(54) ЛИТНИКОВАЯ СИСТЕМА
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| Многоярусная литниковая система | 1979 |
|
SU856646A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| Литниковая система | 1964 |
|
SU511994A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
Изобретение относится к области литейного производства, в частности к литниковым системам..
Известна литниковая система, включающая стояк, литниковые .ходы и горизонтальные и вертикальные дроссели, встроенные между литниковыми ходами и встык с ними, причем дроссели расположены ниже этих литниковых ходов или у их нижнего основания 1.
Соединение дросселей с литниковыми ходами встык приводит к усиленной эрозии последних из-за того, что струя металла, вырываясь из дросселя, ударяет в противоположную стенку литникового хода, что приводит к разбрызгиванию металла.
Недостатком литниковой системы является также то, что она не об.еспечивает предотвращения прорыва газов, образующихся при течении расплавленного металла по каналам, выполненным в сырых песчано-глинистых формах.
Кроме того, в отливках, заливаемых посредством известной литниковой системы, возникают дефекты, связанные с возникновением гидравлического удара в лит ейной форме в момент ее заполнения.
Цель изобретения - увеличение выхода годного и улучшение качества отливок.
Поставленная цель достигается тем, что в литниковой системе дроссели расположены над литниковыми ходами и соединены с ними внахлестку, причем количество дросселей рассчитывают по формуле
п (0,8-М ,0)%i--,HfAi.
где п - количество дросселей; h UT - высота от уровня подвода питателей к отливке до уровня металла в стояке или чаше, см; f - плотность заливаемого, металла, г/см; РГАЗ - давление газов на поверхности контакта металла с формой,, г/см 2.
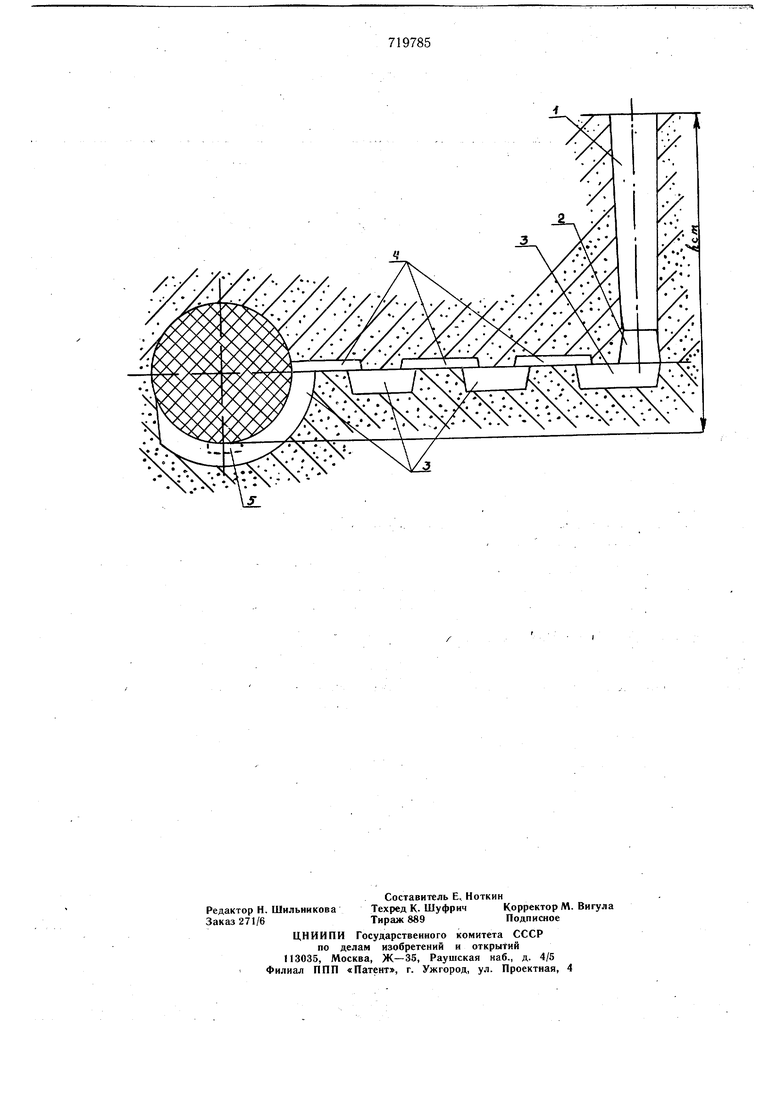
Расположение дросселей над литниковыми ходами (наряду с уменьшением скорости заливки) выполняет роль гидравлического затвора, что обеспечивает задерживание тяжелых включений и затвердевших брызг металла, образующихся при заливке; они ударяются о стенки; прилипают к ним или оседают в литниковых ходах. Кроме того, соединение дросселей с литниковыми ходами внахлестку, если площадь перекрытия больше площади поперечного сечения дросселя И меньше или равна площади поперечйогс) сечения литниКовогОхода, ликвидирует фонтанирование 1леталла, что предотвращает размыв литниковых ходов, разбрызгивание металла и образование связанных с этим дефектов.