(54) СПОСОБ ДУГОВОЙ ОБР..БОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Способ плазменно-дуговой поверхностной резки | 1976 |
|
SU654370A1 |
| Способ плазменно-дуговой резки металлов | 1975 |
|
SU707711A1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU782973A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU743817A1 |
| Устройство для плазменно-дуговой резки | 1979 |
|
SU903041A1 |
| Устройство для плазменно-дуговой резки | 1980 |
|
SU944843A1 |
i
Изобретение относится к сварочной технике, а именно к способам поверхностной плазменно-дуговой обработки, предназначенным для снятия поверхностного слоя металла.
Известен способ дуговой обработки, при котором с целью увеличения ширины реза дуге сообщают поперечные колебания 1.
Однако такой способ обеспечивает выплавку широких канавок при плазменно-дуговой резке только ограниченной протяженности. Это связано с тем, что металл выплавленный из полости реза скапливается перед дугой. Вследствие этого давления дуги и потока газа недостаточно для полного удаления расплавленного мета.ала из полости реза. Поэтому такое большое скапливание металла перед дугой при прорезании участка определенной длины не обеспечивает непрерывности протекания процесса резки при выплавке канавок большой протяженности изза необходимости периодического прекращения процесса, что связано с удалением выплавленного металла из плоскости реза.
Известен также способ дуговой обработки, при котором технологический процесс выполняют двумя дугами, перемецдаемыми
по взаимно противоположным направлениям навстречу друг к другу 2.
Однако при использовании этого способа не обеспечивается выплавка канавок большой протяженности из-за скапливания вы плавленного металла в полости реза, что в свою очередь не обеспечивает непрерывности выполнения процесса резки из-за необходимости периодического его прекращения, так как расплавленный металл необходимо удалять из полости реза. Кроме того, данный способ не обеспечивает возможности его осуществления двумя дугами, пере.мещаемыми под угло.м к поверхности металла (изза воздействия металла, выплавленного одним плазмотроном на второй плазмотрон).
При такой схеме выполнения процесса резки всегда должен оставаться в центре выплавляемой канавки непрорезанный участок .металла длиной не менее 200-250 мм.
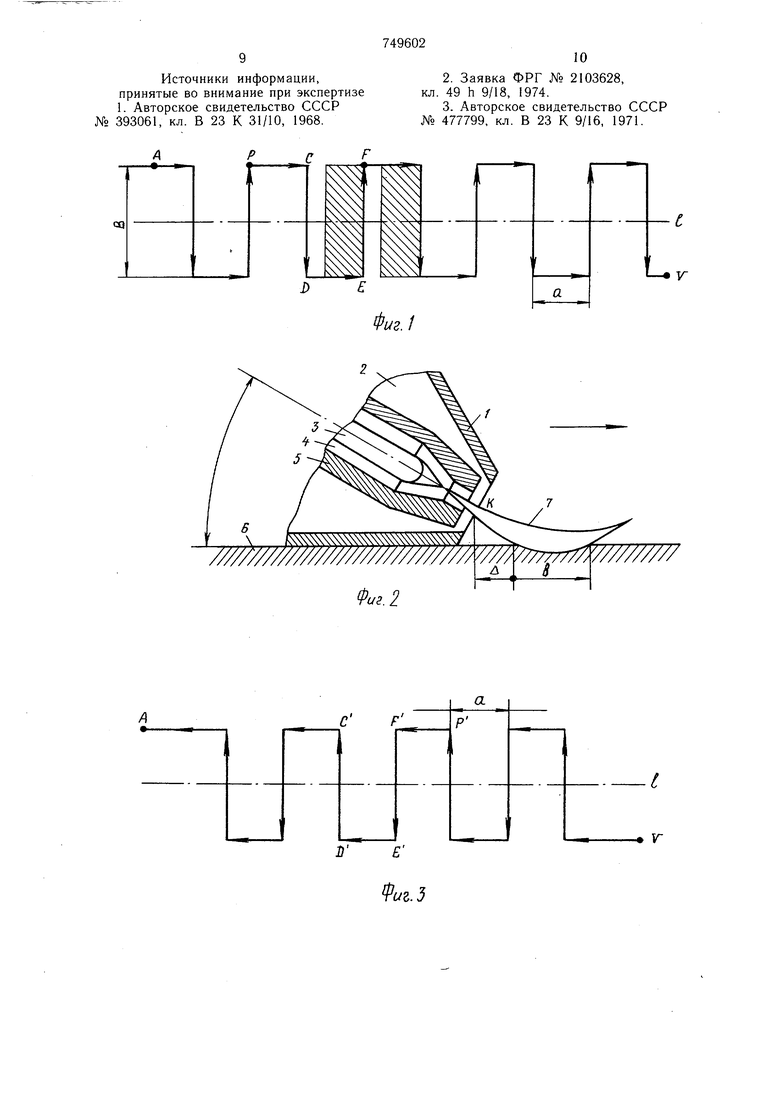
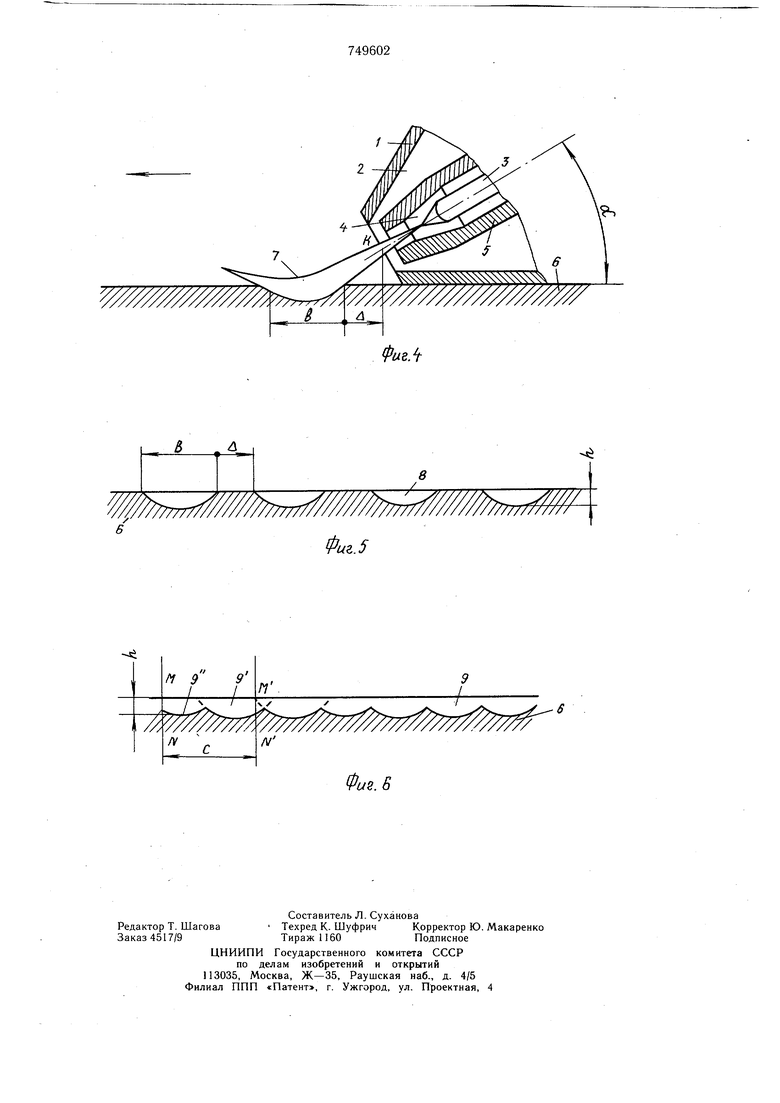
