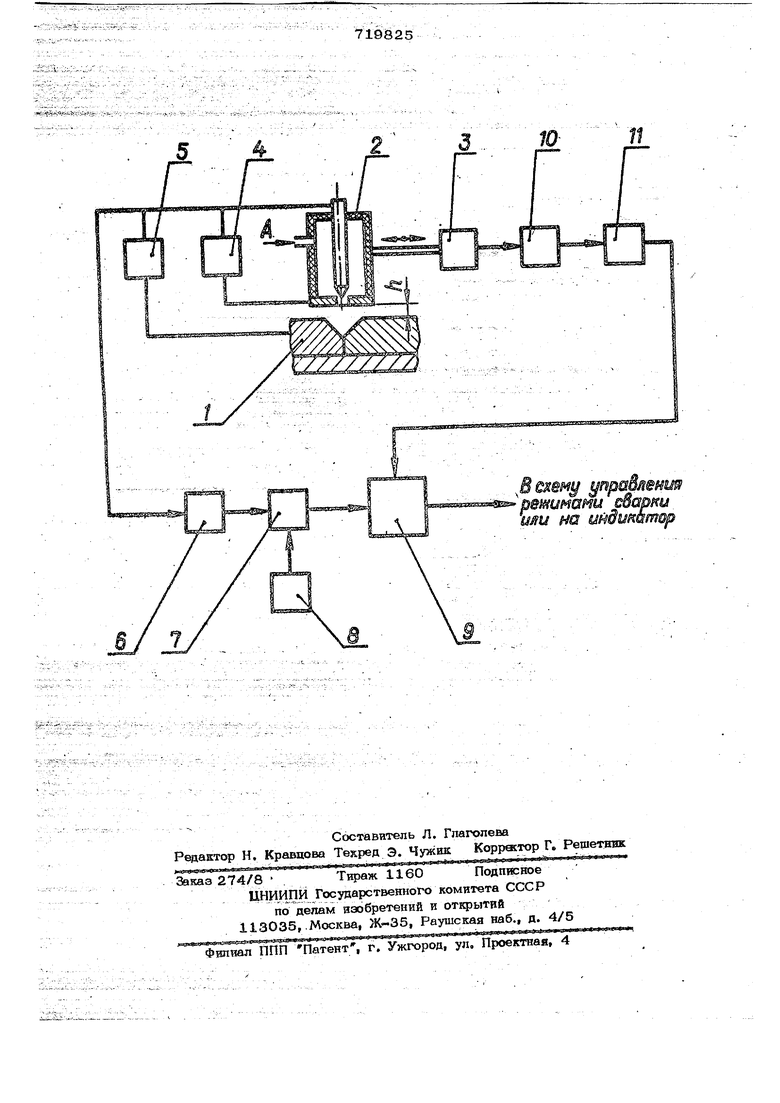
измеряют йатгрйженйё датчиком и вёгчитают из не1х заданную величину напряжения 2 /-----у-.-у----;---; ;--:-; г------«-/V-- Недоста-х-ок известного с под оба и Tow; « 1эГТ Г й Ш1етШШгрШ дёЖй 1ййа, 4fb wtOHceT привести к непопнЬму ёайЬпнёйию райдёйКй расПЖвШМым металлом. . . . Цель изобретения - измерГение площа ttiT сечения раэделки кромбк с тыковых соединений. ПоСтЖВленТная цёль достигается тем, 4Tfe в ййГчестве ййтчика используют маломощный плазмотрон, сканируют его на величину хода, превышающуюнаибольшую ширину раздепкистыка, измеряют падени напряжения на столбе плазмешюй етруи за один полупериод сканирования и од 1ШрШШйо )т1яз неги постоянную величшу напряжения пропорциональную стабтшой ШсЬШ тШШШТШё Ш над повергшостьго изделия в одной из край1Й скайгйрдьантйй % 11нтёгри 1 тЗ рр ШЬа4Г ШГЕфёйШЙТШ ния плазмотрона в плоскости сканирова ;ния.;; ;7-:;. . На чертеже приведеш блок-схема способа изме рения площади сечения раэдёпйи кромок. , - . . - . . -. .-1. --.- л,:..:..л ...-: .;;.-.Л л..-. ..Ч.-.,,,.-:а:.-Л-,-,.,- -:- . .. . i , Стрелкой А указан подвод плазмооб; разуюшёго газа, а размером К указана стабильная высота установки плазм ьЪ1 ёйГйШё рхйбс и изделия. Сдвоенной стрелкой указано направление сканирования плазмотрона поперек раэ., .u.A.:. Йадёлие 1 с разделкой переменного сёчёния по длине стыка собрайЬ,например, на медной под1аюдке. Над инделйем на стабильной высоте установлен маломощный плазмотрон 2 коевёШеГо дёйствЙ5а. Плас(м6трон обеспёшвает полу чён1яе сжатой дуги небопЬЖогЗ ПбЙёрёч- ного сечения. Высота li. выбираетсй минимально возможной с учетом продоль ной волнообразности стыка. ПлайШ рбн усШШЙен Шёр Ш ЙВареЭДоГо шстру Мёнта йо ходу сварки на механизме 3 сканирования, который жестко связан со ™СЁарочнй М инструт е ом при движении последneix) вдоль стыка. Нап шШййе ёйгрйда lib стыку, а следовательно, и сЬШбщенйе середины зоны сканирования со стыком производится с помощью и&Вестных систем с необходимой для свар ТОЧНОСТЬЮ. V ,„ ..„..j К источник йитёнйя по известным схемам. Исачэчвик -r s ; - питания дежурной дуги подключен к эле ;роду и соплу плазмотрона, а стабилизиованный маломощный источник 5 йита- ия плазменной дуги подключён к электроду лазмотрона 2 и изделию 1. Изменяю- еёся напряжение на .столбе дуги плазмо- рона, сиятоё между электродом плазморона И изделием, через нормирующий реобразователь 6 подается на один ИЭ: входов сумматора 7. Второй вход сумматбра 7 связан с блоком установки 8 напряжения, пропорционального стабильйои высоте tb установки плазмотрона 2 над поверхностью изделия 1. Выход сумматора 7 соединенс входом интегратора 9, в. качестве которого может быть применен, например, интегратор ИЭ-1. С механизмом 3 сканирования связан отметчик 10 времени хода плазмотрона с постоянной скоростью (без учета времени на реверс хода в крайних положениях, где скорость хода переменная).. Отметчик 10 вырабатывает за один полу- йёрйой б аййрбвагия, например, йри прямом хрд1а плазмотрона поперек стыка, два сигнала: начало хода плазмотрона с постоянной скоростью и конец указанного хода. Эти сигналы поступают в блок 11 уйравЛёНйя интегратором, выход которого СВйЗай Современным входом интегратора 9. Выходной сигнал с интегратором 9 используют для регистрации площади ,сечений разделKii, в этом случае сварщик самостоятельно решает, какой из параметров рёЖШа сварки изменять для заполйеййЯраЩёЛКй металлом шва; для подачи сигнала в Схему автоматической корректировки сВарки в зависимости от изменившегося сечения разделки, в этом случае блок управления режимами сварки автоматически корректирует скороСтьеВаркй; ТОК и напряжение дуги