отливки. Из формулы видно, что величина - (см) - давление, выраженноев, сантиметрах столба заливаемого металла, которое необходимо и достаточно для противодействия давлению газов, образующихся в стенках каналов при движении по ним расплавленного металла. Наличие в литниковой системе количества дросселей, рассчита ного пО формуле; создает в ее каналах таКоеДавление заливаемого металла, которое превйщает величину давления газов, образующихся в стенках этих каналов. Это предотвращает прорыв газов, отслоение сухой корки и проникновение их в металл, текущий по каналам литниковой системы. Коэффициент 0,8 учитывает возможность непредвиденных повыщений газового давления изза повышенной влажности формовочной смеси Или Концентрации органических вещ;еств в.ней.. На чертеже приведена схема литниковой системы. Схема содержит стояк 1, имеющий высоту hc,T (см), и установленный за ним металлоприемник 2, которые соединены посредством литниковых ходов 3, дросселей 4, распблОжённйХ над литниковыми ходами внахлестку (причем плрщадь перекрытия больще поперечного сечения дросселя и меньше или равна площади поперечного сечения литникового хода), и питателя 5 с полостью литейной формы, (на схеме не показана). Литниковая система работает следующим образом. Заливаемый металл проходит через стояк 1, металлоприемник 2 в литниковые ходы 3, дроссели 4, питатель 5 и спокойно заполняет литниковую форму. Вследствие размещения дросселей 4 над литниковыми ходаМИ 3 создается гидравлический затвор. В результате затвердевшие брызги металла, образовавщиеся при заливке, и другие тяже{1ые включения, ударяясь о стенки каналов, прилипают к ним или оседают на дно литниковых ходов 3. Расположение дросселей 4 над литниковыми ходами 3 внахлестку обеспечивает спокойное истечение металла, который не ударяется о противоположную стенку литникового хода и .не размывает ее. Так как количество дросселей рассчитано по формуле, то при заполнении литниковой системы металлом создается напор, превышающий величину газового давления в стенкахканалов, что предотвращает про-, нйкновение газов и неметаллических включений в металл, движущийся по литннкОВой . системе, при этом гасится гидроудар в форме и уменьшается возможность образова-. Ния усадочной рыхлоты. Формула изобретения Литниковая система, включающая стояк, литниковые ходы, питатели и дроссели, вс-Гроенные последовательно между стояком и питателями, отличающаяся тем, что с целью повышения выхода годного и улучшения качества отливок, дроссели расположены над литниковыми ходами внахлестку, а их число определяется по формуле п(0,,0)-Ь.У:, где п - необходимое количество дросселей; hcT -высота от уровня подвода питателей к отливке до уровня металла в стояке, см; J - плоТность заливаемого металла, РПЧЗ - давление газов на поверхности контакта с формой, г/см. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 108762, кл. В 22 С 9/08, 1953..
