Заявляемое изобретение относится к электродуговым сварочным аппаратам и может быть использовано для сварочных работ в промышленности, сельском хозяйстве, строительстве.
Известен ручной полуавтомат для сварки плавящимся электродом в среде защитных газов (заявка на изобретение №96124359 МПК В23К 9/16), содержащий горелку пистолетного типа с наконечником и соплом, механизм подачи электродной проволоки, катушку с электродной проволокой, механизм подачи защитного газа и механизм включения и подачи сварочной проволоки, установленный на каркасе горелки.
Недостатком данного ручного полуавтомата для сварки в среде защитных газов является ограничение диаметра сварочного электрода, применяемого в виде проволоки, сложность конструкции и большой вес.
Известна горелка для сварки плавящимся электродом в среде защитных газов (заявка на изобретение №2016100949/02(001161) опубл.13.07.2017, содержащая: корпус, приводной механизм, защитный кожух электрода, сварочный электрод, токоподвод, газотокопровод, керамический мундштук, приводной и прижимной ролики, отличается тем, что в горелке используется плавящийся электрод, выполненный в виде прямолинейного металлического прутка длиной 300-400 мм и диаметром от 2 до 5 мм, а для обеспечения непрерывной подачи электродов в зону сварки на одном конце выполнен конус, а на другом конце электрода выполнена коническая выемка с углом меньше, чем угол конуса.
Недостатком данной горелки является то, что применяемый в горелке электрод имеет стыковочный узел в виде конуса на одном конце и конической выемки на другом конце электрода для обеспечения непрерывной подачи электродов в зону сварки, что усложняет и удорожает производство таких электродов.
Известно устройство для сварки тонких листов (RU 2131797 С1, В23К 9/167, 20.06.1999), где для фиксации электрода в корпусе применяется электродная цанга, электродная цанга в свою очередь установлена в центральном отверстии цангодержателя, при использовании электродов рабочий процесс должен быть прерван, а головка горелки выводится из зоны сварки, после разъединения электродных цанг с помощью электродных винтов электрод может быть вытянут вниз из электродных цанг и заменяться новыми электродами.
Недостатком данного устройства является то, что в процессе сварки электрод жестко зафиксирован в электродной цанге, нет движения электрода относительно электродной цанги, и после израсходования электрода требуется прекратить сварку для того, чтобы заменить электрод.
Задачей изобретения является упрощение конструкции электродов, а именно электроды выполняются с плоскими торцами, применяемых в горелке, описанной в заявке на изобретение №2016100949/02(001161) при сохранении возможности непрерывной подачи электродов в зону сварки и сохранении других положительных качеств горелки описанных в этой же заявке.
Поставленная задача решается тем, что применяемый сварочный электрод в виде прямолинейного прутка длиной 300-400 мм, и диаметром от 2 до 5 мм, выполняется с плоскими торцами, а для обеспечения непрерывной подачи электродов в зону сварки в керамический мундштук встраивается фиксатор, действующий на электрод с таким усилием, чтобы с одной стороны не препятствовать подаче электрода в процессе сварки при движении электрода относительно фиксатора непосредственно в зону сварки, а с другой стороны обеспечить удержание остатка расходуемого электрода от выпадения при прохождении его через приводной и прижимной ролики приводного механизма, а при установке следующего электрода в приводной механизм остаток электрода проталкивается следующим электродом через токоподвод и фиксатор, и при прохождении стыка электродов через токоподвод сварочный ток, проходя через стык электродов сваривает их, при этом происходит надежное соединение остатка электрода со следующим электродом, обеспечивая непрерывную подачу электродов в зону сварки.
