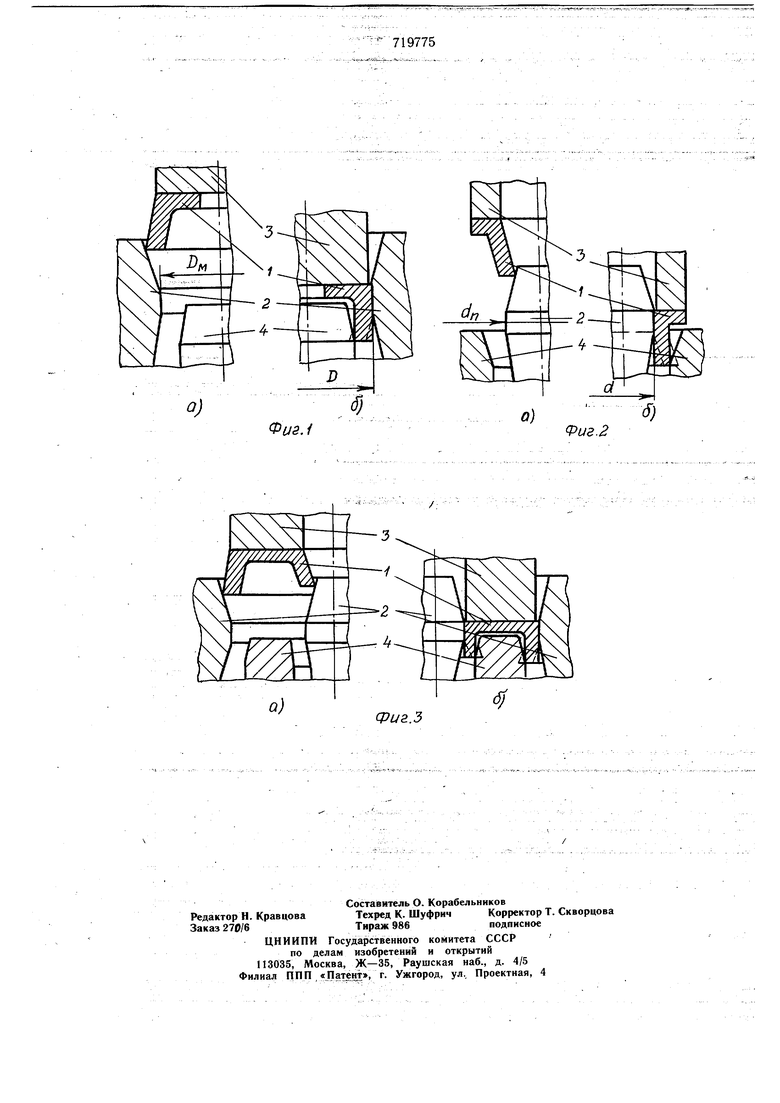
(54) СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ т;амй й виде отрезков конических труб пбст оёреШ1й прбМШМ-у&са&Ш основной калибрующий инструмент 2 - об-, жимную матрицу (фиг. 1) или раздающий пуансЬн (фиг. 2). Пуансон 3 перемещает полуфабрикат относительно этого инструмента. В результате взаимодействия с деформиру ощим инструментом 2 кольцевые элементы полуфабриката обжимаютс:я или раздаются, подвергаясь воздейств йШ рйзнбмёр Шр асйреДеленных по тсругу радиальных деформирующих усилий. При вь1хбдё из конического участка инструмента 2 нижный свободньш торец кольцевого элемента в результате внеконтактной деформации отходит от цилиндричес кдго участка инструмента, а стенка элемента искривляется. Возможное положение коль ЕГетегх элементов поковки без дополнительной /пластической деформации показано на Ч;ёрт 5ках пунктирными линиями. При дальнейшем перемещении пуансона 3, участок кольцевого элемента, прилегающий к его свободному торцу, начинает взаимодей. ствовать с дополнительным калибрующим инструментом 4, испыть1вая воздействие про тиШпбЖШб на1т|)ав71Шйых рада;мьных усилий,ЧтО Внзывает радиальное смещение учасТка элемента в направлении, противоположном направлений его смещения от воздействия основного инструмента 2. При наличииу пбковки нескольких кольцевых элементов смещают дополнительным деформирующим инструментом 4 торцовый ytfatfo каждого элем:ента в направлении, пр10тиво1Г блЗжй6М Шещейий) элемента от воздействия основного инструмента 2 (см. фиг. 3). РазжерЬг Дополнительного деформирующего инструмента 4 назначаются таким образом, чтобьГпрй выходе взаимодёйствующей с пуансоном 3 1тоМв1й Ш1 ОническогО участка инструмента 2, свободный торцовый участок кольцевого элемента занимал требуемое чертежом готовой поковки положение D DM при обжиме, и d djt при раздаче . гдеЕ) - наружный диаметр кольцебого элемента ПОКОВКИ} 1)щ4- диаметр Цилиндрического участка обжимной матрицы; -внутренний диаметр ,кольцевого эле.i«jg;a;a,j i;i iмента поковки; диаметр цилиндрического участка раздающего пуансона. Пример. Способ реализованна кольцевых конических образцах из стали 45 и тех719775нически чистого свинца. Размеры образцов: диаметр больщего основания 109,9 мм; диаметр меньшего основания 100,7 мм; высота 38,2 