Стержень заданной длины посылается в головки 1 и 2. С помощью пневмоцилиндра в рабочую зону 14 вдвигаются упорные ролики А, Включается механизм привода петлеобразующегоролика5.
Петлеобразующий ролик 5 поднимается с помощью пневмоцилиндра вверх и выгибает петлю, используя длину свободного конца стержня при этом, учитывая, что гибка происходит с двух сторон одновременно, подтягивается только свободный конец. Петлеобразующий ролик 5 возвращается в исходное положение, а упорные ролики 4 выдвигаются из рабочей зоны 14. Включается механизм привода шаблона б и вдвигают шаблон в рабочую зону. Включается механизм привода гибочного ролика 7 и арматурный стержень с петлей сгибается вокруг шаблона 6 и укладывается петлей в прорезь барабана 8.
Включается механизм привода гибоч: ных головок 1 и 2, барабан 8 при этом проворачивается на 2,5 оборота и останавливается прорезью вниз.
Механизм привода шаблона 6 выдвигает шаблон. Механизм привода опор 13 вы-, двигает опоры из рабочей зоны 14.
, Операция гибки происходит одновременно и синхронно в обеих головках. После окончания цикла готовое изделие под собственным весом падает вниз по наклонным направляющим в контейнер.
Возврат барабана 8 в исходное положение (прорезью вверх) осуществляется автоматически после падения готового изделия включением через конечный выключатель.
Привод 12 барабана состоит из двигателя с редуктором, а передача вращения на венец барабана осуществляется посредством двух шестерен 9, связанных третьей (паразитной) шестерней 10.
Расстояние между шестернями 9, входящими в зацепление с венцом, больше, чем размер прорези в барабане 8. Когда одна из шестерен попадает в разрыв между венцом, вторая продолжает вращать барабан 8, затем вторая шестерня выходит из зацепления и первая продолжает вращение, т.е. сохраняется.равномерность вращения без толчков.
Барабан В не имеет опорной оси и его стабильное- положение обеспечивается направляющими роликами 11, удерживающими его от осевого и поперечного смещения.
Предлагаемый автомат позволяет повысить качество и расширить технологические, возможности.
Формулаи 3 обретения
1. Автомат для изготовления деталей
сложной конфигурации из арматурной проволоки, содержащий установленные на станине гибочный, Петлеобразующий и скручивающий механизмы и направляющие
ролики, отличающийся тем, что, с целью повышения качества и расширения технологических возможностей за счет изготовления деталей с замкнутыми петлями на концах, гибочный, Петлеобразующий и
скручивающий механизмы размещены в двух гибочных головках, одна из которых установлена с возможностью регулировочного перемещения по направляющим станины, каждая гибочная головка снабжена
двумя парами образующих рабочую зону иаправляющих плит с окнами, одна пара которых размещена с зазором относительно другой пары, гибочный механизм состоит из двух приводных опорных роликов, устаноеленных с возможностью ввода и 1эывода из рабочей зоны через окна в направляющих плитах в направлении, перпендикулярном плоскостям направляющих плит, и одного гибочного ролика, установленного с возможностью возаратно-поступательного перемещения в рабочей зоне между опорными роликами в направлении, параллельном плоскостям направляющих плит, Петлеобразующий механизм состоит из приводного
шаблона, установленного с возможностью ввода и вывода из рабочей зоны через окна в направляющих плитах в направлении, перпендикулярном плоскостям направляющих плит, и приводного посредством силового цилиндра гибочного ролика, а закручивающий механизм выполнен в виде установленного в зазоре между направляющими плитами приводного закручивающего барабан с зубчатым венцом и прорезью для
размещения скручиваемой петли.
2.Автомат поп. 1,отличающийся тем, что привод скручивающего барабана снабжен тремя шестернями, две из которых находятся в зацеплении с венцом барабана,
размещены одна от другой на расстоянии большем, чем прорезь в барабане, и связаны между собой третьей паразитной шес терней.
3.Автомат по п. 1, о т л и ч а ю щи и с я тем, что скручивающий барабан установлен,
на опорных роликах.
/г.
. 4-4- 4-f- - чVwCw Ч-Ч-4- 4. 4. .
-ф. -ЛсЛ.
./г.З
tJ Ф ф г-4
}
vvCW ф. -Д л 4-4-49иг.
/Х
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Гибочно-штамповочный автомат | 1978 |
|
SU766711A1 |
| Устройство для гибки монтажных петель | 1975 |
|
SU738731A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Машина для гибки трубных панелей | 1983 |
|
SU1172630A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| Автомат для изготовления деталей из проволоки | 1980 |
|
SU895574A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УНИВЕРСАЛЬНО-ГИБОЧНЫЙ АВТОМАТ | 1991 |
|
RU2030945C1 |
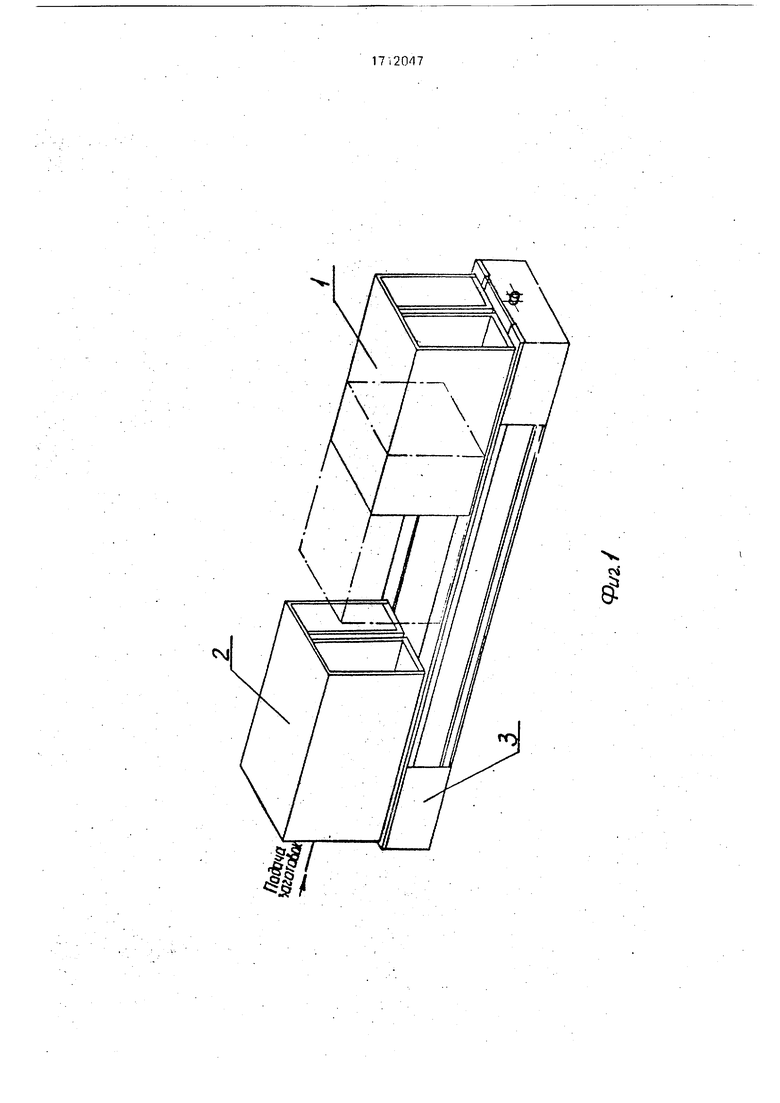
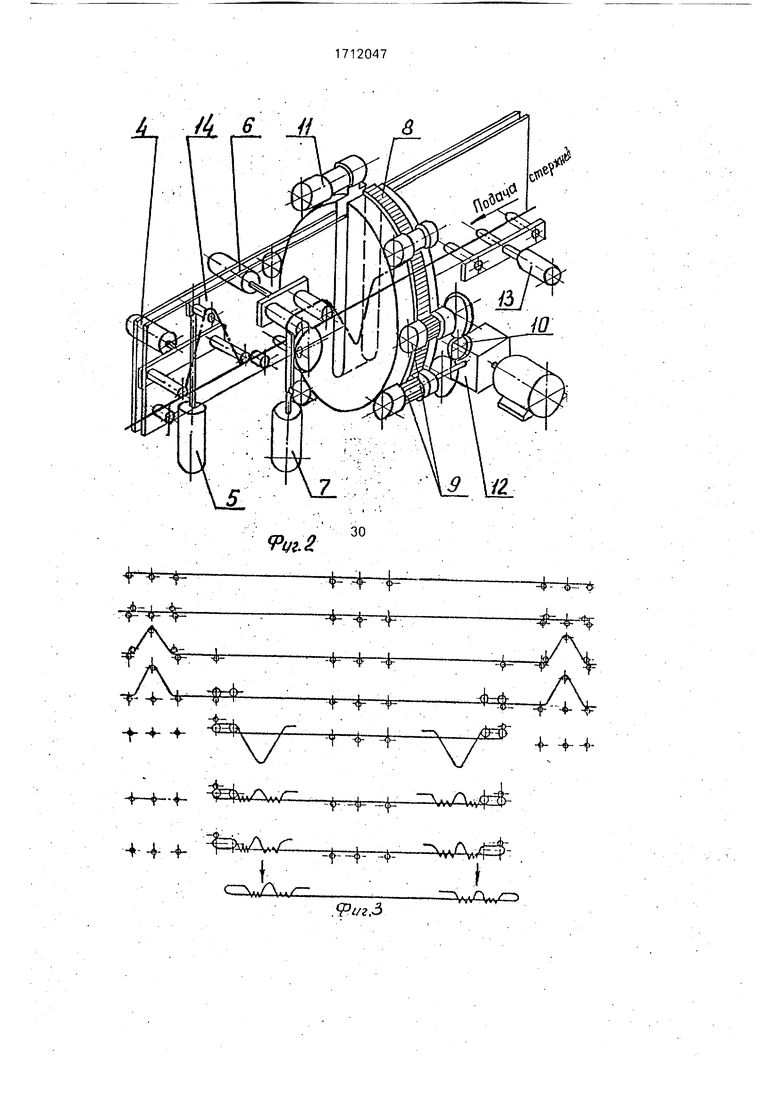
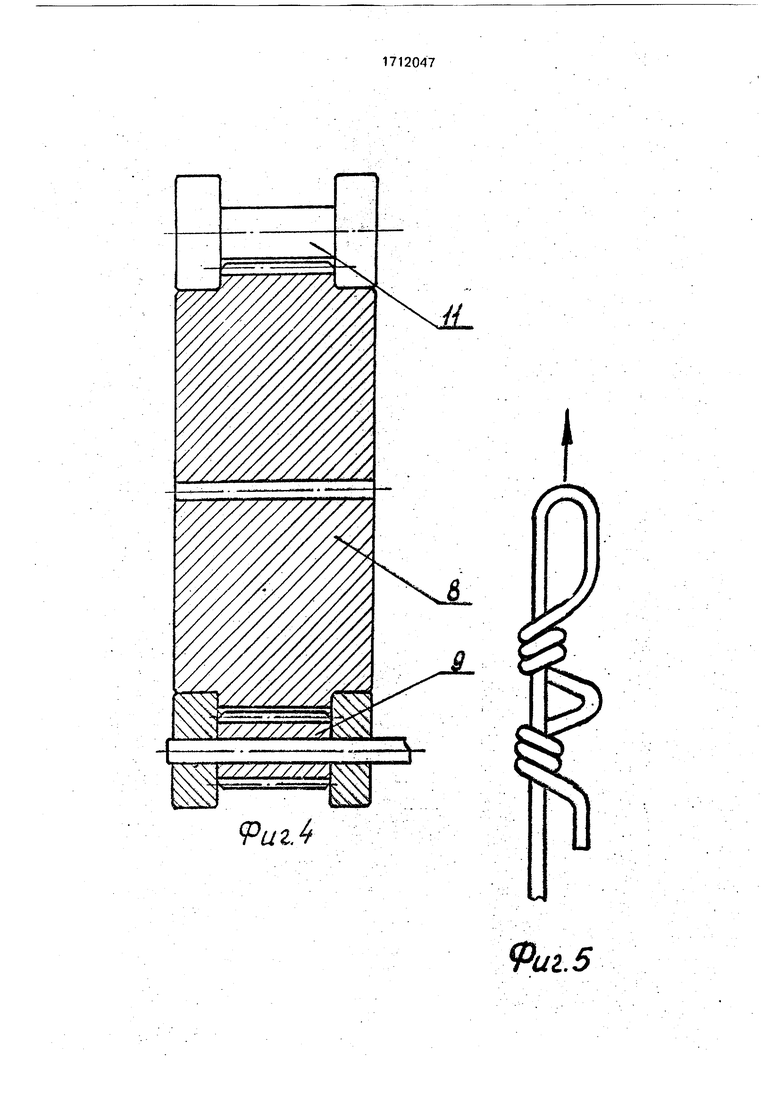
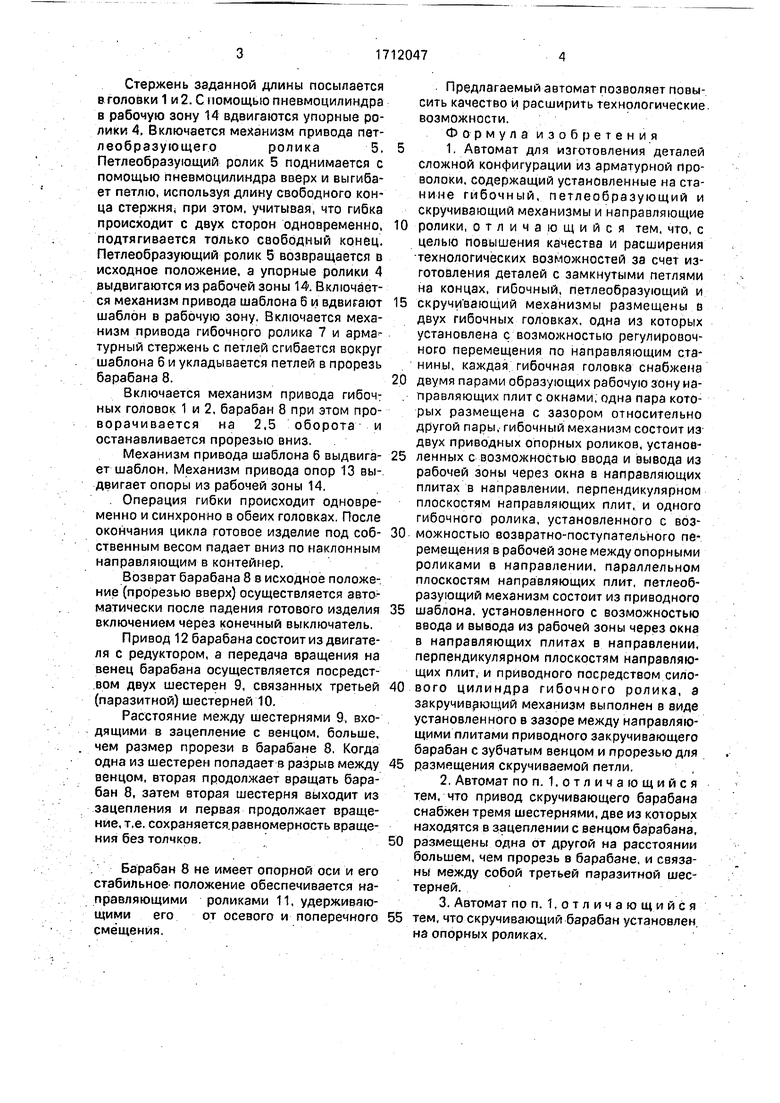
Изобретение относится к производству деталей сложной конфигурации с петлями на концах на гибочных автоматах, позволяет повысить качество и расширить технологи-ческиё возможности. Автомат содержит гибочный, петлеобразующий и ск{эучивающий механизм и направляющие ролики, при этом скручивающий механизм выполнен в виде приводного барабана с прорезью для скольжения хвостовика петли при огибании вокруг основного