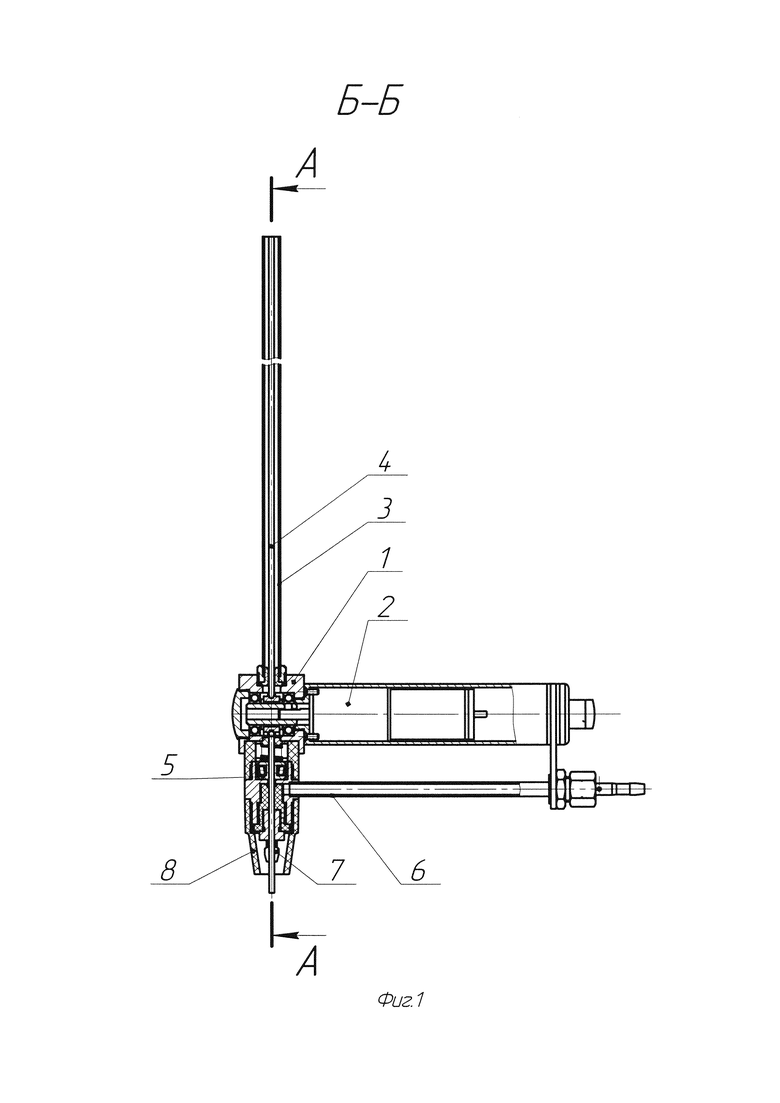
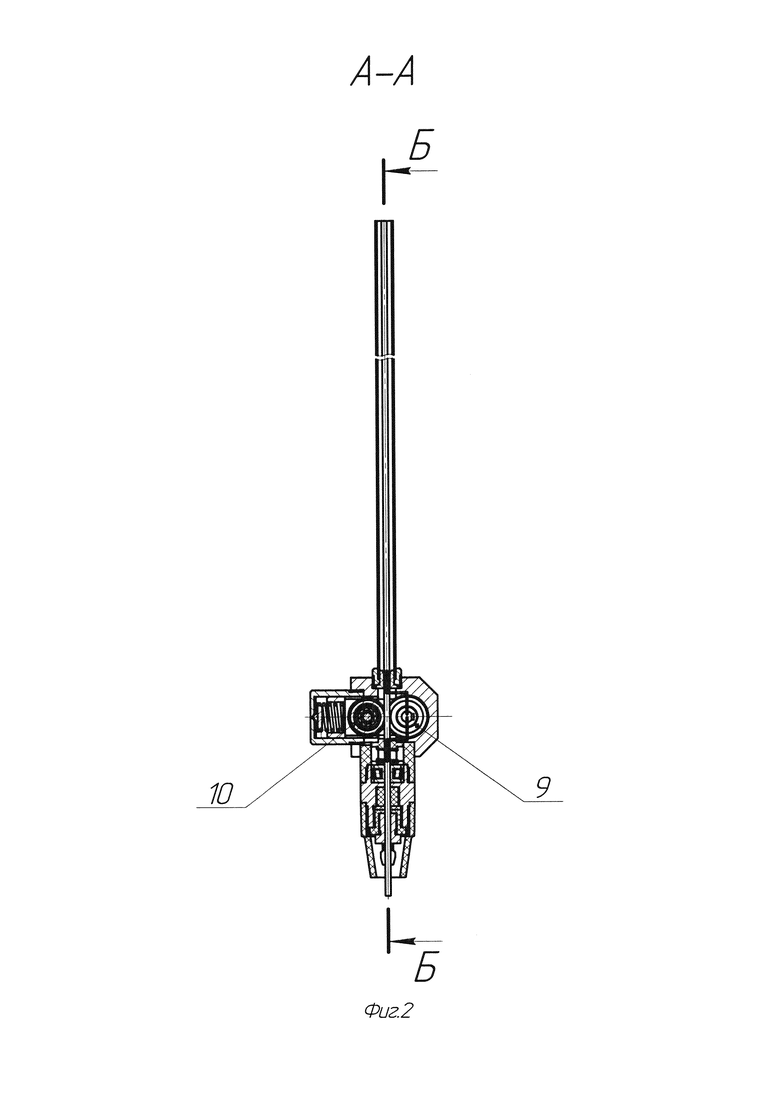
Сущность изобретения поясняется чертежами на фиг. 1, на фиг. 2 и на фиг. 3 Горелка для сварки плавящимся электродом в среде защитных газов состоит из: корпуса 1; мотор-редуктора 2; защитного кожуха электрода 3; электрода 4; токоподвода 5; газотокопровода 6, фиксатора 7, встроенного в керамический мундштук 8; приводного ролика 9; прижимного ролика 10.
