I
Изобретение отаосится к области сварки, а именно к конструкции устройства для подачи заготовок на автоматическую линию сварки.
Наиболее успешно предлагаемое изобретши может быть использовано в автоматической линии сварки для приварки платиков к коробке подставки колодо шого тормоза.
Известно устройство, содержащее накопитель и механизм подачи заготовок, предназначено для сборки и сварки деталей круглого сеченвя .(стержней) и его использование для подачи .плоских заготовок требует усложнения конструкции за счет дополнительного устройства зажима и механизма ориентации заготовок 1. Известно устройство для сварки изделий типа цепного транспорта, ; которое содержит накопитель, механизмы подачи и прижима, но требует автономных приводов для всех механизмов 2.
Известно устройство для подачи заготовок на автоматическую линию сварки, содержащее накопитель, корпус, выполненный в виде закрепленных между собой с зазором параллель
ных стенок, и установленные в зазоре толкатель и прижим, взаимосвязанные с приводом их перемещения 31.
Недостатком зтого устройства является то, что оно ненадёжно в работе, так как не обеспечивается ориентация заготовок.
Целью изобретения является :создание такой конструкции устройства, которое обладало бы большей надежностью работы благодаря улуч.шению ориентации заготовок.
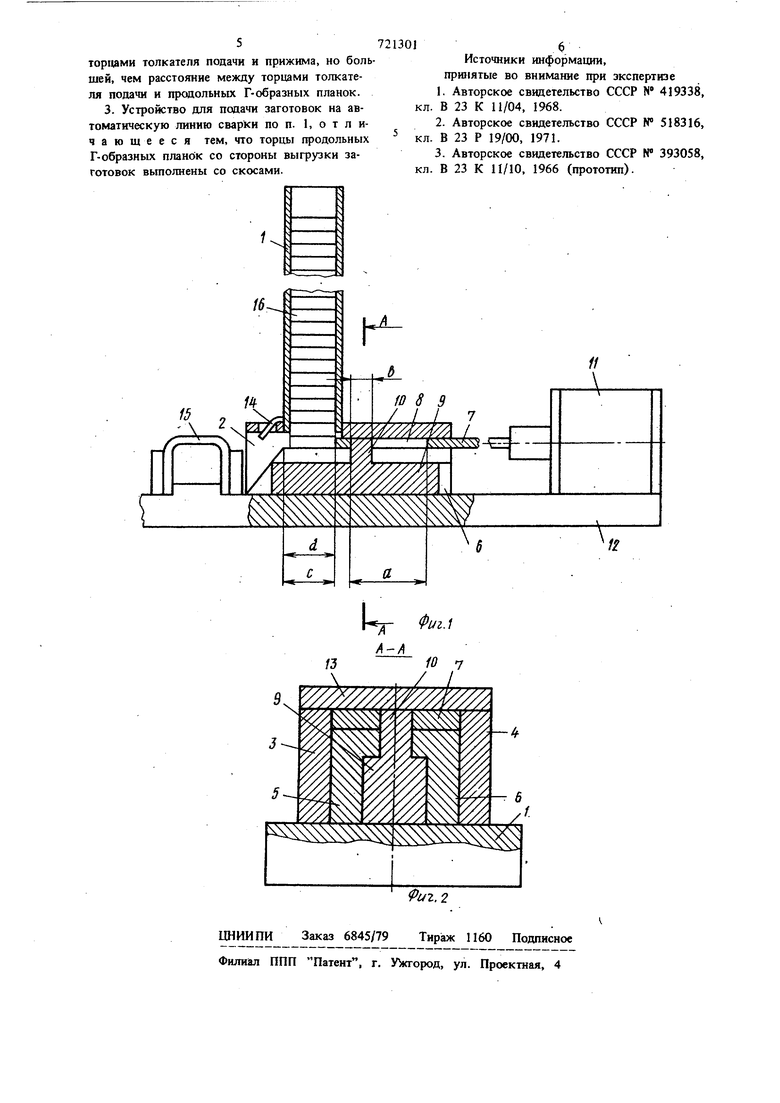
Указанная цель достигается тем, что устройство снабжено размещенными в зазоре между стенками корпуса продольными Г-образными планками, образующими расположенные друг над другом параллельные направляющие каналы, в толкателе подачи вьшолнеио продольное окно, а прижим выполнен с выступом, при этом толкатель подачи установлен в верхнем направляющем канале, а прижим - в нижнем, причем выступ прижима размещен в продольном окне толкателя подачи, tipH этом устройство оснащено пружинным щитком, который прикреплен к стенкам корпуса со стороны выхода верхнего направляющего канала. 3-7 Длина окна толкателя подачи за вычетом толщины выступа прижима выбрана меньшей, чем расстояние между торцами толкателя подачи и прижима, но большей, чем расстояние между торизми толкателя подачи и продольных Г-образных планок. Торцы продольных Г-образных планок со стороны выгрузки заготовок выполнены со скосами. Предлагаемое изобретение поясняется чертежами, на которых изображены: на фиг. 1 - продольный разрез устройства; на фиг. 2 ,разрез А-А фиг. 1., Устройство содержит накопитель 1, корпус 2, выполненный в виде скрепленных между собой с зазором параллельных стенок 3 и 4, размещенные в зазоре щюдольные планки Г-образной формы 5 и 6, толкатель подачи 7 с продольным окном 8, прижим 9 с выступом 10, привод перемещения (пневмоцил шдр).11, укрепленный на общем основании 12, 13 крыщка, 14 пружинный щиток, 15 - коробка подставки тор моза, 16 - привариваемая заготовка (платик). Буквенные обозначения: а - длина окна 8; b - тола1ина выступа 10; с - расстояние между торцами толкателя подачи 7 и прижима 9; d - расстояние между торцами толкателя подата 7 и планок 5 и 6. Работает предлагаемое устройство следующим образом. Шток пневмоцилиндра 11 из исходного положения передвигает толкатель подачи 7 и выталкивает заготовку 16 из накопителя 1. Заготовка 16 соскальзывает по скосам Г-образных пла нок 5 И 6. До этого момента прижим 9 неподвижен, так как его выступ 10 свободно прохо,шт в окне 8 толкателя подачи 7. При дальнейшем перед,виж.ении толкателя 7 он начинает воз действовать на выступ 10 прижима 9 и последний своим торцом прижимает в нужном положении заготовку 16 к коробке 15. Во избежание возможности упора заготовки 16 в коробку 15 при недостаточно плавном ходе штока пневмоцилиндра 11 со стороны выхода верхнего направляющего канала, образованного продольными планками Г-образной формы 5 и 6, установлен пружинныйщиток 14, который взаимодействует с заготовкой 16 способствуя ее соскальзыванию по скосам планок 5 и 6. Для дополнительного повышения надежности работы устройства необходимо избегать преждевременного, до полного выталкивания заготовки 16 толкателем подачи 7 из накопителя 1, передвижения прижима 9 и упора толкателя подачи 7 в прижатую к коробке 15 заготовку, так как в последнем случае может произойти его прива ривание к заготовке. Во избежание этого необходимо, чтобы длина окна 8 толкате.