ной зубчатому венцу, и подрезания зубчатого венпа.
Это постигается за счет того, что устройство предлагаемой конструкции снабжено подкладным кольцом, смонтированвым на оси при помощи гибкой связи ч рмеющим возможность взаимодействияс нажимным роликом и обрабатываемым гибким колесом, при этом формующее зубчатое колесо жестко закреплено на опоре, в опоре выполнено сквозное осевое отверстие, а ось установлена в упомянутом отверстии с возможностью вращения и осевого регулировочного перемещения.
Нажимной ролик установлен с возможностью регулировочного радиального перемещения.
Ось выполнена с посадочным местом под обрабатываемое гибкое колесо, имеющим диаметр, меньший посадочного диаметра гибкого колеса.
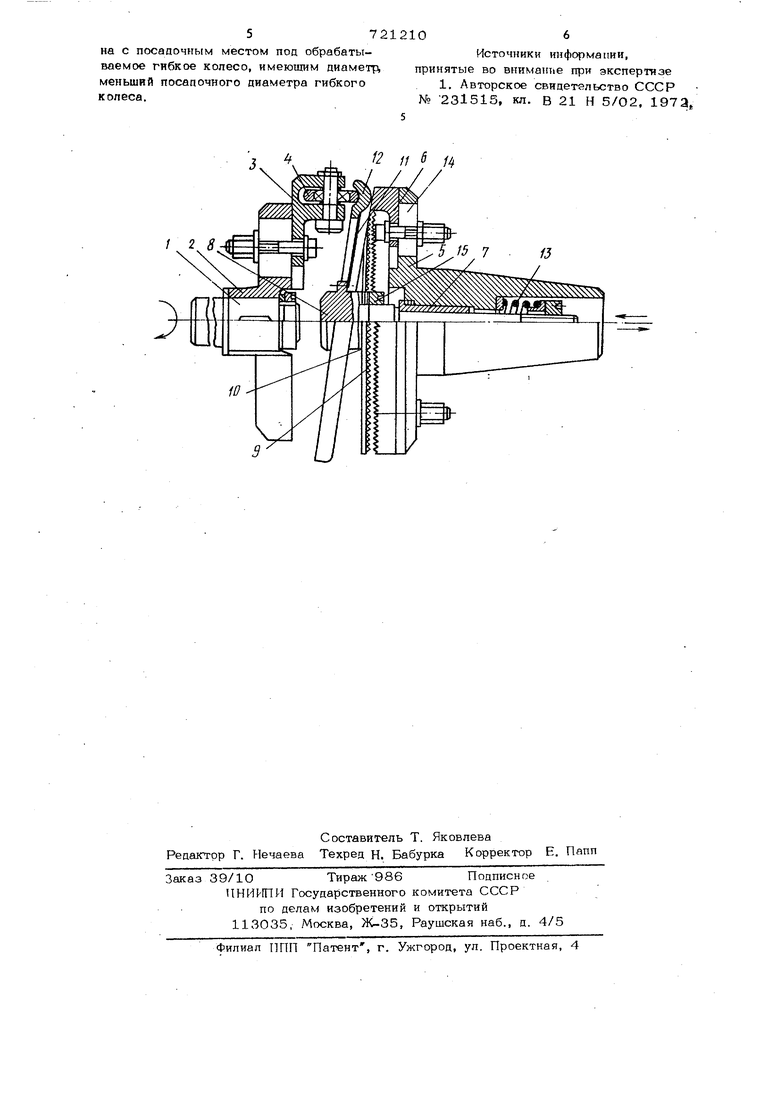
На чертеже показано предлагаемое устройство.
