Изобретение .относится к оборудованию для переработки пластмасс в . изделия литьем под давлением.
Известна литьевая форма для изготовления Изделий из пластмасс по авт. ав. № 656265, содержащая неподвижную плиту с закрепленными в ней наклонной колонкой и з.апорным клином, подвижную плиту, установленные между плитами полуматрицы, взаимодействукщий с, наклонно й колонкой ползун и центральный толкатель.
Эта литьевая форма не обеспечивает освобождения отверстий полуматрицы от пробок расплава без извлечения ножа.
Цель изобретения - освобождение ртв ерстий полуматрицы от пробок расплава без извлечения ножа; . Поставленная цель достигается .тем, что нож со стороны, обр ащенной
к формующим полостям, выполнен с продольным пазом, сообщающимся с пазами, расположенными под углом к оси продольного паза и смененными относительно отверстий полуматрицы, а также тем, что пресс-форма снабжена кулачком, установленным на ползуне, а торец ножа выполнен в виде скобы, взаймодействукицей .с |сулачкоМ.
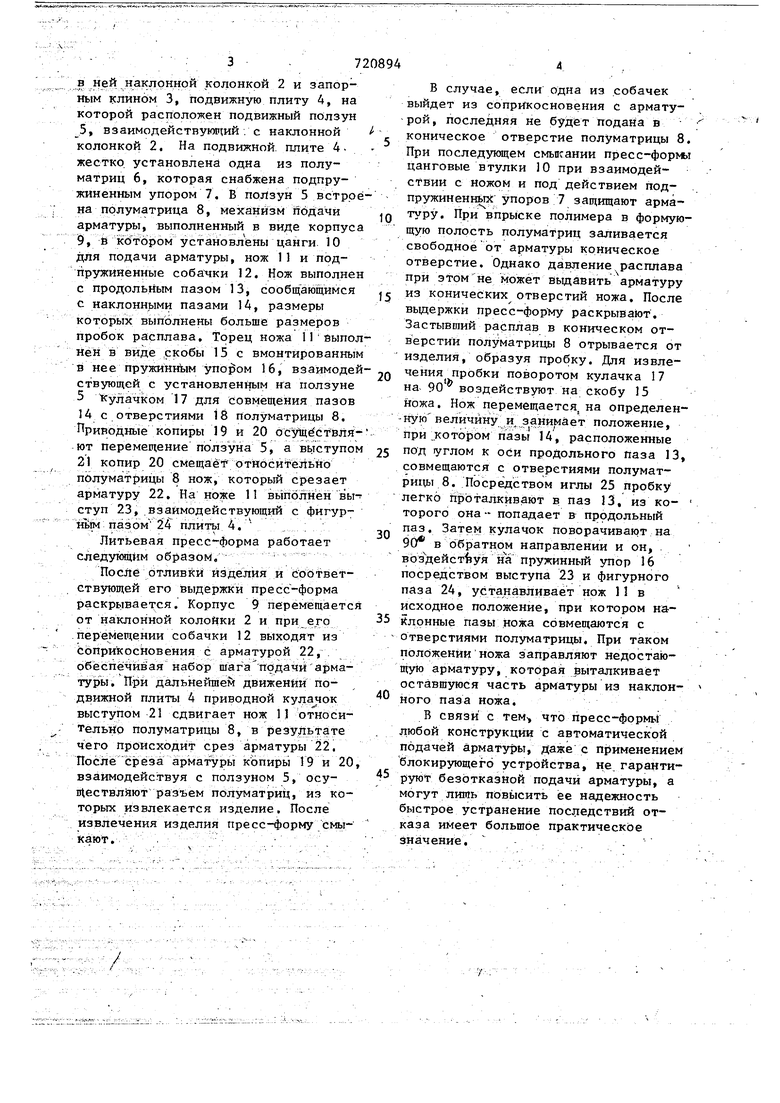
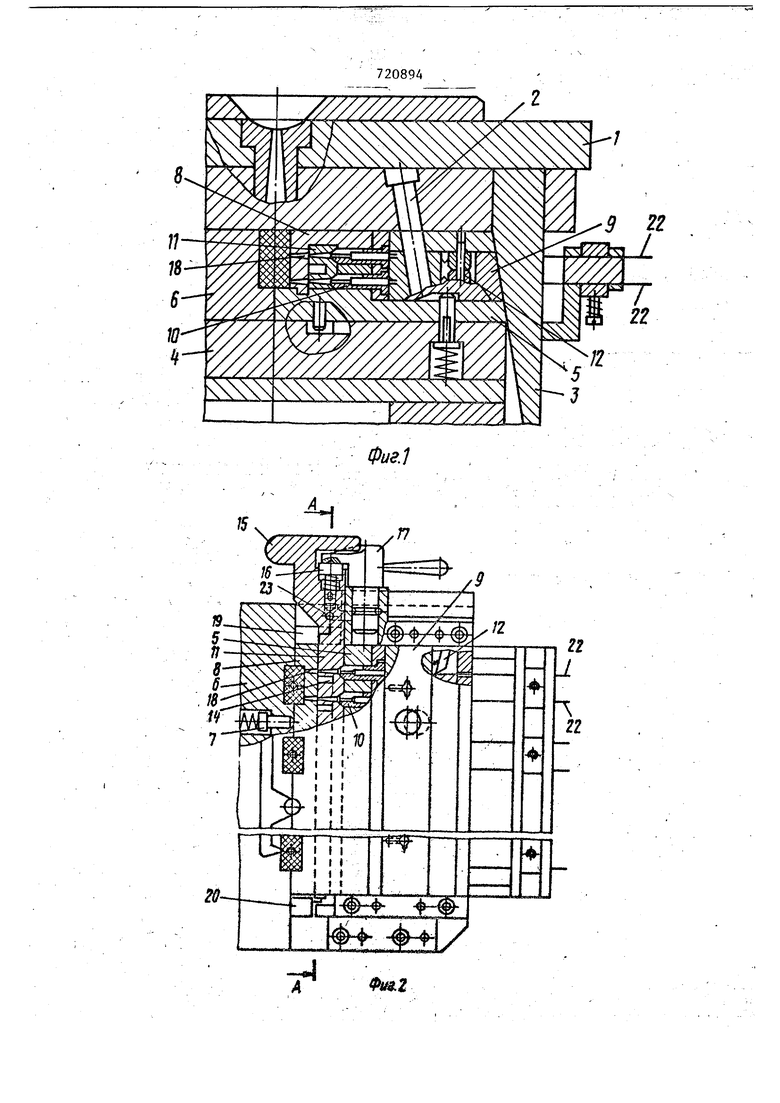
На фиг.1 изображена литьера пресс-форма, продольный разрез; на фиг,2 - то же, в плоскости разъема; на фиг.З - сечение А-А. фиг.2; на фиг.4 - вид на нож в мойент совмещения пазов его с отверстиями полуматрицы; на фиг.5 - вид на копир пр взаимодействии его с ножом в момент среза арматуры.
Литьевая пресс-форма содержит неподвижную плиту 1 с закрепленными
в ней наклонной колонкой 2 и запорным клином 3, подвижную плиту 4, на которой расположен подвижный ползун 5, взаимодействуюг1ий . с наклонной колонкой 2, На подвижной, плите 4 жестко, установлена одна из полуматриц 6, которая снабжена подпружиненным упором 7. В ползун 5 встроена прлуматрица 8, механизм пбдачи арматуры, выполненный в виде корпуса 9, и KoTOpiOM установлены цанги. 10 для подачи арматуры, нож 11 и подпружиненные 12. Нож выполнен с продольным пазом 13, сообщающимся с наклонными пазами 14, размеры которых выполнены больше размеров пробок расплава. Торец ножа 11йЫполнён в виде скобы 15 с вмонтированным в нее пружин1Й 1М упором 16, взаимодействующей с установленным на ползуне 5 сулачком 17 для совмещения пазов 14 с отверстиями 18 полуматрицы 8, Приводные копиры 19 и 20 осу1цёствляют перемещение ползуна 5, а выступом 21 копир 20 смещаёт относительно пЬлуматрицы 8 нож, который срезает арматуру 22, На ноже 11 выполнен вы- ступ 23,.взаимодействующий с фигурябй пазом 24 плить 4. V
Литьевая пресс-форма работает следукщнм образом. ; . После отливки изделия и собтвететвующей его выдержки пресс-форма раскрывается. Корпус 9 перемещается от наклонной колойки 2 и при его .перемещении собачки 12 выходят из соприкосновения с арматурой 22, . обёспёчйвая набор шагаподачиарматуры. При дальнейшей движении подвижной плиты 4 приводной KyjiajioK выступом 21 сдвигает нож 11 относительно полуматрицы 8, в резудьтате чего происходит срез арматуры 22. После с эёзаарматуры копиры 19 и 20, взаимодействуя с ползуном 5, осуЩествлйют разъем полуматриц, из которых извлекается изделие. После извлечения изделия пресс-форму смь1кают. .
