |
|
RU2019347C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ изготовления полых осесимметричных деталей типа днищ | 1989 |
|
SU1704884A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2004 |
|
RU2259248C1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |

i JU-i
- - i - --Г-fc -- - i---r -/
r
A