Нажимной вращающийся узел устройства содержит ведущий вал 1 с водилом 2, к которому при помощи фигурного кронштейна 3 прикреплен нажимной ролик 4. РадиаНьные пазы, выполненные в воциле 2, обес|пемивают регулировку диаметра установки kpoнштeйнa 3 с нажимным роликом 4. На опоре, выполненного в виде полого конического хвостовика 5, установленного соосно ведущему валу, на фланце крепится рабочий инструмент 6 - жесткое коническое зубчатое колесо. В осевом отверстии опоры на подшипнике скольжения 7 расположена ось 8, служащая для крепления заготовки 9. На оси 8 установлен набор дистанционных колец 10, а через гибкую связь 11 ось соединена с подкладным кольцом 12. Для обеспечения рабочего натяга служит поджимной узел 13, размещенный в полом коническом хвостовике 5, и состоящий из тарированной пружины и гайки. Для крепления съемного рабочего инструмента 6 в коническом хвостовике 5 выполнены рапиальные пазы 14.
Устройство работает следующим образом.
Цилиндрический хвостовик ведущего вапа 1 нажимного узла крепится в патроне токарного станка, а полый конический хвостовик 5 - в шпинделе задней бабки станка. Заготовка 9 устанавливается на оси 8 между набором дистанционных колец 10 так, что имеет возможность вращения относительно оси 8. Возможность вращения заготовки 9 достигается за счет того, что диаметр посадочного места оси 8. .
меньше диаметра отверстия заготовки 9. т осевых перемещений заготовка 9 440 сируется гайкой 15.
При вращении водила 2 обеспечивается деформация заготовки 9 усилием нажимного ролика 4 через -подкладное кольцо 12 и рабочий инструмент 6. Требуемая форма волн деформации обеспечивается установкой дистанционных колец 10 и поджимным узлом 13. Формирование профиля зубьев проводится на заготовке 9 рабочим инструментом 6 путем накатки.
Таким образом, обработка зубьев гибких колес волновой передачи может прог одиться на обычном токарном станке и не требует высокой квалификации работников.
Применение предлагаемого устройства позволяет получить высокую чистоту обрабатываемой поверхности и выссжую прочность зубьев, повышенную точность контура зацепления по ширине зубчатого венца без наклепа обратной поверхности, что повышает качество обрабатываемой детали. Применение сменного рабочего инструмента обеспечивает обработку широкого диапазона типоразмеров гибких колес.
Формула Изобретения
1.Устройство для обработки зубьев гибких колес волновой передачи, содержащее нажимной ролик, смонтированный на водиле, связанном с приводным валом, и установленное на опоре соосно приводному валу формующее зубчатое колесо, о тичающееся тем, что, с целью повышения точности обработки путем ислючения наклепа гибкого колеса со стороны, противоположной зубчатому венцу,
и подрезания зубчатого венца, устройство снабжено подкладным кольцом, смонтированным на оси при помощи гибкой связи и имеющим возможность взаимодействия с нажимным роликом и обрабатываемым гибким колесом, при этом формующее зубчатое колесо жестко закреплено на опоре, в опоре выполнено сквозное осевое отверстие, а ось установлена в упомянутом отверстии с возможностью вращения и осевого регулировочного перемещения.
2.Устройство по п. 1, отличающееся тем, что нажимной ролик установлен с возможностью регулировочного радиального перемещения.
3.Устройство по п, 1 и 2, отличающееся тем, что ось выполнена с посадочным местом под обрабатываемое гибкое колесо, имеющим диаметр, меньший посадочного диаметра гибкого колеса.
Источники информации, принятые во BHHMamie при экспертизе 1. Авторское свидетельство СССР N9 -231515, кл. В 21 Н 5/О2, 197%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
| МЕХАНИЗМ ПОВОРОТА СТОЙКИ | 2001 |
|
RU2221736C2 |
| Станок для отделочно-упрочняющей обработки зубчатых колес обкатыванием | 1987 |
|
SU1588475A2 |
| Патрон для зажима зубчатых колес | 1974 |
|
SU552146A1 |
| Устройство к станку для образования внутренней резьбы | 1987 |
|
SU1442339A2 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ГИБКИХ КОЛЕС ВОЛНОВОЙ ПЕРЕДАЧИ | 1993 |
|
RU2063289C1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО КРАНОМАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2001 |
|
RU2230699C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
V
п /