В случае, если одна из .собачек выйдет из соприкосновения с армату- рой, последняя не буде т подана в коническое отверстие полуматрицы 8 При последующем смьпсании пресс-формы цанговые втулки 10 при взаимодействии с ножом и под действием подпружиненньпх: упоров 7 защищают арматуру. При впрыске полимера в формующую полость полуматриц заливается свободное от арматуры коническое отверстие. Однако давление расплава при этомне может выдавить арматуру из конических отверстий ножа. После выдержки пресс-фор ту раскрывают. Застывший расплав в коническом отверстии полуматрицы 8 отрывается от изделия, образуя пробку. Для извлечения пробки поворотом кулачка 17 на 90 воздействуют на скобу 15 ножа. Нож перемещается, на определен-нуювеличйну назанимает положение, при iKOTOpOM пазы 14, расположенные под гуглом к оси продольного паза 13 совмещаются с отверстиями полуматриги, 8. Посредством иглы 25 пробку легко п рЬталкивают в паз 13, из которого она попадает в продольный паз. Затем кулачок поворачивают на 90 в обратном направлении и он, . вЬздейст уя на пружинный упор 16 посредством выступа 23 и фигурного паза 24, устанавливает нож 11 в исходное положение, при котором наКлрнные пазы .ножа совмещаются с отверстиями полуматрицы. При таком положении ножа заправляют недостающую арматуру, которая выталкивает оставшуюся часть арматуры из наклонного паз а ножа.
В связи с тем что пресс-формьГ любой конструкции с автоматической подачей арматуры, даже с применением блокирующего устройства, не. гарантиpyKiT безотказной подачи арматуры, а могут лить повысить ее надежность быстрое устранение последствий отказа имеет большое практическое значение. . Г ///////////// /
5
Фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1052396A1 |
| МНОГОГНЕЗДНАЯ СТАЦИОНАРНАЯ ПРЕСС-ФОРМА С ГОРИЗОНТАЛЬНЫМ И ВЕРТИКАЛЬНЫМ РАЗЪЕМАМИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2011 |
|
RU2475357C1 |
| Универсальный блок для литьевого прессования изделий из реактопластов | 1984 |
|
SU1242391A1 |
| Литьевая форма | 1977 |
|
SU774082A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Пресс-форма для изготовления полимерных изделий | 1982 |
|
SU1161408A1 |
| Литьевая форма для изготовления изделий с арматурой | 1987 |
|
SU1509268A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
1. ЛИТЬЕВАЯ ПРЕСС-ФОРМА по :__^ авт. св. № 656265, о т л и ч а ю -щ а я с я тем, что,' с целью освобождения отверстий полуматрицы отпробок расплава без извлечения ножа, нож со стороны, обращенной к формующим полостям, выполнен с продольным пазом, сообщающимся с пазами, рас- "положенными под углом к оси продольного паза и смещенными относительно отверстий полуматрицы.2. Пресс-форма поп.1, отли—• ча.ющаяся тем, что, с целью обеспечения перемещения ножа в процессе отделения пробок расплава, пресс-форма снабжена кулачком, установленным на ползуне, а торец ножа выполнен в виде скобы, взаимодействующей с кулачком.
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Солесос | 1922 |
|
SU29A1 |
