(54) СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой резки | 1976 |
|
SU580070A1 |
| СПОСОБ ПЛАЗМЕННОЙ РЕЗКИ | 2002 |
|
RU2235625C1 |
| Устройство для получения металлических порошков методом центробежного распыления | 2020 |
|
RU2742125C1 |
| Способ термической резки металлических заготовок газовыми струями | 1982 |
|
SU1301303A3 |
| Способ дуговой обработки | 1979 |
|
SU821104A1 |
| Способ сварки плазменной проникающей дугой | 1985 |
|
SU1328106A1 |
| Способ плазменной вырезки металлов и установка для его осуществления | 1988 |
|
SU1742000A1 |
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| Флюс для поверхностной плазменно дуговой резки | 1976 |
|
SU602336A1 |
Изобретение относится к области плазменной резки металлов, преимущественно круглого проката сплошного сечения и может быть использовано в заготовительном производстве разли ных отраслей машиностроения. Известен способ плазменно-дуговой резки КРУГ.ЛЫХ заготовок, преимущественно сплошного сечения, при котором плазмотрон перемещают эквидистантно поверхности заготовки, начиная от горизонтальной оси, заготовку вращают навстречу перемещающемуся плазмотрону, г оизводят остановку вращения 1 . Недостатком известного способа является то, что при резке круглых заготовок диаметром свыше 80 мм на установках мощностью до 100 ква не удается добиться ровных параллельных кромок. На поверхностях реза образуются выхваты и наплывы расплавлен ного металла. Кроме того, расплавленный металл стекает по поверхности реза под действием гравитационных сил и потока плазмы и часть его натекает по мере вращения заготовки на нижнюю кромку образуя валик высотой до 10 мм. Это валик, состоящий в основном из туго плавких окислов, перемещаются навстречу движению плазмотрона, несколько опережая лобовую поверхность реза. При движении плазмотрона к краю заготовки плазменная струя попадает на валик и отклоняется от плоскости реза в основной металл. Также возможно возникнование двойной дуги при замыкании валиком промежутка между соплом и разрезаемым металлом. Все это приводит к снижению стабильности процесса и ухудшению качества резки. Решение вопроса за счет увеличения мощности установок для плазменной резки приводит к снижению долговечности и надежности работы рабочих органов плазмотронов. Целью изобретения является улучшение качества резки путем иcкJтючeния влияния на процесс резки тугоплавкого валика, образующегося на нижней кромке разрезаемой заготовки. Цель достигают тем, что в предлагаемом способе скорость вращения заготовки принимают равной 1,1-1,3 скорости перемещения плазмотрона, а остановку вращения производят после пересечения плазмотроном вертикальной оси заготовки, при этом
момент остановки вращения выбирают из условия соответствия проплавляющей способности дуги толщине непрореэанного участка.