пя подачи 7 за вычетом толщкнь выступа 10 тфкжима 9 была меньшей, чем расстояние между торца4ми толкателя подачи 7 и прижима 9, но большей, чем расстояние между торцами толкателя подачи 7 и продольных планок Г-образной формы 5 и 6, т.е. должно соблюдаться условие По окончании сварки все подвижные части устройства возвращаются с помощью пневмоцилиндра 11 в исходное положение. Количество устройств, аналогичных описанному, устанавливаемых на линии по обе ее стороны, определяется необходимым количеством платиков, привариваемых к коробке. Основными преимуществами предлагаемого устройства являются обеспечение возможности выполнения всех необходимых операций с заготовкой при достаточно простом исполнении и наличие единственного привода (пневмоцилиндра), что существенно повышает надежность его работы. Внедрение предложенного устройства намечено в комплексе с разработанной институтом автоматизированйой установкой для сборки - сварки подставок колодочных тормозов ТКГ160, ТКГ-200 и ТКГ-300 производства Елгавского машиностроительного завода. Экономический эффект от внедрения автоматизированной установки составит на годовой объем производства 63 тыс.руб. Формула изобретения .Устройство для подачи заготовок на автоматическую линию сварки, содержащее накопитель, корпус, выполненный в виде закрепленных между собой с зазором параллельных стенок, и установленные в зазоре подачи и прижим, взаимосвязанные с приводом их перемещения, о тличающееся тем, что, , с целью повыщения надежности работы устройства путем улучшения ориентации заготовок, устройство снабжено размещенным в зазоре между стенками корпуса продольными Г-образными планками, образующими расположенные друг над другом параллельные направляющие каналь, в толкателе подачи выполнено продольное окно, а прижим вьшолнен с выступом, при этом толкатель подачи установлен в верхнем направляющем канале, а прижим в нижнем, причем выступ прижима размещен в продольном окне толкателя подачи, i при этом устройство оснащено пружинным щитком, который прикреплен к стенкам корпуса со стороны выхода верхнего направляющего канала. 2. Устройство для подачи заготовок на автоматическую линию сварки по п. 1, о т л ичающееся тем, что длина окна юлкателя подачи за вычетом толщины выступа прижима выбрана меньшей, чем расстояние между 5 торными толкателя подачи и прижима, но боль шей, чем расстояние между торцами толкателя подачи и продольных Г-образных планок. 3. Устройство для подачи заготовок на автоматическую линию сварки по п. 1, о т л ичающееся тем, что торцы продольных Г-образных планок со стороны выгрузки заготовок выполнены со скосами.
13
Ц- Фиг.
Щ Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N 419338, кл. В 23 К 11/04, 1%8. 2.Авторское свидетельство СССР № 518316, к л. В 23 Р 19/00, 1971. 3.Авторское свидетельство СССР № 393058, кл. В 23 К 11/10, 1966 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку заготовок коробчатого сечения с поперечными планками | 1980 |
|
SU912470A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Машина для сварки трением | 1980 |
|
SU963764A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
| ВНУТРЕННЯЯ МНОГОЗВЕННАЯ ПЕТЛЯ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2040688C1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Установка для сборки и сварки продольных стыков цилиндрических изделий | 1978 |
|
SU747671A1 |
| Устройство для сборки бортов надувной лодки | 1989 |
|
SU1740191A1 |
| Устройство для сборки петлевых соединений | 1983 |
|
SU1094670A1 |