по Зарайёё известным зависимостям для сварки заданного класса изделий. сварки совмещают электрод со стыком и в известном порядке включают плаёмотроно Источником 4 зажиГайтдёж Зрйую Д1Ту, а затем источн№ком 5 возбуяздаютбсношую сжатую дугу, у которой падение напряжения на столбе йпазмёнйой струи Пропорционально высоте tl между соплом плазмотрона и иэделиём. Это Йапряжение поступает на преобразователь 6, а затем в нормированном виде на один из входов сумматора 7. Механизмом 3 сканирования переводят плазмотрон за пределы разделки изделия 1, устанавливают высоту fl и блоком установки 8 вводят в сумматор 7 напряжение,пропорциональное фактической высоте fi .. При включении механизма 3 сканирования плазмотрон 2 перемещается поперек разделки изделия 1 и напряжение на столбе плазменной струи при этом будет изменяться пропорционально изменению высоты ft между изделием и торцом сопла плазмотрона по оси выходного о верстия сопла. В сумматоре 7 из этого напряжения вычитается напряжение, npis порциональное установленной высоте ti , .и на выходе сумматора 7 получаем напр5 Жение, 1фопор1шональное изменению глу бины рааделки относительно наружной . поверхности изделия 1 за время прохо дёния оси плазмотрона над разделкой. В начале прямого хода полупериода сканирования отметчик 1О выдает команду начало, по которой блок 11 включает интегратор 9, а в конце прямого хода - конец, по которой интегратор отключается. Таким образом, в интеграторе 9 напряжение, пропорциональное изменению глубины разделки, интегрируется за постоянный отрезок времени (между кома дами начало и конец ) и выходная величина пропорциональна площади сечени разделки кромок. При обратном ходе другого полупериода сканирования плазмотрон возвращается в исходное положение, а интегратор остается отключенным В процессе движения сварочной головки .вдоль стыка плазмотрон перемещается совместно с последней и производится измерение сечения раэделки на всей длине стыка. В случаях сварки стыков с больщей кривизной или при возникновений недопус тимой методической ошибки из-за наличия расстояния между плазмотроном и сварочным инструментом, выходной сигнал с интегратора подают на запоминающее устройство, а затем считывают при подходе места сварки в ТмесТО измерения, т.е. информация о поперечном сечении раэделки запомШаетЬя на врёИй пбреме шений сварочного инструмента на расСтояние между ним и плазмотроном. Формула изобретения Способ исследования стыковых соединений, при котором датчик сканируют поперек стыка на фиксированной величине хода при движении вдоль всей длины стыка, измеряют напряжение датчиком и вычитают из рего заданную величдау напряжения, отличающийся тем, что, с целью измерения площади сечения разделяй кромок стыковых соеДи-, нений , в качестве датчика используют маломощный плазмотрон, сканируют его на величину хода, превышающую наибольшую щирину разделки стыка, измеряют падение напряжения на столбе плазменной струи за один полупериод сканирования и одновременно вычитают из него постоянную величину напряжения, пропорциональную стабильной высоте установки плазмотрона над поверхностью изделия в одной из крайних точек сканирования, и интегрируют эту разность по времени перемещения плазмотрона. Источники информации, принятые во внимание при экспертизе 1.Патент Японии N 51-23390, кл. ir23 К 37/00. , 2.Патент ФРГ № 2546894, кл. В 23 К 9/10, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ генерации сжатой дуги переменного тока | 1978 |
|
SU772763A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ автоматического регулирования процесса дуговой сварки | 1980 |
|
SU1009664A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |