1
Изобретение относится к области дуговой сварки, преимущественно неплавящимся электродом в защитных газах, и может быть применено при изготовлении тонколистовых конструкций с отбортовкой кромок, имеющих сложную форму шва, поверхность с различной кривизной.
Известно устойство для сварки тонколистовых конструкций с отбортовкой свариваемых кромок, имеющее сжимающее ролики и неплавящийся электрод, горелку и механизм перемещения, содержащий привод, соединенный с конической шестерней, размещенной вокруг сопла горелки па втулке-подшипнике и жестко связанной с фрикционным коническим колесом. Устройство обеспечивает плавление отбортовки непосредственно между роликами, в результате чего ролики подвергаются интенсивному износу, приводящему к потере формы роликов и их работоспособности. Кроме того, известное устройство не обеспечивает выполнение сварного шва заподлицо со свариваемыми поверхностями.
Отличительной особенностью .предлагаемого устройства является то, что ось вращения конической шестерни и вертикальная ось механизма перемещения смещены относительно оси сопла горелки вперед по ходу сварки за счет эксцентричности внутренней и наружной поверхностей втулки подшипника.
Для изменения зазора между роликами при сварке материалов различной толщины механизм перемещения с приводом может быть смонтирован подвижно вдоль своей оси, при
этом обжимающие отбортовку ролики подпрулсинепы со стороны конической шестерни.
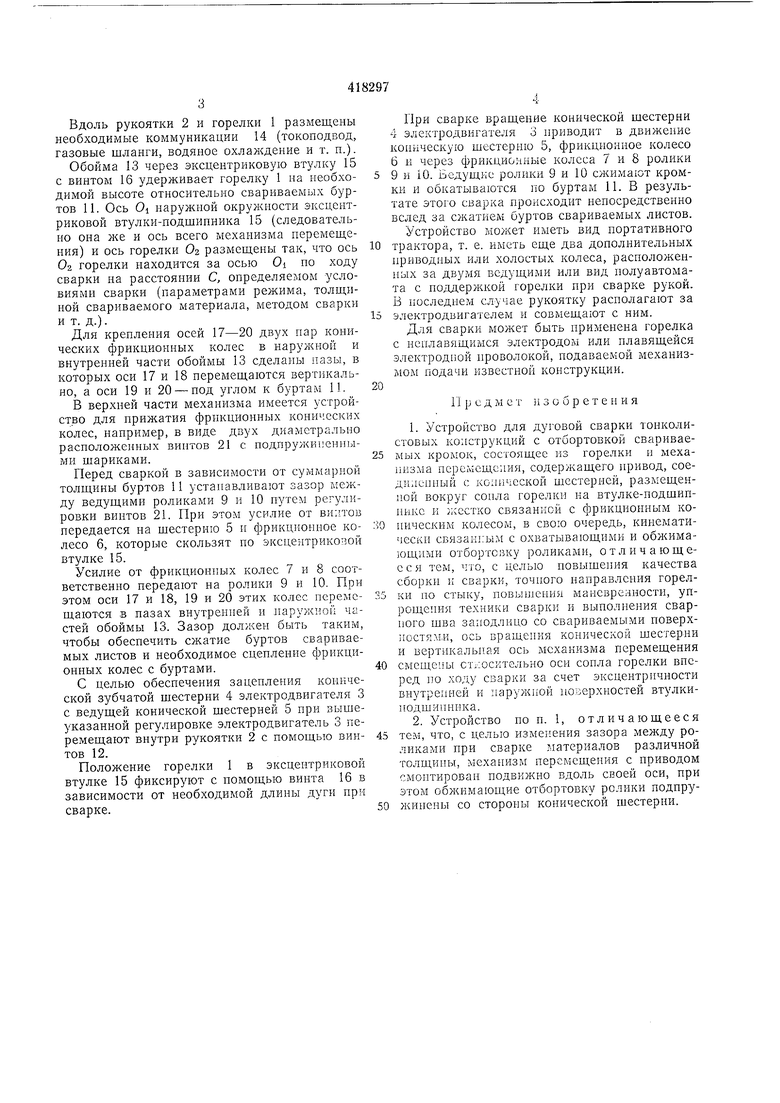
На фиг. I и 2 показано предлагаемое устройство в двух проекциях; на фиг. 3 - устройство для перемещения горелки и сжатия кромок.
Горелка с механизированным приводом состоит собственно из дуговой сварочной горелки 1, рукоятки 2 со встроенным в нее электродвигателем 3, коническая шестерня 4 которого
находится в зацеплении с ведущей шестерней 5, жестко скрепленной с фрикционным коническим колесом 6. Последнее находится в зацеплении с фрикционными коническими колесами 7 и 8, а колеса 7 и 8 - соответственно с
фрикционными коническими колесами-роликами 9 и 10, служащими для сжатия буртов 11 сварных листов и являющимися ведущи.мн роликами для перемещения всего устройства при сварке.
Электродвигатель 3 размещен в полости рукоятки 2 и может перемещаться в вертикальном направлении винтами 12. Р-укоятка 2 жестко скреплена с обоймой 13, которая удерживает две пары фрикционных конических колес 7 и 9, 8 и 10.
Вдоль рукоятки 2 и горелки 1 размещены необходимые коммуникации 14 (токоподвод, газовые шланги, водяное охлаждение и т. п.).
Обойма 13 через эксцентриковую втулку 15 с винтом 16 удерживает горелку 1 на необходимой высоте относительно свариваемых буртов 11. Ось Oi наружной окружности эксцентриковой втулки-подшипника 15 (следовательно она же и ось всего механизма перемеш;ения) и ось горелки Oz размещены так, что ось Oz горелки находится за осью Oj по ходу сварки на расстоянии С, определяемом условиями сварки (параметрами режима, толщиной свариваемого материала, методом сварки и т. д.).
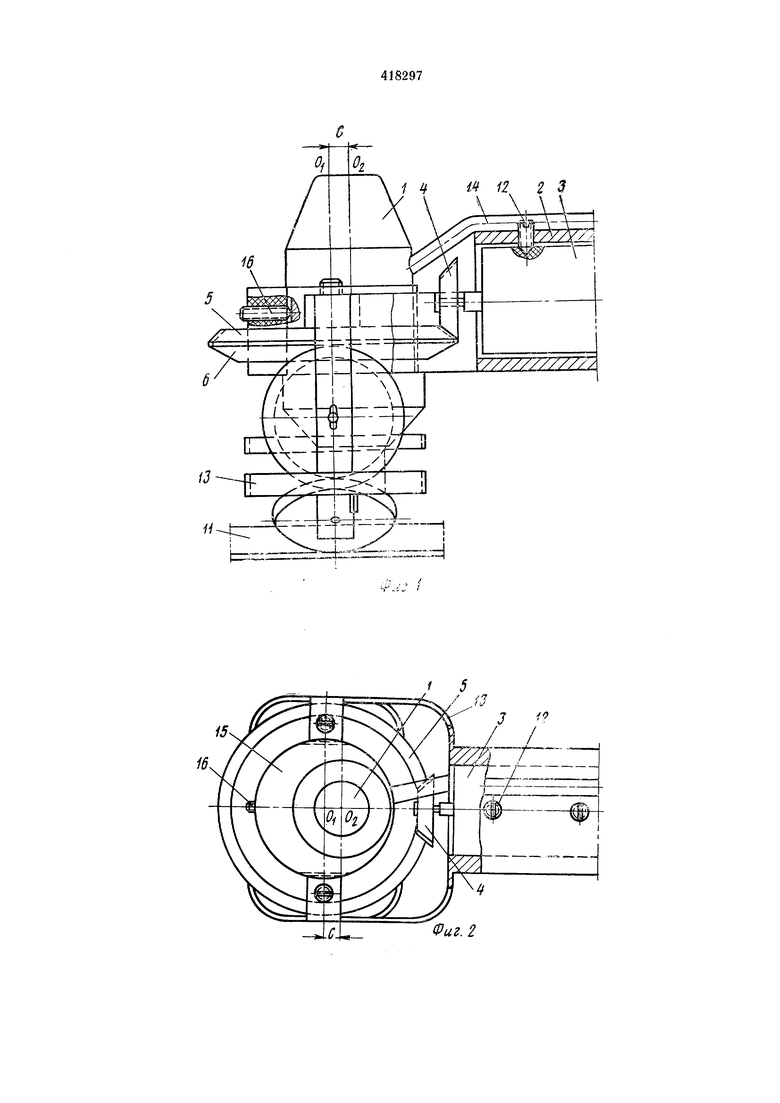
Для креплення осей 17-20 двух пар конических фрикционных колес в наружной и внутренней части обоймы 13 сделаны пазы, в которых оси 17 и 18 перемещаются вертикально, а оси 19 и 20 - под углом к буртам 11.