Наиболее близким по технической сущности к изобретению является способ дуговой обработки, при котором поступательное перемещение дуги последовательно чередуют с ее поперечным переме1дением, причем поступательное перемещение дуги производят в крайних точках траектории поперечного перемещения 3. Недостатком известного способа является то, что его использование для плазменно-дуговой поверхностной резки связано со значительным снижением производительноети выполнения резательных работ (из-за того, что при этом может быть допущена только незначительная амплитуда продольного перемещения дуги, так как в противном случае на кромках реза появляются заметные риски выплавленного металла). Уменьщение величины продольного смещения дуги в свою очередь обусловливает при выплавке щироких канавок затраты времени на выполнение поперечных колебаний дуги, что снижает производительность выполнения резательных работ. Кроме того, данный способ не обеспечивает возможности его выполнения двумя дугами, направляемыми из крайних точек их перемещения навстречу друг к другу. При этом при отсутствии программирования режимных параметров (тока и скорости резки) при направлении этих источников по одной траектории наблюдается больщая глубина выплавляемой канавки по ее краям, что связано с тем, что эти участки проходятся дугой дважды при ее поступательном пере.мещении. Кроме того, непосредственное перемещение двух дуг по одной траектории навстречу друг к другу обусловливает необходимость прекращения в какой-то момент времени процесса резки (изза того, что два плазмотрона сходятся в одной точке). Для повыщения качества при выполнении поверхностной плазменно-дуговой резки путем обеспечения удаления расплавленного металла из полости реза и выглаживания рисок, производят дополнительную обработку поверхности, перемещая вторую дугу по траектории, зеркально отображающей траекторию перемещения первой дуги, но в обратном направлении, при этом расстояние между ближайщими плоскостями траектории попарных перемещений первой и второй дуг выбирают из соотнощенияА 2Д + (0,2 - 0,5)5, где А - расстояние .между ближайщими плоскостями траекторий поперечных пере.мещении первой и второй дуг; Д - проекция на обрабатываемую поверхность расстояния от среза сопла до входа дуги в металл; b - щирина выплавляемой канавки при перемещении дуг поперек линии реза; й+Ь - шаг продольного перемещения для первой и второй дуг. Кроме того, для повыщения производительности перемещение дуг во взаимно противоположных направлениях производят одновре.