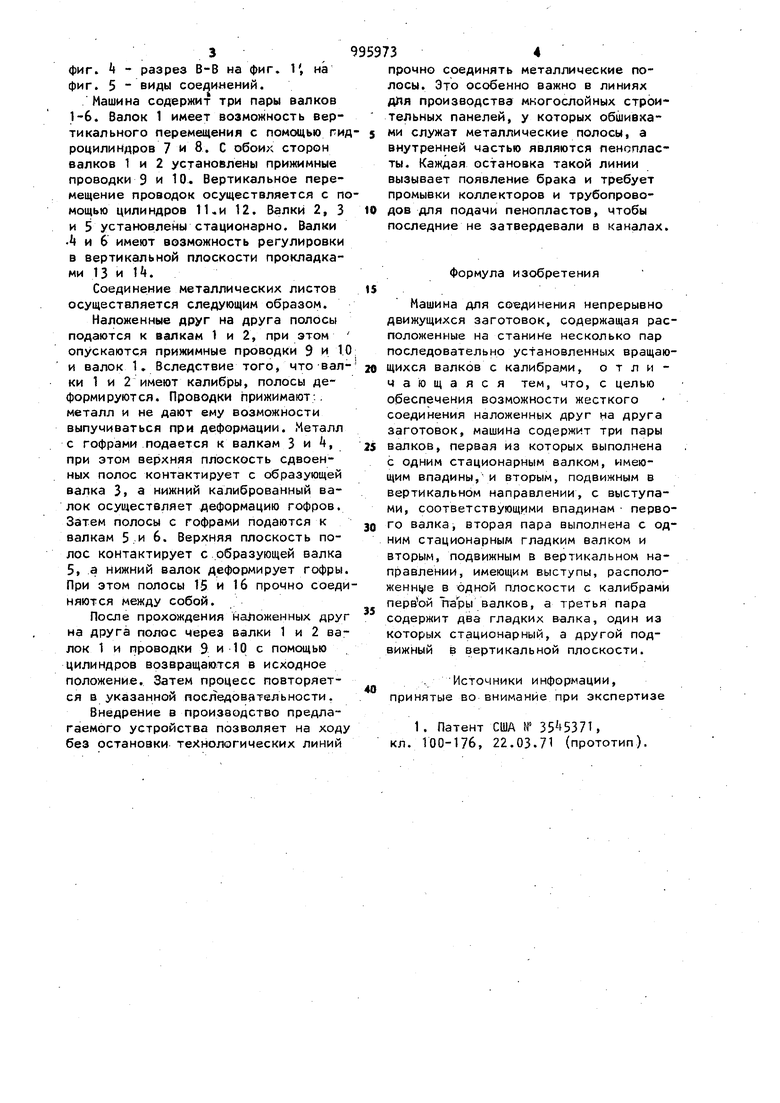
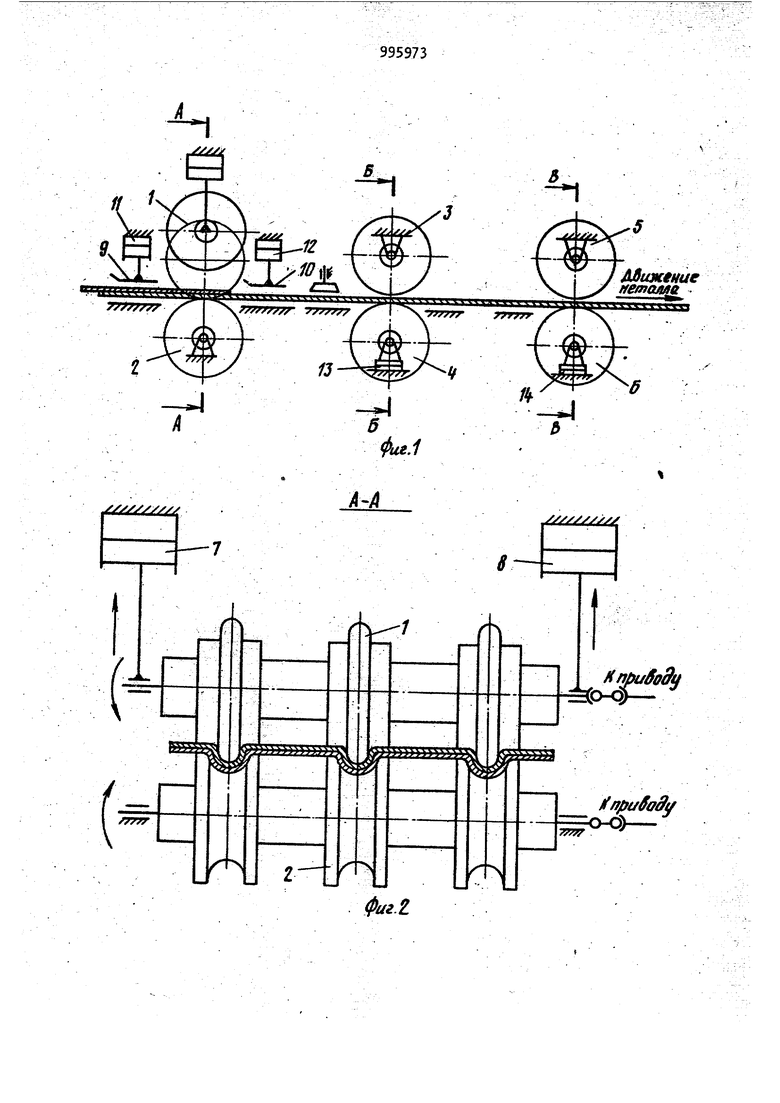
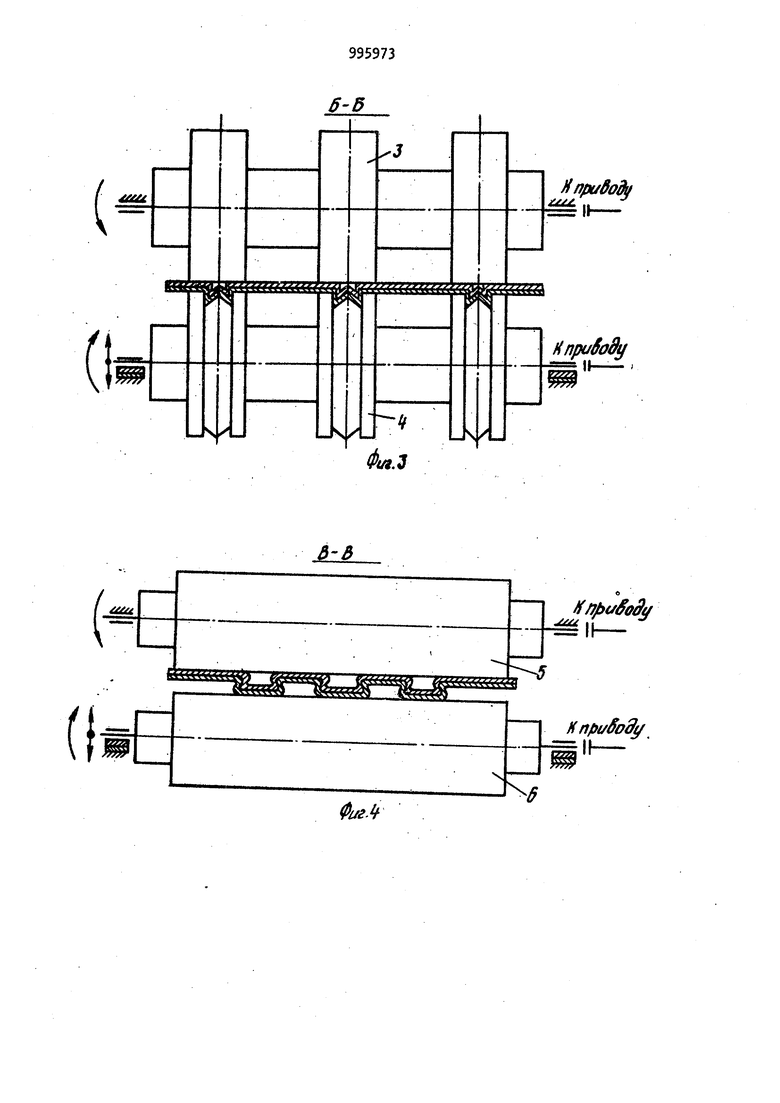
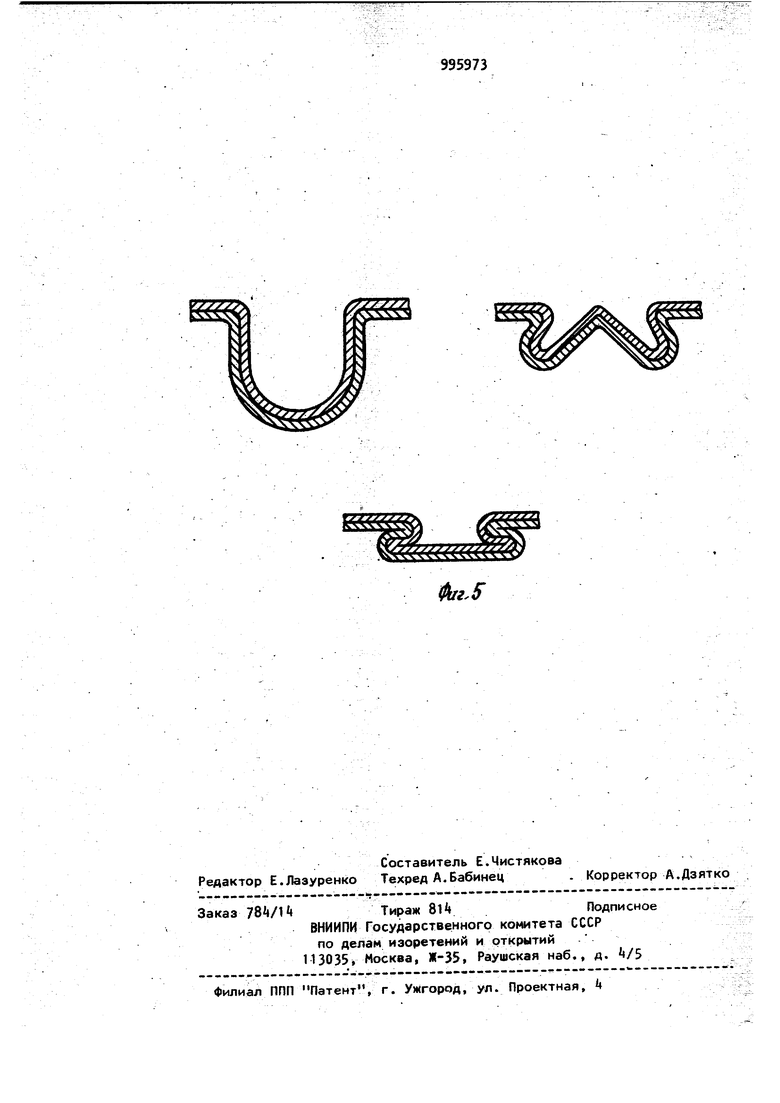
(S) МАШИНА ДЛЯ СОЕДИНЕНИЯ НЕПРЕРЫВНО ИзоЬретение относится к обработке металлов давлением, в частности к устройствам для изготовления строительных многослойных панелей и тому подобных изделий. Известна профилегибочная машина, содержащая установленные на станине несколько пар вращающихся валков, с калибрами 1 , Недостатком этой машины является то, что она не позволяет получить прочное соединение металлических ли тов, наложенных друг на друга. В те нологических линиях для .производств строительных многослойных панелей сквозные отверстия в металлических листах не допускаются, так как на них заливается жидкая масса пенопла тов, которая впоследствии затвердевает. Цель изобретения - обеспечение возможности жесткого соединения наложенных друг на друга заготовок. ДВИЖУЩИХСЯ ЗАГОТОВОК Поставленная цель достигается тем, что машина для соединения непрерывно движущихся заготовок, содержащая размещенные на станине несколько пар. последовательно установленных вращающихся валков с калибрами,. содержит три пары валков, первая из которых выполнена с одним стационарным валком, имеющим впадины, и вторым подвижным в вертикальном направлении, с выступами, соответствующими впадинам первого валка, вторая пара выполнена с одним стационарным гладким валком и вторым, подвижным в вертикальном направлении, имеющим выступы, расположенные вс;сной плоскости с