В верхней части механизма имеется устройство для прижатия фрикционных конических колес, например, в виде двух диаметрально расположенных винтов 21 с подпружиненными шариками.
Перед сваркой в зависимости от суммарн.ой толщины буртов 11 устанавливают зазор между ведущими роликами 9 и 10 путем регулировки виптов 21. При этом усилие от вимтов передается на шестерню 5 и фрикционное колесо 6, которые скользят по эксцентриковой втулке 15.
Усилие от фрикционных колес 7 и 8 соответственно передают на ролики 9 и 10. При этом оси 17 и 18, 19 и 20 этих колес перемещаются в пазах внутренней и наружной частей обоймы 13. Зазор должен быть таким, чтобы обеспечить сжатие буртов свариваемых листов и необходимое сцепление фрикционных колес с буртами.
С целью обеспечения зацепления конической зубчатой шестерни 4 электродвигателя 3 с ведущей конической шестерней 5 при вышеуказанной регулировке электродвигатель 3 перемещают внутри рукоятки 2 с помощью винтов 12.
Положение горелки 1 в эксцентриковой втулке 15 фиксируют с помощью винта 16 в зависимости от необходимой длины дуги при сварке.
При сварке вращение конической шестерни 4 электродвигателя 3 приводит в движение копическую шестерню 5, фрикционное колесо 6 и через фрикционные колеса 7 и 8 ролики 9 и 10. Ведущие ролики 9 и 10 сжимают кромки и обкатываются по буртам 11. В результате этого сварка происходит непосредственно вслед за сжатием буртов свариваемых листов. Устройство может иметь вид портативного
трактора, т. е. иметь еще два дополнительных приводных или холостых колеса, расположецпых за двумя ведущими или вид полуавтомата с поддержкой горелки при сварке рукой. В последнем случае рукоятку располагают за
электродвигателем и совмещают с ним.
Для сварки может быть применена горелка с неплавящимся электродом или плавящейся электродной проволокой, подаваемой механизмом подачи известной конструкции.
И р с д м е т и 3 о б р е т е и и я
1.Устройство для дуговой сварки тонколистовых конструкций с отбортовкой свариваемых кромок, состоящее из горелки и механизма перемещсиия, содержащего привод, соедилспиый с конической шсстерией, размещенной вокруг сопла горелки на втулке-подшипнике и /кестко связаи -1ой с фрикционным копическим колесом, в свою очередь, кипематически сБязаигым с охватывающими и обл ;имающими отбортовку роликами, отличающееся тем, что, с целью повышения качества сборки и сварки, точиого паправления горелки по стыку, повьплепия мапсвренпости, упрощепия техники сварки и выполнения сварпого шва заподлицо со свариваемыми поверхностями, ось вращения конической шестерни и вертикальная ось механизма перемещения
смещены ст;-:осительно оси сопла горелки вперед по ходу сварки за счет эксцентричности внутрепией и ааруж1ЮЙ поверхностей втулкиподшипника.
2.Устройство по п. 1, отличающееся тем, что, с целью изменения зазора менаду роликами при сварке материалов различной толщины, мехапизм перемещения с приводом смоптировап подвижно вдоль своей оси, при этом обжимающие отбортовку ролики подпружииепы со сторопы конической шестерни.
уiTZ IIlfl-II -I
. I ..- «. «J
..-..-.-. .......-......--..ШГ......
Ь -- I
1 Ц М i2 2 3
, 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ в ЗАЩИТНЫХ ГАЗАХ | 1973 |
|
SU364402A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 1972 |
|
SU335061A1 |
| Головка для сварки | 1987 |
|
SU1523276A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1966 |
|
SU223231A1 |
| Двухэлектродная горелка | 1982 |
|
SU1106615A1 |
| Двухэлектродная горелка | 1985 |
|
SU1279773A1 |
15
/ 5
Фиг. 2
10
20
(Риг.д