менно. Перемещение одной из дуг может быть произведено с запаздыванием во времени по отнощению к другой дуге. Перемещение одной из дуг может быть начато после прохождения другой дуги всей траектории перемещения. На фиг. 1 дана траектория перемещения дуги слева направо; на фиг. 2 показано положение дугового плазмотрона при таком перемещении дуги; на фиг. 3 дана траектория перемещения дуги справа налево; на фиг. 4 показано положение плазмотрона при таком перемещении дуги; на фиг. 5 дано поперечное сечение обрабатываемого металла после перемещения дуги слева направо; на фиг. 6 - поперечное сечение обрабатываемого металла после его обработки двумя дугами, перемещаемыми навстречу друг к На фиг. 1-6 приняты следующие обозначения:1- наружное электрически нейтральное сопло дугового плазмотрона; 2- полость между наружным и внутренним токоведущим соплом дугового плазмотрона;3- электрод; 4- камера формирования плазменной дуги; 5- токоведущее сопло дугового плазмотрона;6- обрабатываемое изделие; 7- плазменная дуга; 8- канавка, полученная при поперечном перемещении плазмотрона при его поступательном перемещении слева направо; 9- поперечное сечение полости реза, полученное после обработки металла двумя дугами; 9-часть полости реза, полученная за счет поступательного перемещения дуги слева направо; 9 - часть полости реза, полученная за счет поступательного перемещения дуги справа налево; а- угол наклона плазмотрона к поверхности обрабатываемого металла; b-щирина канавки, полученной при поперечном перемещении дуги при ее поступательном перемещении дуги слева направо; А - проекция на наружную поверхность обрабатываемого металла расстояния от среза сопла до входа дуги в металл ; К - точка пересечения плоскости проходящей через сопла. с осью столба дуги; -Е-длина выплавляемой канавки; В - общая щирина выплавляемой канавки;а - щаг продольного перемещения плазменной дуги; АиУ - крайние точки траектории перемещения дуги; PC и DE - участии продольного перемещения дуги при ее перемещении слева направо;
CD и EF-участки поперечного перемещения дуги при ее перемещении слева направо;
Р Ри Е D - участки продольного перемещения дуги при ее поступательном перемещении справа налево.
РЕиОС-участки поперечного перемещения дуги при ее поступательном перемещении справа налево.
h - общая глубина выплавленной канавки;
MN - проекция плоскости поперечных колебаний дуги при ее поступательно.м перемещении слева направо.
Способ осуществляют следующим образом.
