Известен способ изготовления колец п плоских фланцев путем гибки в пггампах заготовок на ребро, собра1П1ых в пакет. Однако нри таком способе требуются мощные прессы.
Пре.длагаемое изобретение имеет ту отличите.льиую особенность, что, с нелыо умен}зП1ения потребной MOHiiiOCTH пресса, гибку заготовок в собранных пакетах производят последовательным обжатнем пакета с натягом его в штампе.
Для осуществлепия такого способа П1тамп выполнеп в виде враптающейся матрицы, охваченной двумя пуансонами, образующими кольцевой ручей. Матрица снабжена поводком для закрепления пакета в штампе при помощи шпильки или стяжного болта.
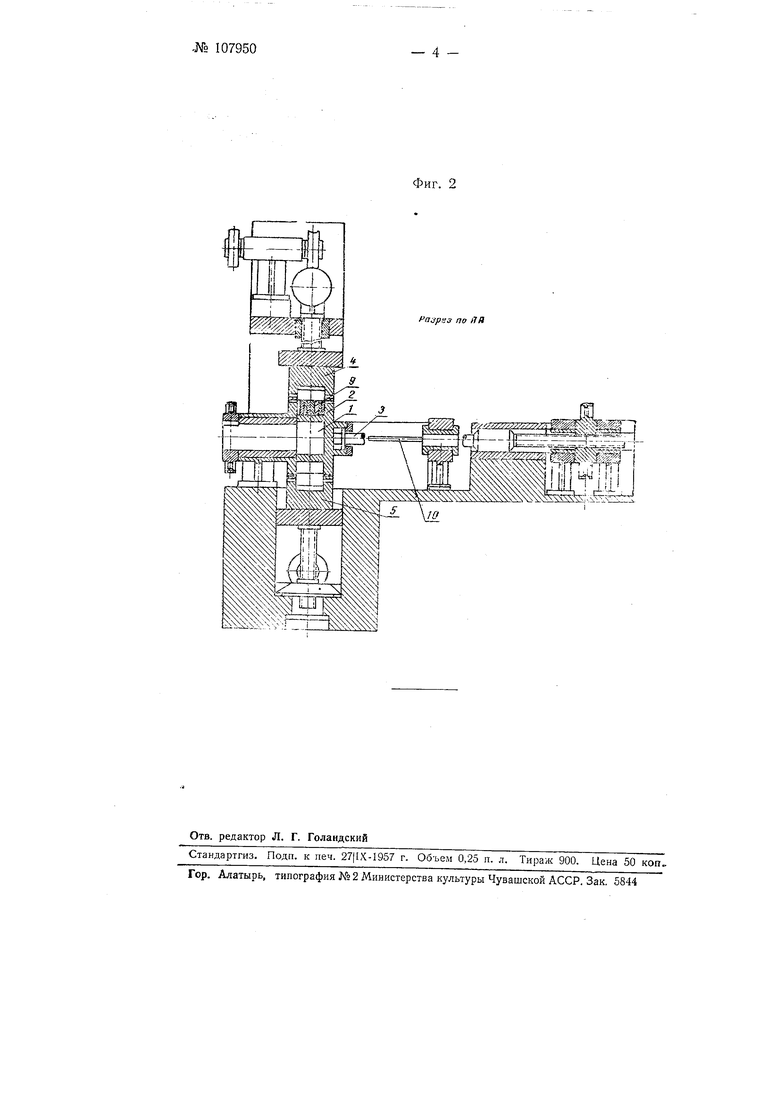
На фиг. 1 изображен штамп для осуществления предлагаемого способа, установленный в прессе; на фиг. 2-разрез по АА на фиг. 1.
Ведущий вал / несет на себе матрицу 2, которая может сниматься с вала и устанавливаться на него посредством червячного подающего механизма 5.
Матрица 2 охватывается верхним обжнмным 4 п нижним калибрующим 5 пуансонами, которые в замкнутом положении вместе с матрицей образуют кольцевой ручей. Обжилшой пуансон 4 прикреплен к ползуну 6 пресса и в процессе гибки производит плавное периодическое обжатие пакета заготовок.
Калибрующий пуапсои 5 закреплен на опорной траверсе 7 и получает возвратно-поступательное движение посредством привода S. Назначение калнбрующего пуансона- калибровать фланцы и кольца в размер 1птампа и совместно с обжимным пуансоном натягивать заготовки в процессе их обжатия.
Накет заготовок 5 устанавливается в матрице па ребро и закрепляется в ней шпилькой или стяжным болтом, который вращается вместе с матрицей в процессе гибки. После окончания гибки накет снимается с матрицы выталкивателем 10.
Нроцесс изготовления колец и фланцев производится путем попеременного поворота матрицы на некоторы.й угол, обжатия заготовки верхним пуансоном и последующего поворота матрицы при одновременном заготовок верхним и нижним нуансонами, с целью натяга накета заготовок. Такое попеременное поворачивание матрицы производят до тех нор, пока заготовка не будет превращена в кольцо.
Окончательная калибровка пакета в размер штампа производится непрерывным вращением вала с матрицей при замкнутых пуансонах 4 и 5.
Предмет изобретения
1. Способ изготовления колец и плоских фланцев путем гибки заготовок, собранных- в пакет на ребро, отличающийся тем, что, в целях уменьшения потребной мощности пресса, гибку материала в собранных пакетах производят последовательным обжатием пакета с натягом его в щтамне. 2. Штамп для осуществления способа изготовления колец и плоских фланцев но п. I, отличающийся тем, что он выполнен в виде вращающейся матрицы, охваченной двумя нуансонами, образующими кольцевой ручей.
3. Форма выполнения щтампа по п. 2, отличающаяся тем, что, в целях закрепления накета в щтампе, матрица снабжена новодком, в котором пакет крепится при помощи щпилькн или стяжного болта.
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для изготовления кольца из радиально расположенных кусков ткани | 1947 |
|
SU71928A1 |
| ГИБКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ, ВТУЛОК | 1970 |
|
SU278613A1 |
| ГИБОЧНЫЙ ШТАМП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2623939C2 |
| Способ изготовления заготовок полуколец | 1983 |
|
SU1107939A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПОЛЫХ ДЕТАЛЕЙ | 1991 |
|
RU2028851C1 |

Фиг. 2 --J
--Рр