калибрами первой пары валков, а третья пара содержит два гладких валка, один из которых стационарный, а другой подвижный в вертикальной плоско-, сти. fla фиг. 1 изображена машина, общий вид; на фиг. 2 - разрез А-А на Оиг. IJ на фиг. 3 разрез Б-В на фиг. Ij на фиг. k - разрез В-В на фиг. 1, на фиг. 5 виды соединений. Машина содержит три пары валков 1-6. Валок 1 имеет возможность вертикального перемещения с помощью пи роцилиндров 7 и 8. С обоих сторон валков 1 и 2 установлены прижимные проводки 9 и 10. Вертикальное перемещение проводок осуществляется с п мощью цилиндров 11.и 12. Валки 2, 3 и 5 установ1лены стационарно. Валки t и 6 имеют возможность регулировки в вертикальной плоскости прокладками 13 и 1. Соединение металлических листов осуществляется следующим образом. Наложенные друг на друга полосы подаются к валкам 1 и 2, при этом опускаются прижимные проводки 9 и Ю и валок 1, Вследствие того, что вал ки 1 и 2 имеют калибры, полосы деформируются. Проводки прижимают;. металл и не дают ему возможности выпучиваться при деформации. Металл с гофрами подается к валкам 3 и t, при этом верхняя плоскость сдвоенных полос контактирует с образующей валка 3, а нижний калиброванный валок осуществляет деформацию гофров. Затем полосы с гофрами подаются к валкам 5 и 6. Верхняя плоскость полос контактирует с.образующей валка 5, .