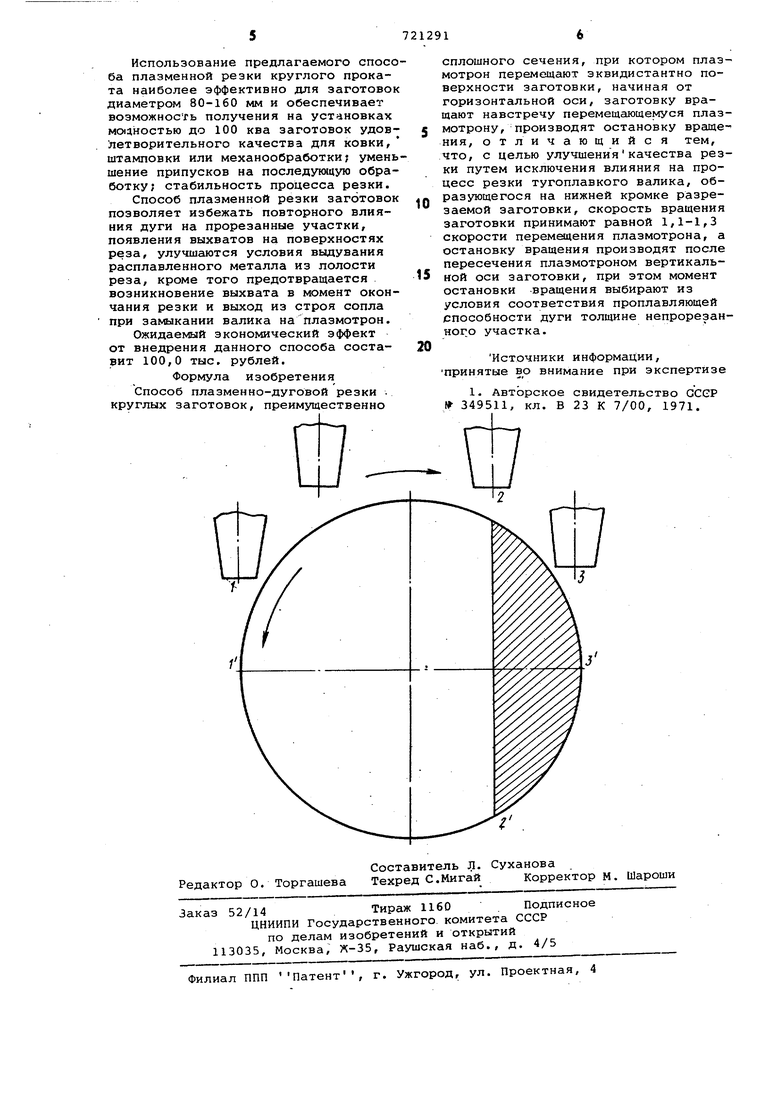
На чертеже изображена схема резки круглого проката.
Способ воздушно-плазменной резки круглого проката диаметром свыше 80 мм осуществляют следующим образом
Во время резки плазмотрон, сохраняя вертикальное положение, движется поступательно вокруг заготовки из точки 1 в точку 3, таким образом, что расстояние от отверстия сопла до поверхности заготовки оста,ется постоянным. Одновременно заготовка вращается навстречу движению плазмотрона и скорость заготовки составляет 1,1-1,3 от скорости движения плазмотрона, при этом заготовка совершает половину оборота. В этом случае начало и конец реза совпадают, причем оконч:ание резки проис.ходит на краю заготовки в точке 3, .исключая возможность образования выхвата в центре заготовки. Прорезание заготовки в наиболее удаленной от плазмотрона точке обеспечивается за зчет тепла, выделяющегося в факеле (хугй. При переходе плазмотрона за центр заготовки в точку 2 вращения заготовки останавливают и дореПримерно на 1/4 площади лобовой поверхности реза присутствуют легкоудаляемые натеки расплавленного металла и выхват с краю заготовки глубиной до 2 мм.
/ С остановкой вращения в конце резки выхвата нет на-1/4 поверхности реза натеки расплавленного металла.
зание осуществляют за счет движения плазмотрона.
Пример конкретного выполнения способа плазменной резки заготовок диаметров свыше 80 мм.
На серийной установке АПР-401 с плазмотроном ПВр-1, рассчитанных на резку сталей до 80 мм, проводилась серия опытов по резке круглого проката диаметром 95 мм, ст. 45л и диаметром 130 мм, ст. 50Г.
Варьировались различные соотношения скоростей перемещения плазмотрона и изделия при неизменных остальных параметрах режима.
Для заготовки диаметром 130 мм проводили контрольные опыты с остановкой вращения в точке 2 при соотношении скоростей вращения и перемещения, равном 1,2:1. Точка 2 выбиралась из соображения соответствия максимального размера непрорезанного участка заготовки 2-2 прорезающей способности плазмотрона. Качество резки оценивали по двум показателям: наличие выхвата и площади неудаленного с поверхности реза расплава. Данные сведены в таблицу.
В таблице приведены окружные скорости вращения заготовки и перемещej ия плазмотрона.
