I
Изобретение относится к. обработке металлов давлением, в частности к технологии изготовления длинномерных деталей из отдельных заготовок.
Известен способ соединения полос электрической ,сваркой ±1 ,
Однако этот способ имеет ограниченное применение.
Цветные металлы и сплавы трудно свариваются, поэтому в технологических линиях для производства листов иа цветных металлов и сплавов электрическая сварка практически не применяется. Кроме этого, сварка не применяется В линиях, использующих окрашенные листы или с покрытиями, например полимерными.
Известен способ соединения металлических полос путем наложения полос дру на друга внахлестку, надрезкн и отгибки языков 2 .Недостатком известного спссоба, соединения полос в штампах на прессах является то, что соединение псушествлжт-
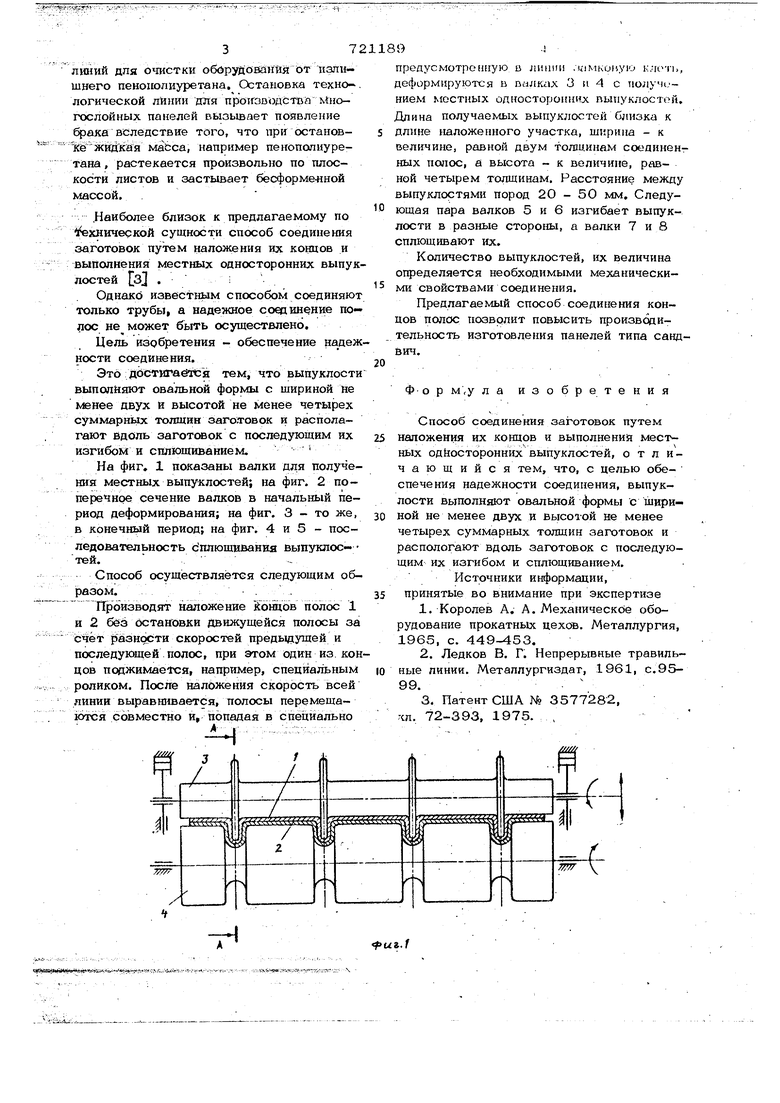
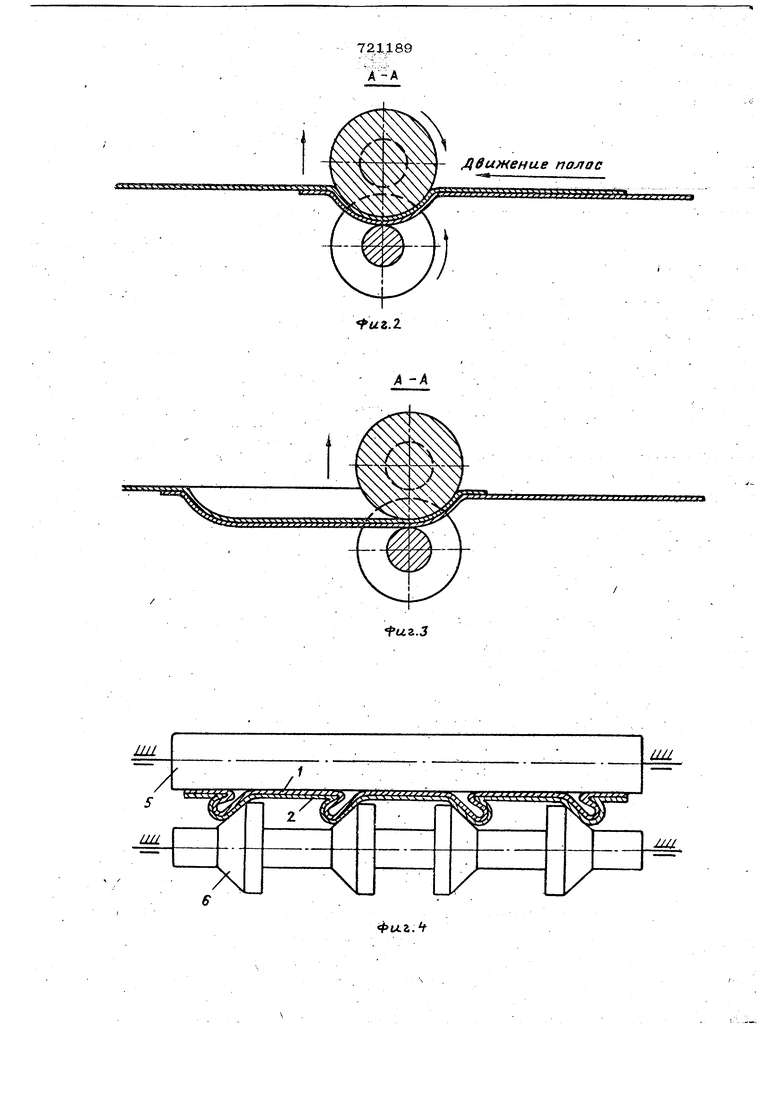
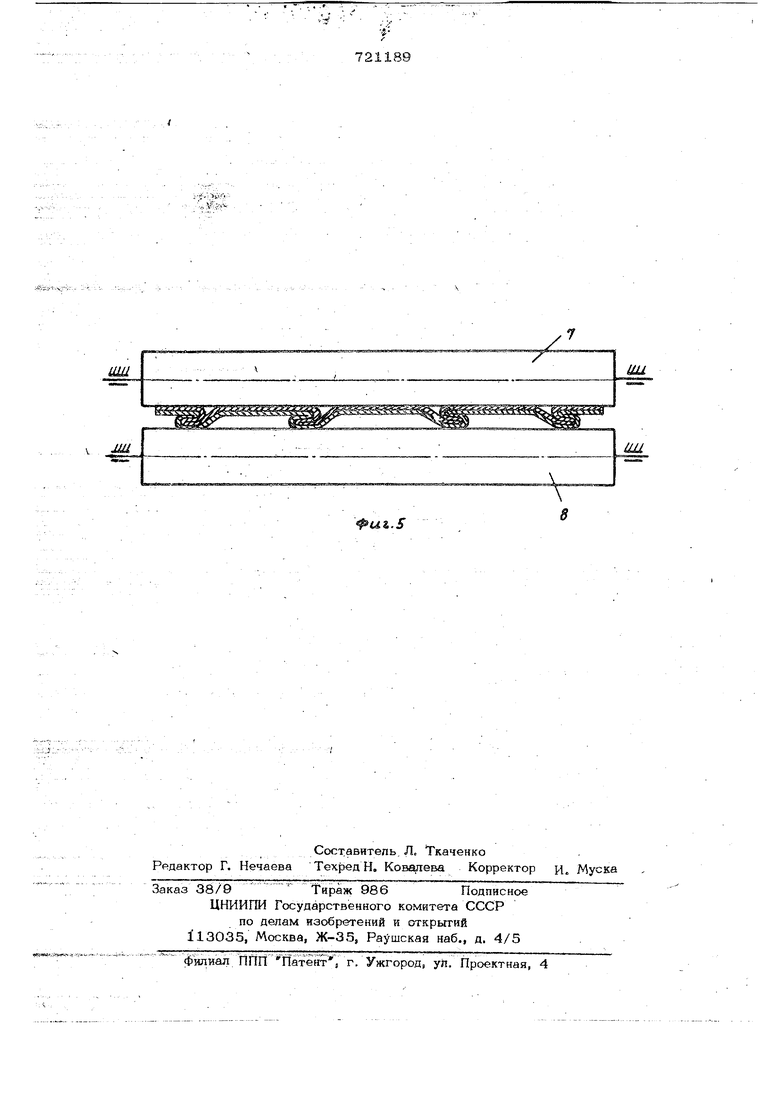
ся ирн неподвижных полосах, т,е, с ост новкой соединяемых концов полос, что требует создания запаса металла (петлевых устройств). При соединении профильных полос запаса металла практически создать невозможно. Соединение ирофйльных полос может осуществляться в линиях профиле гибочных агрегатов и спеЦиальных технологических линиях для щх нзводства многослойных панелей, например панелей типа сандвич. В этих пиниях не допускается соединенве..полос внадлестКу до HJc формовки на профилеги бочных стенах, так как при прохождении через стан сдвоенных полос возможна поломка Или деформация формовоч1Ш1х валков. Кроме этого, в линиях для производства многослойных панелей отверстия в профильных листах (заготовках) не допускаются, так как согласно технологическому процессу на заготовки