а нижний валок деформирует гофры При этом полосы 15 и 16 прочно соеди няются между собой. После прохождения наложенных дру на друга полос через валки 1 и 2 валок 1 и проводки 9 и 10 с помощью цилиндров возвращаются в исходное положение. Затем процесс повторяется в указанной последовательности. Внедрение в производство предлагаемого устройства позволяет на ходу без остановки технологических линий 3 прочно соединять металлические полосы. Это особенно важно в линиях для производства многослойных строительных панелей, у которых обшивхами служат металлические полосы, а внутренней частью являются пенспласты. Каждая остановка такой линии вызывает появление брака и требует промывки коллекторов и трубопроводов для подачи пенопластов, чтобы последние не затвердевали в каналах. Формула изобретения Машина для соединения непрерывно движущихся заготовок, содержащая расположенные на станине несколько пар последовательно установленных вращающихся валков с калибрами, отличающаяся тем, что, с целью обеспечения возможности жесткого соединения наложенных друг на друга заготовок, машина содержит три пары валков, первая из которых выполнена с одним стационарным валком, имеющим впадины,и вторым, подвижным в вертикальном направлении, с выступами, соответствующими впадинам первого валка, вторая пара выполнена с одним стационарным гладким валком и вторым, подвижным в вертикальном направлении, имеющим выступы, расположенн е в одной плоскости с калибрами первой пары валков, а третья пара содержит два гладких валка, один из которых стационарный, а другой подвижный в Езертикальной плоскости. . Источники информации, принятые во внимание при экспертизе 1 . Патент США W , кл. 100-176, 22.03.71 (прототип).
