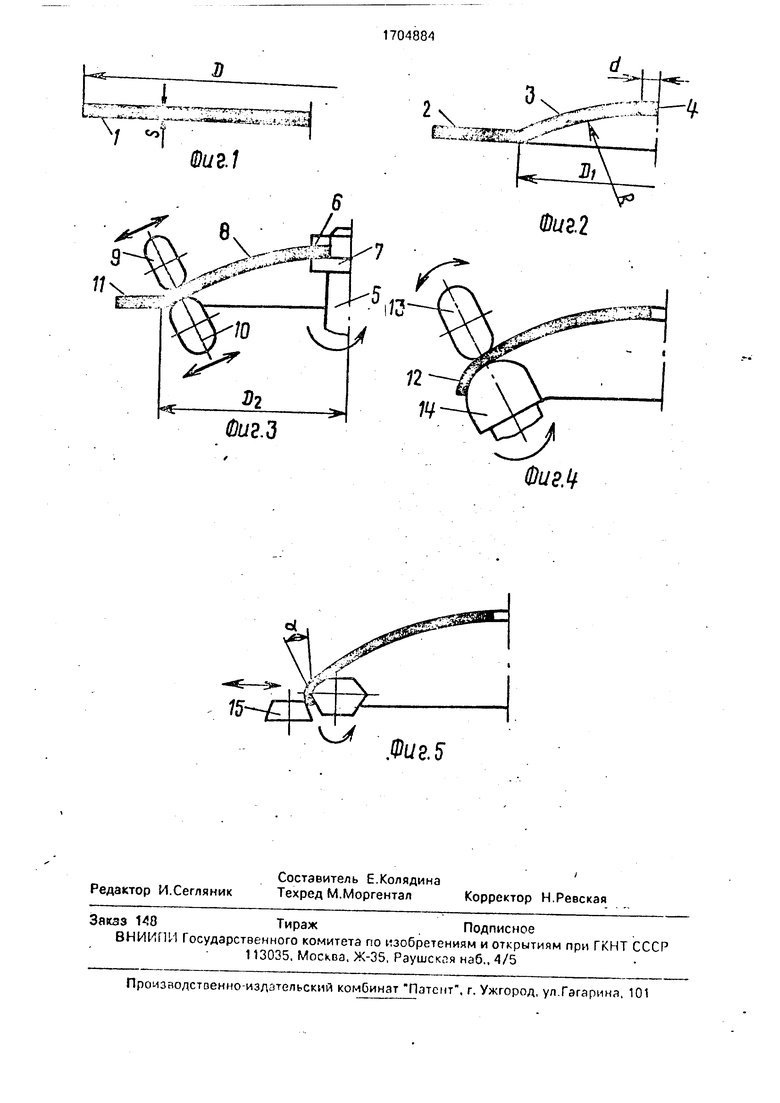
ионному на оси шиин.ля 5, i; ротационным выдавливанием формируют кр опинейную часть полуфабрикате) 8 нажимном роликом 9 по опорному 10, О ЭЕЛЯЙ .д-5формиро- ранный кольцевой У ISCTOK t1 и.щелия, расположенный перпендикулярно оси вращения шпиндзля 5. Центрирование пол- уфг .йриката при выполнении эт. операции осуществляют с понощью предварительно пробитого отверстия 4. в центре отформованной части 3, посте чегохдеформ.ируют кольцевой периферийный участок 11. Обжим кромки цилиндрического борта 12 осуществляют ротационным видсгяиоанием нажимным роликом 13 по опорному 14, при атом нажимной ролик 15 с помо чыо гидроцилиндра (на чертеже не покгаан) перемещается в горизонтальной плоскости, образуя угол к центральной оси днища.
Пример. Изготовление днищ с криволинейной поверхностью выполняют из круглых заготовок диаметров D 1800 мм, вырезанных на дисковых ножницах модели N-4-120 из листового проката толщиной 3-6 мм стали марки Сталь-3. В штампе совмещенного действия на гидравлическом прессе усилием 160 т формуют центральную часть полуфабриката диаметром DI 800 мм, радиус кривизны которой R 1600 мм, и пробивают отверстие диаметром d 60 мм для установки, .центрирования и крепления заготовки на оси шпинделя обкатной машины, нэ которой способом ротационного выдавливания нажимным роликом по опорному получают криволинейную часть днища диаметром DZ 1500 мм и радиусом кривизны R 1600мм.
Величину давления в гидроцилиндре нажимного ролика автоматически регулируют в процессе обкатки от 15 до 60 атм.
На прямолинейном участке длиной I 150 мм другой парой роликов у кромки полуфабриката предварительно формуют кольцевой участок, радиус кривизны которого г 160 мм. Таким образом получают криволинейный участок, двойной кривизны, тем самым увеличивают кольцевую жесткость обрабатываемого полуфабриката. Затем роликом обкатывают оставшийся недоформировлнныи прямолинейный участок и ранее закатанный участок на кромке. полуфабриката. После зтого осуществляют
окончательно калибровку радиуса сопряжения цилиндрического борта с криволинейной поБС-рхностыо днища, Перед калибровкой кольцевую периферийную поверхность кромки борта нагревают до температуры t и охлаждают на воздухе. Нормализацию осуществляют на нестандартной установке, планшайба которой с закрепленной на ней заготовкой вращается с числом оборотом п 0,125 об/мин. В комплект установки входит индуктор и высокочастотный генератор модели ВЧГЗ- 160/0,066.
После нормализации кромки полуфабриката нажимным роликом формируют цилиндрический борт, а его периферийную часть обжимают роликами на угол а 30° к центральной оси днища.
Исключение гофр на цилиндрической
части борта днища позволяет в сравнении с известными способами устранить брак изделий, тем самым повысить качество изготовления изделий, экономию металла.
Увеличение диаметра предварительно
отштампованной центральной сферической части днища в сравнении с известными способами снижает площадь поверхности заго- товки, обрабатываемой ротационным выдавливанием, на 10% что позволяет соответственно повысить производительность. Формула изобретения Способ изготовления полых осесиммет- ричных деталей типа днищ из плоских круглых в плане листовых исходных заготовок, при котором сначала на заготовке штамповкой формуют центральную часть днища сферической рамы, затем на недеформированной части заготовки ротационным выдавливанием формуют
криволинейный участок и цилиндрический борт днища, после чего на периферийной части цилиндрического борта днища обжимом роликом на угол к центральной оси днища формуют кромки днища, отличающийс я тем, что, с целью повышения качества изделий за счет исключения брака в виде гофр и повышения производительности путем уменьшения площади обрабатываемой ротационным выдавливанием заготовки,
диаметр окружности штампованной центральной части днища выбирают равным 0.4- 0,5 диаметра исходной заготовки.
u«
Я
..-.,.
; Ч
:Л йДЛчЦ /,
Фи 2.1
Фиг.2
Фиг.Ц
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых осесимметричных деталей | 1986 |
|
SU1412840A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ТИПА ДНИЩ | 2000 |
|
RU2175901C2 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| Способ изготовления цилиндрических полых деталей | 1990 |
|
SU1798028A1 |
| Способ изготовления полых конических изделий,например,поддонов | 1982 |
|
SU1186322A1 |
| Способ изготовления тонкостенных деталей с криволинейной образующей и приспособление жесткости для его осуществления | 2022 |
|
RU2787190C1 |
| Способ отбортовки и устройство для его осуществления | 1989 |
|
SU1745393A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |