Изобретение относится к устройствам для нанесения горячих покрытий, в частности к устройствам для нанесения покры тий на листовой прокат и может быть ис пользовано при производстве освинцованных или луженых стальных листов. Известные устройства для нанесения горячих покрытий на листовой прокат не обеспечивают высокого качества покрытий и требуют дополнительных устройств для обработки покрытых листов. Известно устройство, содержащее ванну для расплава с флюсовой коробкой, при водные валки и направляющую рещетку, смонтированные в ванне, в котором формирование слоя покрытия осуществляется с помощью выводящих валков, частично погруженных в расплав l. Такое устройство не позволяет регул ровать толщину покрытия и не обеспечивает равномерности покрывающего слоя на поверхности листов. Известно устройство оля нанесения свинцово-оловянлых покрытий, которое со держит ванну для расплава с флюсовой коробкой. В ванне установлены приводные валки и направляющие пластины. Формирование слоя покрытия происходит в масляной среде, для чего данное устройство снабжено резервуаром для масла, в котором смонтированы отжимные валки. Me- талл1гческие листы, проходя через свинцово-оловянный расплав, поступают в жировую машину, где с помоигью отжимных валков снимаются излищки жидкого метал-, ла и в верхнем слое масла происходит затвердевание покрытия 2 . Недостатки данного устройства - низкая производительность, сложность настройки жировой машины на требуемую толщину покрытия, малый диапазон регулирования толщины покрытия (2-12), частые остановки агрегата для замены масляной среды, изменяющей свой состав под воздействием температур и расплавленного металла, а также неравномерность толщины покрытия по длине и ширине листов, утолщение покрытия по ниж372
кей кромке листов (облой), иинкование пол|1стным способом не произвопитая.
Кроме Torot необходима дополнительная обработка листового проката после выхода из жировой машины (обезжиривание, чистка, сушка), что усложняет и удорожает технологию нанесения горячих покрытий.
Известно устройство для нанесения нокрытий на ленту, содержащее ванну для расплава с флюсовой коробкой, приводные валки, направляющие пластины, Bcetsyuiные ножи со средствами регулировки з.
Недостаток устройства заключается в том, что оно не позволяет наносить качественное покрытие на листы из-за возможного их перемещения относительно воздушных ножей во время работы.
Цель изобретения - повышение качества покрытия путем стабилизации ноложе-ния изделия в .процессе обработки,
Цель достигается тем, что устройство снабжено выводящими валками, установленными в ванне вблизи поверхности расплава и предназначенными для направле- ния переднего конца листов через рамку в зазор между соплами возд шного ножа, которая уменьшает ,ппо1цадь голого зергкала и препятствует образованию окисной пленки на поверхности раснлава и ее захвату обрабатываемыми листами, т,е, способствует повышению качества покрытия, а также парой стабилизирующих роликов,, которые установлены по обеим сторонам воздушных сопел и удерживают лист Б
среднем положении между соплами. Для поддерживания листов в вертикальном попо женин до захвата приемной парой устрой ство снабжено системой направляющих роликов.
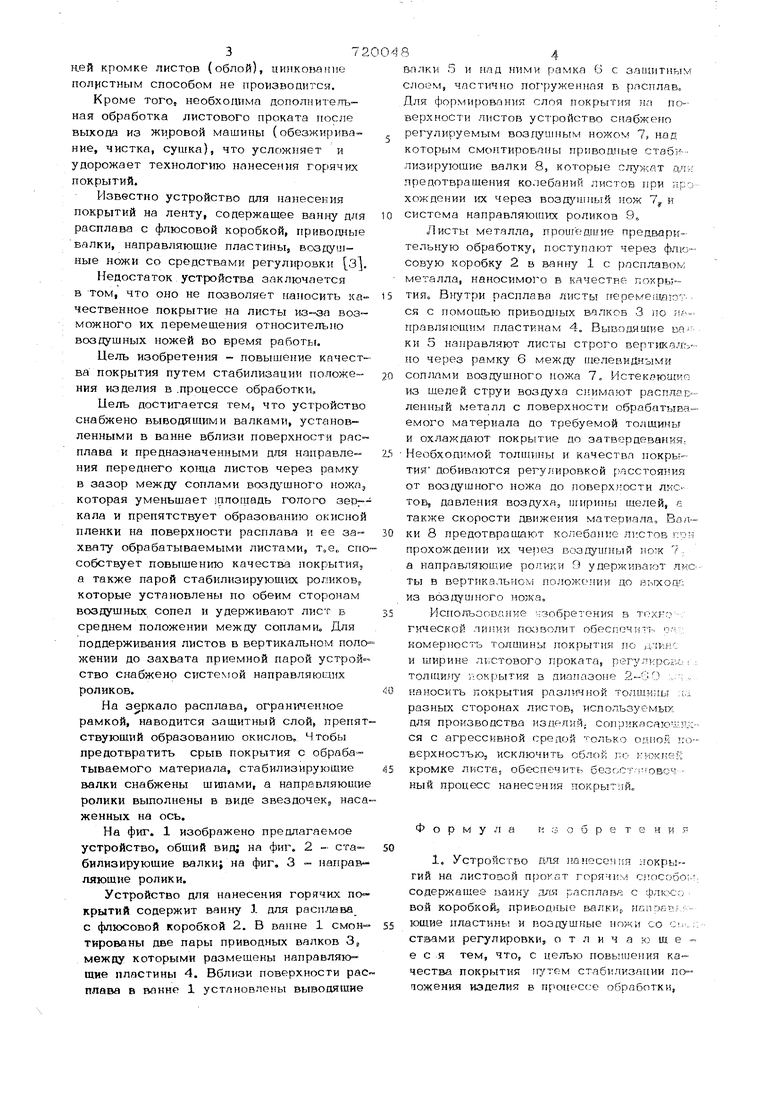
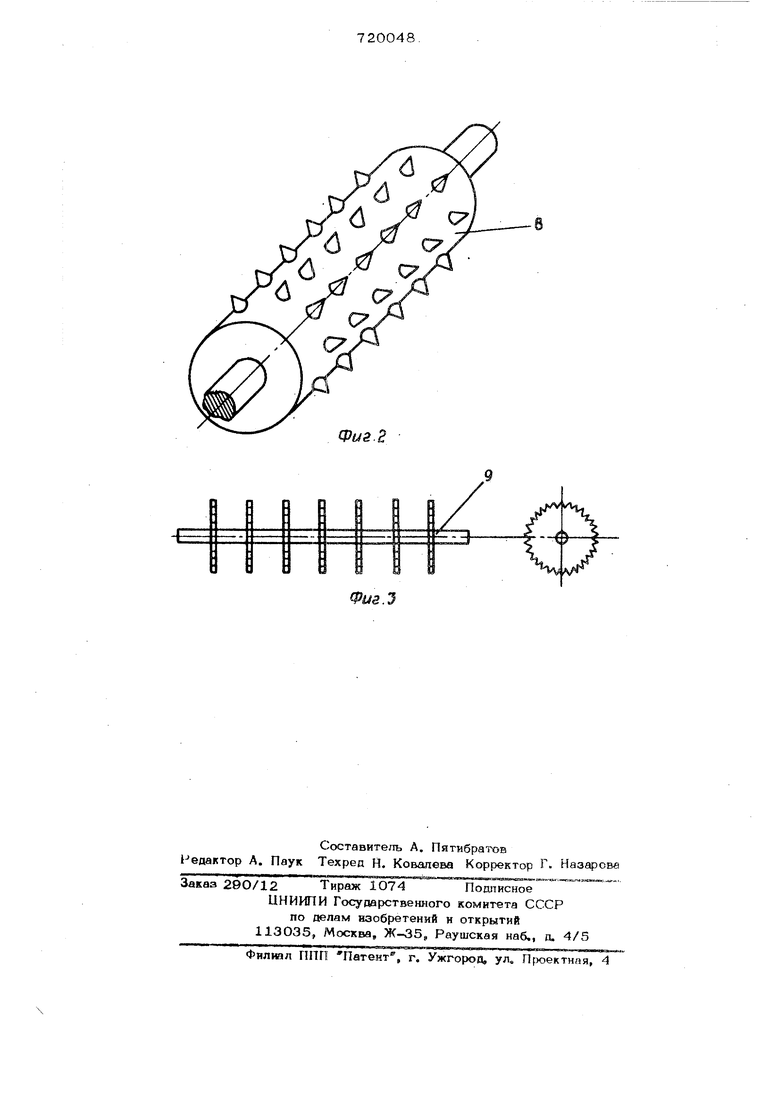
На зеркало раснлава, ограниченное рамкой, наводится защитный слой, препятствующий образованию окислов. Чтобы предотвратить срыв покрытия с обрабатываемого материала, стабилизирующие валки снабжены шипами, а направляющие ролики выполнены в виде звездочек, насаженных на ось.
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - ста- билизирующие валки; на фиг, 3 - направляющие ролики.