мм; угол конусности 7°; толщина стенки i8,8 мм. Образцы деформируют в матрице и на пуансоне с углами конусности 7°. Свинцовые образцы дефбрййрук)т на универсальной испытательной мащине ГРМ-50, стальные - на гидропрессе усилием 100 тс при 850°С; нагрев выполняют в электропечи. Деформирование образцов известным способом приводит к искривлению нижней части образцов. Протяженность зоны искривления находится в пределах 1/3 высоты образца. НаибольЩее искривление наблюдают на нижнем торце и составляет до 1,5 мм на сторону как на стальных, так и на свинцовых образцах. Предлагаемый способ позволяет уменьшить искривление образцов до 0,2 мм на сторону. Способполучения поковок без щтамповочных уклонов обеспечивает повышение их точности и качества за счет значительного уменьшения искривления кольцевых элементов поковок, вследствие чего устраняется брак по черновинам и обезуглеррженному слою на Деталях послемеханической обработки. Формула изобретения Способ получения поковок без щтамповочных уклонов, включающий объемную штамповку полуфабриката, имеющего по меньшей мере один кольцевой элемент в вИДе Отрезка конической трубы, и последующую калибровку , полуфабриката воздействием равномерно распределенными по кругу радиальными деформирующими усилиями на стейку кольцевого элемента, отличающийся тем, 4TOV с целью повыщения точности поковок, в процессе калибровки торцовый участЪк кольцевого элемента подвергают дополнительной пластической деформации воздействием равномерно распределенньши по кругу радиальными деформирующими усилиями, прикладываемыми в направлений. Противоположном первоначальному. Источники информации, принятые во внимание при экспертизе 1. Бичукин Ф. Д. и др. Малоотходная и точная штамповка. Ижевск, Удмуртское книжное изд-во, 1961, с. 10, 21, фиг. 3.
О)5}
Фиг.2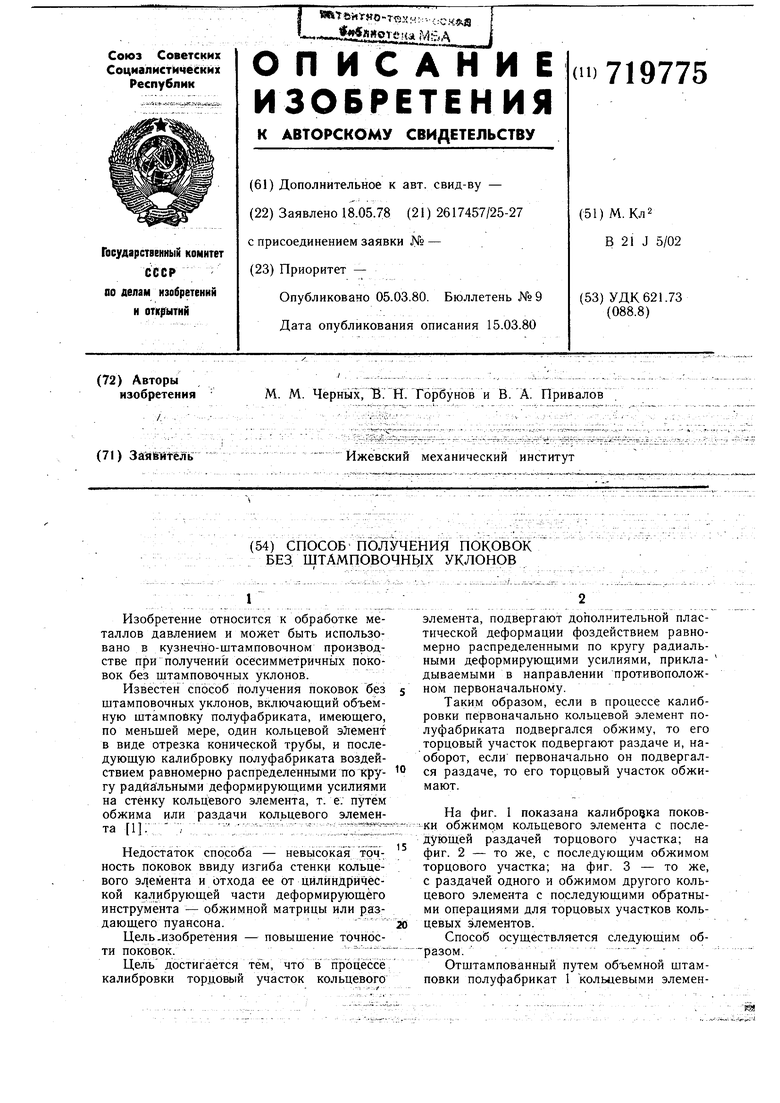

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ ДЛЯ ДЕТАЛЕЙ С КОЛЬЦЕВЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2471587C2 |
| Способ формообразования поковок топора | 1986 |
|
SU1407650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU893370A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1139553A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления кольцевых поковок со ступицей и фланцем | 1982 |
|
SU1174143A1 |
(Риг.з