Работа горелки происходит следующим образом: электрод 4 вставляется в защитный кожух 3 до контакта с приводным и прижимным роликами соответственно 9 и 10, затем приводится в работу мотор-редуктор 2, начинающий вращать приводной ролик 9, электрод 4 зажимается между вращающимся приводным роликом 9 и прижимным роликом 10, что приводит к проталкиванию электрода 4, проталкивание электрода 4 ведется до момента выхода торца электрода за пределы керамического мундштука 8, в этом положении горелка готова к работе, в момент начала работы одновременно включается мотор-редуктор 2, обеспечивающий подачу электрода 4, и движение электрода 4 относительно фиксатора 7, в зону сварки, и подача сварочного тока и защитного газа, сварочный ток от газотокопровода 6 поступает к токоподводу 5, а оттуда подается на электрод 4, что при контакте электрода 4 со свариваемым материалом (-ами) приводит к возникновению электрической дуги, а защитный газ из газотокопровода 6 поступает в керамический мундштук, и распределяется вокруг электрода 4, что обеспечивает защиту зоны сварки от контакта с воздухом, после того как электрод 4 израсходуется до выхода из контакта с приводным 9 и прижимным 10 роликами процесс сварки останавливается, но остаток электрода удерживается от выпадения фиксатором 7, после чего в защитный кожух электрода 3 сварочной горелки вставляется следующий электрод и приводной механизм продвигает его до контакта с остатком расходуемого электрода, далее горелка готова к продолжению сварки и при прохождении стыка за токоподвод сварочный ток, проходя через стык, сваривает его, при этом происходит надежное соединение остатка электрода и следующего электрода, обеспечивая таким образом непрерывную подачу электродов в зону сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Контактный наконечник к горелкам для электродуговой сварки | 1978 |
|
SU766782A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Устройство для сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU996128A1 |
| Горелка для дуговой сварки плавящимся электродом | 1976 |
|