Устройство для нанесения горячих покрытий содержит ванну 1 для расп,г1ава с флюсовой коробкой 2. в ванне 1 смонткрованы две пары приводных валков 3 между которыми размешены направляющие пластины 4. Вблизи поверхности рас плава в ванне 1 установлены выводящие
84
валки 5 и над ними рамка 6 с aauuiTiibivi слоем, частично погруженная Б расплав. Для формирования слоя покрытия jia поверхности листов устройство С 1абжено регулируемым возг1ушнь м ножом 1, над которым смонтированы прнвоаные стаби-лизируюшие валки 8, которые дл;.; предотвраш1ения колебаний листов при про хождении их через воздупнный нож 7 и система направляющих роликов 9„
Листы металла, прошешиие предварительную обработку, поступают через ф-лло совую коробку 2 в ванну 1 с расплавов металла, наносимого в качестке .покры-тия, Вьгутри расплава листы ггеремещают ся с помошью прИБОШ ых валков 3 по н;-.правляющим пластинам 4. Выводяшие ваки 5 направляют листы строго вертикально через рамку 6 между шелевидными соплами возд /шного ножа 7, Истекоюишк
из шелей струи воздуха с)имауот расплав
ленный металл с поверхности обрабатываемого материала до требуемой толщины и охлаждают покрытие до затвердеваниЯ; Необходимой толщины и качества нокрытия добиваются регулировкой расстояния от воздушного ножа до ловерхг-ости листов, давления воздуха, ширины щелей, е также скорости движения материала. Валки 8 предотвращают колебание листов not) прохождении их че)ез воздушный ож / а направляющие ролики 9 удерживают листы в вертикальном по.чожеиии до еьгхоцй из возiiyuiнего но;ка,
Испольоование :.гзобретения в тохнгг гкческой лнпии посволит обеспочнъ о-- v KOMepisocTb толщины покрытия по ,ллинс и ширине листового проката, регулирог; толщину покрытия в диапазоне 2-У О :..;., наносить покрытия рпзлггчной толши; Ы :;.i разных сторонах лкстов. используемых для производства ИЗДРЛИЙ; соприкясаю Ш-;ся с агрессивной средой только одной гговерхнос7ъю, исключить облой по нижней кромке листа, обе(::печить безост ч-говсч ный процбх:с нанесения покрытий.
Формула
о о р е т е н к
1. Устройство Д-ля анссе 1ня локрыгий на листовой прокат горячг-м слособо;-содержащее ванну для расплаве с флк-со вой коробкойд прИЕдар.ныо валкИс, нспаяЕ; ющие пластинь и воздушные нпжн со ствами регулировки, о т л и ч а ю щ е е с я тем, что, с целью повьгшения качества покрытия 1ГАтем стабилизапии по-пюжения изделия в процессе обряботки,
оно снабжено вывоояшими валками, расположенными в ванне для расплава, рамкой, установленной над валками, стабилизирующими роликами и системой направляющих роликов,
2.Устройство по п. 1, отличают е е с я тем, что, выводные и стабилизирующие ролики установлены по обе стороны от технологической оси.
3.Устройство по пп. 1 и 2, о т л и-
чающееся тем, что стабилизиру-
юшие ролики снабжены шнпамя, а направляюшче выполнены в виде звездочек, уста новленньсх на оси.
Источники информации, принятые во внимание при экспертизе
1.Лайнер В. Н. Защитные покрытия металлов. М., Металлургия, 1974.
2.Виткин А. И., Тейндл И. И. Металлические покрытия листовой и полосовой стали, М., Металлургш, 1971.
3.Заявка Японии № 49-25816, кл. С 23 с 1/14, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного горячего лужения жести | 1979 |
|
SU865965A1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 1972 |
|
SU345241A1 |
| Устройство для нанесения покрытий на рулонные материалы | 1977 |
|
SU743727A1 |
| Способ производства оцинкованной полосы | 2024 |
|
RU2841426C1 |
| Установка для непрерывного цинкования стальной полосы | 1988 |
|
SU1627089A3 |
| Способ регулирования толщины покрытия | 1980 |
|
SU901340A1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ слоя ГОРЯЧЕГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ЛИСТА | 1972 |
|
SU352968A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОЙ СТАБИЛИЗАЦИИ НЕПРЕРЫВНО ПРОТЯГИВАЕМОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2017 |
|
RU2715933C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
f/////7//77/ /ТУ/
Риг.1 /// // ///////////// У //////////
Фиг. 2