подается жидкая масса, например пенополиуретан, который через отверстия может вытечь на обору дование и вызвать аварийную остановку ЛЮ1ИЙ для очистки обйрудованйд от излишнего пенополиуретана. Остановка технологической линии ггля произв адства Многослойных панелей вызывает появление фака вследствие того, что при остановК6 жйЩсйя маЬса, например пенополиуретана , растекается произвольно по плоскости листов и застывает бесформенной массой. .Наиболее близок к предлагаемому по ехнической сущности способ соединения заготовок путем наложения их концов и выволнения местных односторонних выпук лостей LSj .i Однако известным способом соединяю только трубы, а надежное соединение полос не может быть осуществлено. Цель изобретения - обеспечение надеж ности соединения. Это достигается тем, что выпуклост выполняют овально1а формы с шириной не менее двух и высотой не менее четырех суммарных толщин заготовок и располагают Вдоль заготовок с последующим их изгибом и сплюшиванием, На фиг. 1 показаны валки для получе ния местных выпуклостей; на фиг. 2 поперечное сечение валков в начальный период деформирования; на фиг. 3 - то же, в конечный период; на фиг. 4 и 5 - последовательность сплюшивания выпуклоетей. Способ осуществляется следующим образом.. Производят наложение Концов полос 1 и 2 бей остановки движущейся полосы за счёт разности скоростей предыдущей и последующей полос, при этом один из. ко цов поджимается, например, специальным роликом. После наложения скорость всей линии выравнивается, полосы перемеща1бтся совместно и, попадая в специально ПредуСМОТрСЕ1 1уЮ в линии ЛлМКОИуЮ , деформируются в валкг х 3 и 4 с полуи..