SU671952A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| Горелка для дуговой сварки с увеличенным вылетом плавящегося электрода | 1980 |
|
SU996129A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
Изобретение относится к электродуговым сварочным аппаратам, в частности к горелке для сварки плавящимся электродом в среде защитных газов, и может быть использовано для сварочных работ в промышленности, сельском хозяйстве, строительстве. Горелка содержит корпус, приводной механизм с приводным и прижимными роликами, защитный кожух электрода, токоподвод, газотокопровод, керамический мундштук. При этом в керамический мундштук встроен фиксатор, действующий на электрод с таким усилием, чтобы не препятствовать подаче электрода в процессе сварки при движении электрода относительно фиксатора непосредственно в зону сварки и обеспечить удержание остатка расходуемого электрода от выпадения при прохождении его через приводной и прижимной ролики. Техническим результатом изобретения является упрощение конструкции горелки и возможность непрерывной подачи электродов в зону сварки. 3 ил.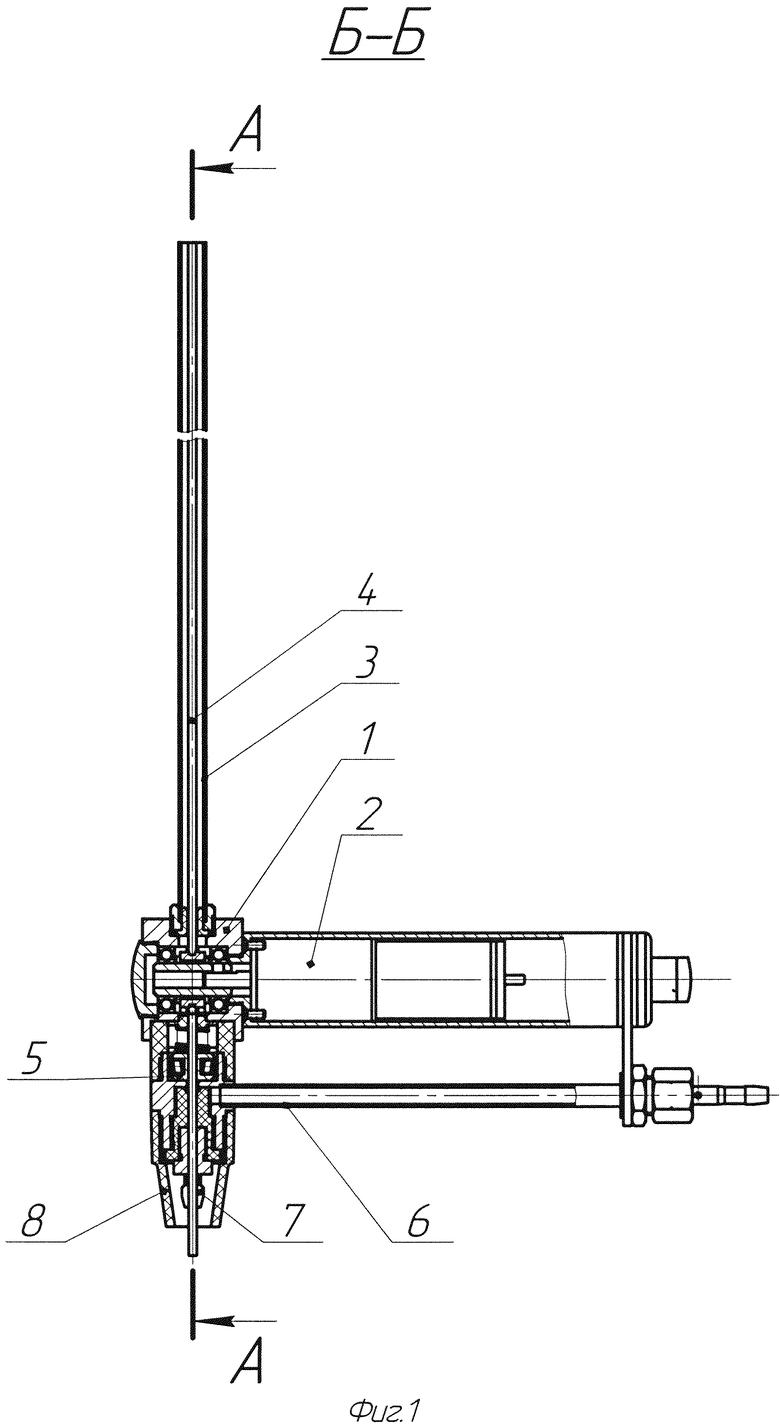
Горелка для сварки плавящимся электродом в среде защитных газов, содержащая корпус, приводной механизм с приводным и прижимными роликами, защитный кожух электрода, токоподвод, газотокопровод, керамический мундштук, отличающаяся тем, что в керамический мундштук встроен фиксатор, выполненный с возможностью воздействия на электрод с усилием, обеспечивающим подачу электрода в процессе сварки при движении электрода относительно фиксатора непосредственно в зону сварки и удержание остатка плавящегося электрода от выпадения при прохождении его через приводной и прижимной ролики.
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТОНКИХ ЛИСТОВ | 1995 |
|
RU2131797C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2197365C1 |
| US 3975615 A1, 17.08.1976 | |||
| Бестермостатный гравиметр | 1959 |
|
SU128155A1 |
| Предохранительное приспособление к фрикционному молоту с доской | 1930 |
|
SU34888A1 |
| RU 2016100949 A, 13.07.2017 | |||
| RU 96124359 A, 10.02.1999 | |||
| RU 2014130268 A, 20.02.2016 | |||
| RU 2012105428 A, 10.12.2013. | |||