Между электродом 3, который располагают в камере формирования плазменной дуги 4, и обрабатываемым изделием 6 возбуждают плазменную дугу 7. В камеру 4 подают плазмообразующий газ, а в полость 2 между наружными электрически нейтральным соплом 1 и токоведущим соплом 5 подают охлаждающий воздух или воздущно-во, дяную смесь. При этом ось наклона плаз.мотрона а принимают не свыше 55° и перемещают его в направлении показанном стрелкой по траектории из точки А в точку V. Практически одновременно, либо с небольщой выдержкой по времени, либо после прохождения плазмотроном всей траектории его перемещения из точки V в точку А направляют также плазмотрон в направлении, показанном стрелкой. При перемещении плаз.мотрона из точки А в точку V устанавливают такую траекторию его перемещения, при которой на заданной длине реза i чередуют поступательное его перемещение с поперечным перемещением. При этом амплитуду поперечного перемещения дуги принимают, исходя из условий получения требуемой щирины реза В. Величину продольного перемещения на отрезках PC и DE принимают равной а Д + Ь, где а - щаг продольного перемещения дуги, b - ширина выплавляемой канавки, Д проекция на наружную поверхность обрабатываемого изделия отрезка длиной от точки К до в.хода други в обрабатываемый металл.
При такой схеме перемещения плазменной дуги непосредственно рабочим перемещением, обеспечивающим формирование полости реза, является перемещение ее в направлении, перпендикулярном к направлению поступательного перемещения, т. е. перемещение из точки С в D и из Е в F и т. д. При выплавке канавок 8 щириной В и глубиной h между канавками получают непрорезанные участки шириной Д, на наружной поверхности которых откладывают металл, выплавленный из канавок 8.
Область, обработанная плазменной дугой, заштрихована в виде двух прямоугольников (см. фиг. 1). При такой схеме перемещения плазменной дуги длину участка продольного перемещения, а также ширину рабочего участка { Д ч- Ь) принимают равны.ми между собой. При направлении плаз.менной дуги из точки V в точку А траекторию ее перемещения принимают как зеркальное J отображение траектории перемещения плазменной дуги из точки .Л в точку V, т. е. если первая дуга обеспечивает съем обрабатываемого металла в направлении слева направо, вторая дуга обеспечивает съем .металла при ее перемещении справа налево, и направление ее поступательного перемещения является обратным перемещению первой дуги. При этом отрезки Р ЕD характеризуют поступательное перемещение второй плазменной дуги.
Длину отрезков, характеризующих поступательное перемещение дуги, в обоих случаях принимают равными между собой, т. е.
PC DE ... PF-- i:D Соответственно и длину отрезков, характеризующих поперечное Г1ер.еме1л.ение обеих
0 дуг, принимают также равными между собой, т. е.
CD EF ... FE DC При пере.мещении второй плазменной дуги плоскость поперечных колебаний ее несколько смеп1ают по длине реза по отнои ению к
5 плоскости поперечных колебаний первой дуги.
Линия MN характериз ст прое.кцню плоскости поперечного перемеп;е11ия точки К поперек линии реза, а лииня харяктерязу0 ет проекцию плоскос-и опереччого перемещения точки К поперек лик1-:н реза. При этом расстояние С между блпЖс1Й:1;ими п.юскостями поперечных колебакип ЛУГИ устанавливают равным 2Д +(0.2- 0,5)1-1.
При этом каиавКи. зы11.азленные второй
дугой, перекрывают канавки, выплавленные первой дугой, что обеспечивает в свою очередь получение полости реза 9 по всей длине реза i Определенную часть полости реза 9формирует поперечное пере.меп1ение первой дуги, а часть 9 -- поперечное перемещение второй дуги. За счет того, что фстрмнрование полости реза на участ.чо 11П1рикой С обеспечивают за счет перемещений во взаимно противоположных направленпях плазменной дуги, данное обстоятельство способствует «заглаживанию поверхност1; кромок реза, что в свою очередь обусловливает меньшее выступание рисок на поверхности реза и обусловливает повышение его качества.