стержня, привод барабана снабжен тремя шестернями, две из которых касаются иенца барабана на расстоянии между собой большем, чем прорезь в барабане, и при этом соединены третьей паразитной шестерней, зацепление осуществляют через венец, положение которого по отношению к условной оси обеспечено направляющими роликами, причем образование петель производится одновременно с двух сторон длинномерного стержня. 2 з.п. ф-лы, 6 ил.слсИзрбретение относится к технике обработки металлов давлением, конкретнее к производству деталей сложной конфигурации из арматурной проволоки на гибочных, автоматах, в частности для изготовления монтажных петель на концахдлинномерных стержней и т.п. изделий, используемых для армирования железобетонных и других изделий либо в других случаях.'Цель изобретения - повыш,ение качества и расширения технологических возмож^: ностей за счет изготовления деталей с замкнутыми петлями на концах.На фиг. 1 изображен автомат^, общий; вид: на фиг. 2 - кинематическая схема авто? мата; на фиг. 3 - изготавливаемое изделие в динамике; на фиг. 4 - сопряжение бар^абана с приводными шестернями и направляющими роликами; на фиг. 5 - петля, изготавливаемая на предлагаемом автомате: на фиг.6 - петля, изготавливаемая на автоматах- прототипах.Автомат для изготовления деталей сложной конфигурации из арматурной проволоки состоит из дв/х гибочных головок 1 и 2. установленных на станине 3. Гибочная головка 1 имеет возможность перемещаться по направляющим станины и устанавливаться в положениях, необходимых для получения нужной длины изделия. Гибочная головка 2 установлена неподвижно. Гибочные головки включают в себя механизм привода упорных роликов 4, механизм перемещения петлеобразующего ролика 5, механизм привода шаблона 6, механизм привода гибочного ролика 7,барабан 8.приводные шестерни 9 и паразитные шестерни 10, направляющие ролики 11, механизм 12 привода барабана, механизм 13 привода опор и направляющие плиты (рабочая зона) 14.Автомат работает следующим образом.4^VI
иг.5
Ш,&
| Автомат для изготовления деталей сложной конфигурации из проволоки | 1983 |
|
SU1105266A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