нием местных односторонних выпуклостей. Длина получаемых выпуклостей близка к длине наложегнюго участка, ширина - к величине, равной двум толщинам соединенных полос, а высота - к величине, равной четырем толщинам. Расстояние между выпуклостями пород 20 - 50 мм. Следующая пара валков 5 и 6 изгибает выпуклости в разные стороны, а валки 7 и 8 сплющивают их. Количество выпуклостей, их величина определяется необходимыми механическими свойствами соединения. Предлагаемый способ соединения концов полос позволит повысить производительность изготовления панелей типа сандвич. Фор м ,у ла изобретения Способ соединения заготовок путем наложения их концов и выполнений местных односторонних выпуклостей, отличающийся тем, что, с целью обеспечения надежности соединения, выпуклости выполняют овальной формы с шириной не менее двух и высоч-ой не менее четырех суммарных толщин заготовок и распологают вдоль заготовок с последующим их изгибом и сплющиванием. Источники информации, принятые во внимание при экспертизе 1.Королев А. А.Механическое оборудование прокатных цехов. Металлургия, 1965, с. 449-453. 2.Ледков В. Г. Непрерывные травильные линии. Металлургиздаг, 1961, с.9599. 3.Патент США № 3577282, чл. 72-393, 1975. .
721.189
А- А
Дви нение полос
.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2402663C2 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| Машина для соединения непрерывно движущихся заготовок | 1981 |
|
SU995973A1 |
| Способ горячей прокатки полос и устройство для формирования профильных выступов на торцах заготовок | 1982 |
|
SU1080889A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ | 1993 |
|
RU2040983C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЬНОЙ ЛЕНТЫ | 1992 |
|
RU2019373C1 |
УГ))
ШД
ми
/
им
Ш1
фиг.5