Металл, выплавленный первой плазменной дугой из полости реза, расположен на непрорезанных участках шириной Д, при последующей обработке этих участков второй дугой этот металл вместе с мета.ч.том, расплавленным второй дугой заполняет поверхность канавки, сформированной первой дугой, а вторая дуга за счет ее перемеп1ения вдоль линии реза по краям канавки практически не оказывает влияния .на этот металл, что обусловливает отсутствие скапливания его перед дугой в полости реза и обеспечивает непрерывность протекания процесса резки при выплавке широких канавок практически любой протяженностью. Данный способ не требует программирования изменения скорости перемещения дуги по длине реза. При этом скорость перемещения обеих дуг как вдоль реза, так и поперек его поддерживают постоянной, что обеспечивает возможность использования для реализации данного способа более простого резательного оборудования. Так как на участке шириной. С продольное перемещение плазменной дуги выполняют по двум взаимно противоположным сторонам выплавляемой канавки, данное обстоятельство гарантирует .строгое постоянство глубины выплавляемой канавки по всей щирине В плазменно-дугового реза. Предлагаемый способ также обеспечивает обработку выплавляемых канавок одновременно двумя дугами. Что в свою очередь способствует повышению производительности выполнения резательных работ. Использование предлагаемого способа обеспечивает повыщение производительности выполнения резательных работ на 245- 265%. Пример. Примером выполнения предлагаемого способа явилась механизированная выборка канавок шириной до 70 мм и глубиной до 5 мм, связанная с необходимостью удаления избыточного слоя металла. При этом процесс выполнялся двумя плазмотронами, каждый из которых устанавливали под углом 30° к поверхности обрабатываемого металла и перемещали поступате.тьно навстречу друг к другу -из крайних точек траектории перемещения дуги. Резку выполняли двухпоточными плазмотронами, у которых в качестве охлаждающей среды использовали сжатый воздух, а в качестве плазмообразующего газа-технический азот. Резку выполняли на токе 250 А при расходе плазмообразующего газа 3,5 . Общая длина снимаемого слоя металла составляет 1,2 м. При скорости поступате.тьного и поперечного перемещения плазмотрона, равной 600 м.м/мин, ширина канавки, выплавляемой при поперечном перемещении дуги, составляла 20 мм. Проекция расстояния от среза сопла плазмотрона до входа дуги в металл (Д) составила 12 мм. В соответствии с этим щаг перемещения дуги принимали равным д + b 32 мм. Для определения величины смещения бли жайщих друг к другу плоскостей поперечного перемещения дуги использовали соотнощение 2 Д + (0,2 - 0,5) b 24 + 0,320 30 мм. При идентичной длине перемещения дуги из крайних точек до начала первоГО поперечного колебания для обеспечения вышеуказанного значения смещения вторую дугу направляли навстречу первой с задержкой вре.мени 0,0533 мин, 3,2 сек. Поэтому привод перемещения второй дуги направляли на заданную траекторию ее перемещения с задержкой времени равной примерно 3,5 сек. При этом обеспечили снятие указанного слоя металла, примерно за 7 мин при условии выполнения процесса резки двумя дугами, перемещаемыми навстречу друг к другу. При этом глубина рисок на поверхности обрабатываемого изделия не превышала 0,5 мм. Формула изобретения 1. Способ дуговой обработки, при котаром поступательное перемещение дуги последовательно чередуют с ее поперечным перемещением, причем поступательное перемещение дуги производят в крайних точках траектории поперечного перемещения, отличающийся тем, что, с целью повышения качества при выполнении поверхностной плазменно-дуговой резки путем обеспечения удаления расплавленного металла из полости реза и выглаживания рисок, .производят дополнительную обработку поверхности, перемещая вторую дугу по траектории, зеркально отображающей траекторию перемещения первой дуги, но в обратном направлении, при этом расстояние между ближайшими плоскостями траекторий поперечных перемещений первой и второй дуг выбирают из соотношения А 2Д -f (0,2 -0.5) b, где А - расстояние между ближайшими плоскостями траектории поперечных перемещений первой и второй дуг; Д - проекция на обрабатываемую поверхность расстояния от среза сопла до входа дуги в металл; Ь - щирина выплавляемой канавки при перемещении дуг поперек линии реза; Д+Ъ -шаг продольного перемещения для первой и второй дуг. 2.Способ по п. 1, отличающийся тем, что, с целью повышения производительности, перемещение дуг во взаимно противоположных направлениях производят одновременно. 3.Способ по п. 1, отличающийся тем, что перемещение одной из дуг производят с запаздыванием во времени по отношению к другой. 4.Способ по п. 1, отличающийся тем, что перемещение одной из дуг начинают после прохождения другой всей траектории перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 393061, кл. В 23 К 31/10, 1968.
CQ
Фиг./ .... . ..4,
,
.
fe.
UZ.
-
.77
г/г. W