У Ухх//
А-А
/УХХХХ/УХ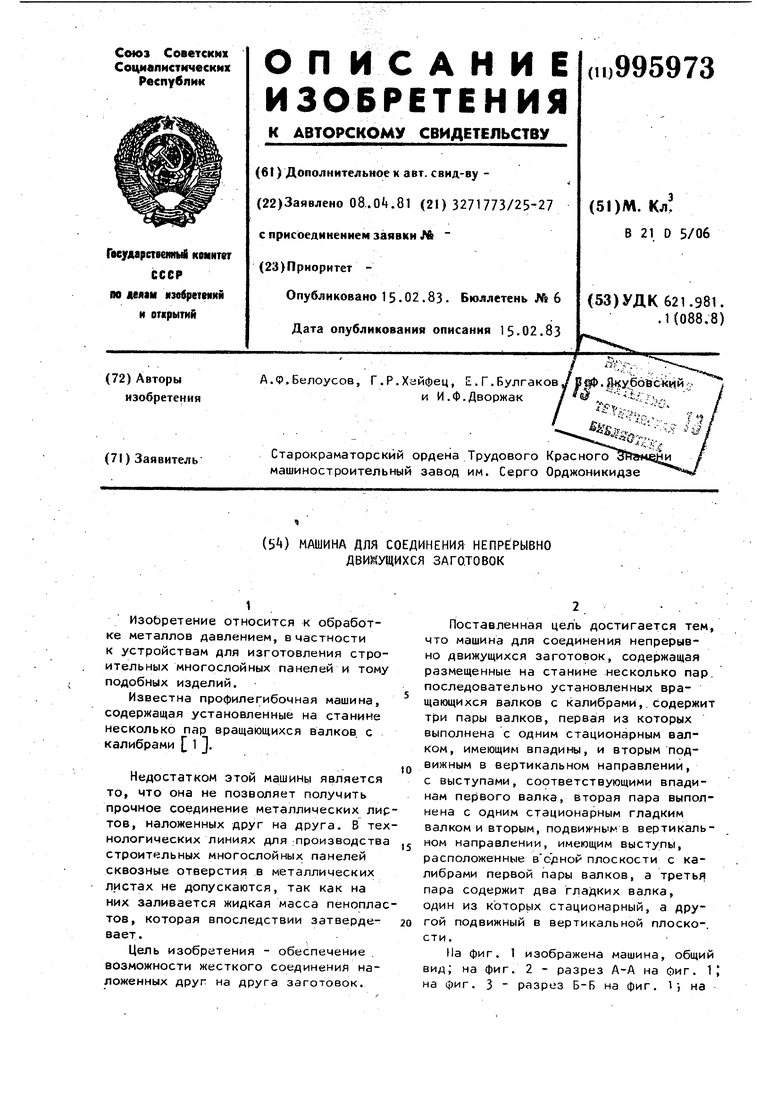
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОВОЛОКИ НА ЗАГОТОВКИ | 2005 |
|
RU2296030C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2014 |
|
RU2590790C2 |
| СЛОИСТОЕ ИЗДЕЛИЕ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ ИЗ ВОЛОКНИСТОГО ПЛАСТИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2144469C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2335365C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Прокатная клеть | 1988 |
|
SU1616731A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Способ соединения заготовок | 1978 |
|
SU721189A1 |
фаг.2.
2&
о
/Jf cfMt/
ма
Kni)i/Mt/
/
Фиг.
Йлг.
