Предлагаемый штамп для изготовления кольца из радиально расположенных кусков ткани, например, для опорных роликов экскалаторов и т. п., состоящий из конусообразной кольцевой матрицы и пуансона, отличается тем, что для опрессовки кольца как в продольном, так и в радиальном направлении к оси штампа пуансон выполнен в виде разрезного кольца, части которого монтированы на тягах, шарнирно укрепленных на корпусе пуансона; а для набора и установки в штамп кусков ткани применена гибкая лента.
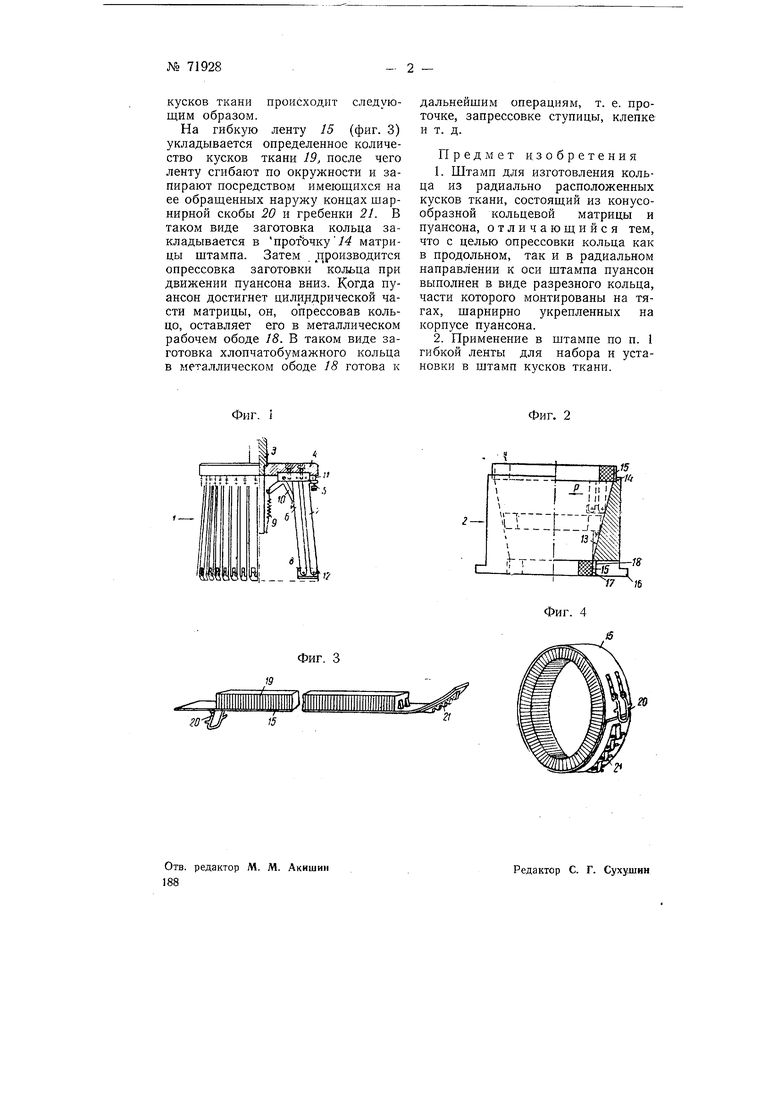
На фиг. 1 представлен вид пуансона сбоку, частично в разрезе; на фиг. 2 - вид матрицы сбоку с частичным разрезом вместе с прессуемым кольцом и частично пуансоном; на фиг. 3-ВИД гибкой ленты в момент набора кусков ткани и на фиг. 4 - вид заготовки кольца, охваченной гибкой лентой.
Штамп состоит из пуансона / в виде разрезного кольца и конусообразной кольцевой матрицы 2. Пуансон (фиг. 1) имеет хвостовик 5, соединенный с верхней плитой 4, к
башмакам 5 которой шарнирно прикреплены парные тяги б и 7, которые на другом конце шарнирно прикреплены к разрезному кольцу 8, состояш,ему из отдельных башмаков. Это разрезное кольцо 8 в нормальном состоянии стремится разжиматься под действием пружины 9 через посредство угловых рычагов 10, упираюш,ихся в грани тяг б, причем раздвинутое положение ограничивается регулировочным винтом 11. Для уменьшения трения о стенку матрицы в торцах башмаков разрезного кольца 8 установлены шарики 12.
Рабочая поверхность матрицы 2 (фиг. 2) имеет форму суживающегося вниз конуса 13 с углом наклона fp- На верхней площадке матрицы имеется проточка 14 для помещения в ней заготовки опрессовываемого кольца вместе с лентой 15, а на нижнем конце матрица снабжена бортиком 16 для крепления к столу пресса и отверстием 17 для помещения в нее рабочего металлического обода 18 и его удаления вместе с опрессованным кольцом.
Процесс опрессовки кольца из
187
кусков ткани происходит следующим образом.
На гибкую ленту 15 (фиг. 3) укладывается определенное количество кусков ткани 19, носле чего ленту сгибают по окружности и запирают посредством имеющихся на ее обращенных концах шарнирной скобы 20 и гребенки 21. В таком виде заготовка кольца закладывается в проточку/- матрицы штампа. Затем производится опрессовка заготовки кольца при движении пуансона вниз. Когда пуансон достигнет цилиндрической части матрицы, он, опрессовав кольцо, оставляет его в металлическом рабочем ободе 18. В таком виде заготовка хлопчатобумажного кольца в металлическом ободе 18 готова к
дальнейшим операциям, т. е. проточке, запрессовке ступицы, клепке и т. д.
Предмет изобретения
1.Штамп для изготовления кольца из радиально расположенных кусков ткани, состоящий из конусообразной кольцевой матрицы и пуансона, отличающийся тем, что с целью опрессовки кольца как в продольном, так и в радиальном направлении к оси щтампа пуансон выполнен в виде разрезного кольца, части которого монтированы на тягах, шарнирно укрепленных на корпусе пуансона.
2.Применение в штампе по п. 1 гибкой ленты для набора и установки в штамп кусков ткани.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления кольца из радиально расположенных кусков ткани | 1948 |
|
SU82355A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| СПОСОБ СБОРКИ НАКОНЕЧНИКОВ С ПУСТОТЕЛЫМ ЭЛАСТИЧНЫМ СТЕРЖНЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1780256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Штамп для выдавливания | 1977 |
|
SU659271A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ и штамп для изготовления колец и плоских фланцев путем гибки заготовок, собранных в пакет на ребро | 1955 |
|
SU107950A1 |
| Способ изготовления торцевого коллектора электрической машины | 1981 |
|
SU982123A1 |
| Машина для формования заготовок мужских шляп | 1957 |
|
SU109246A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
Фиг. 2
Фиг. 3
15
0
2J
