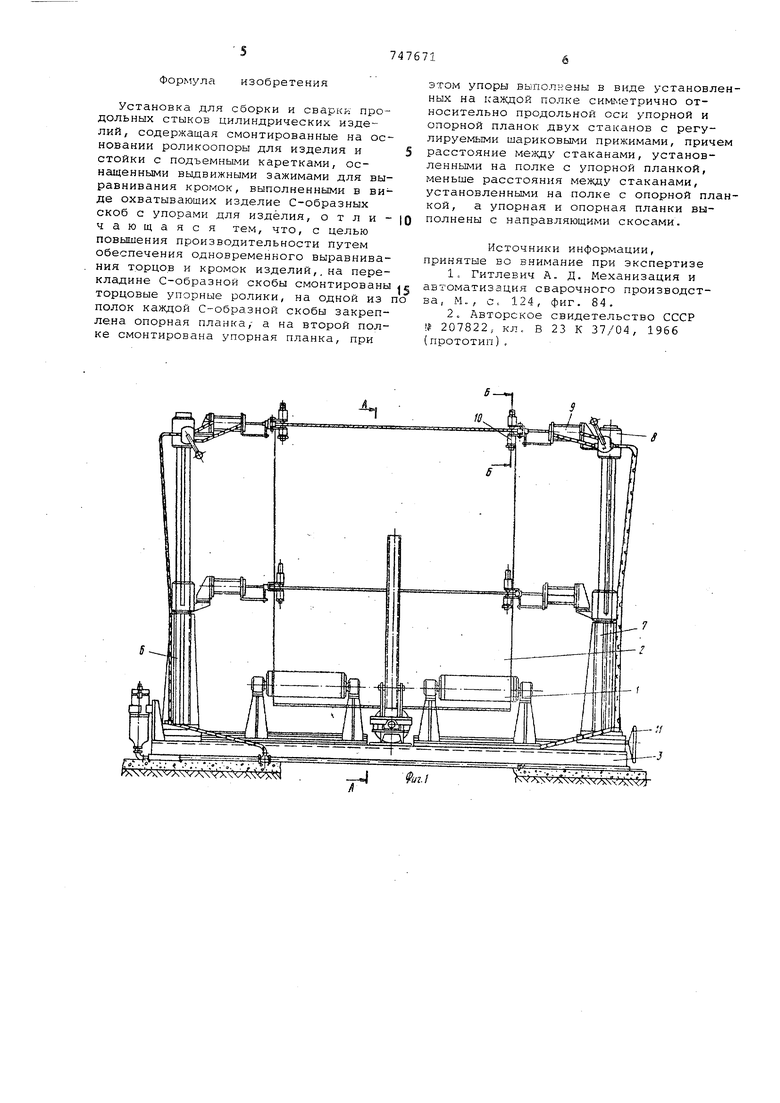
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение на фиг. 3.
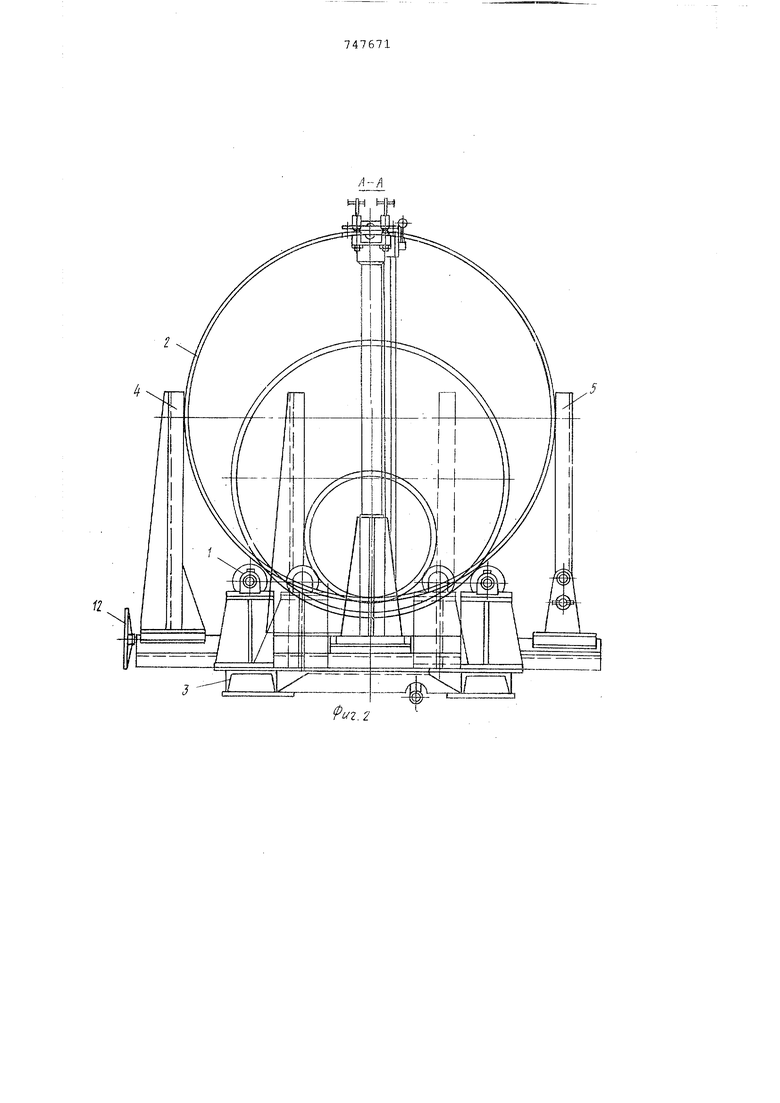
Установка содержит роликоопоры 1 для собираемого изделия 2, раму 3, две стойки 4 и 5 и две стойки б и 7 с каретками 8. На каретках 8 установлены пневмоцилиндры 9, на штоках которых смонтированы зажимы 10 для выравнивания кромок продольных стыков. Стойка б жестко закреплена на раме, 3, а стойка 7 установлена с В9зможностью перемещения вдоль оси собираемого изделия 2 при помощи ручнбхо привода 11. Каретки 8 смонтированы на стойках б и 7 с возможностйю вертикального перемещения.
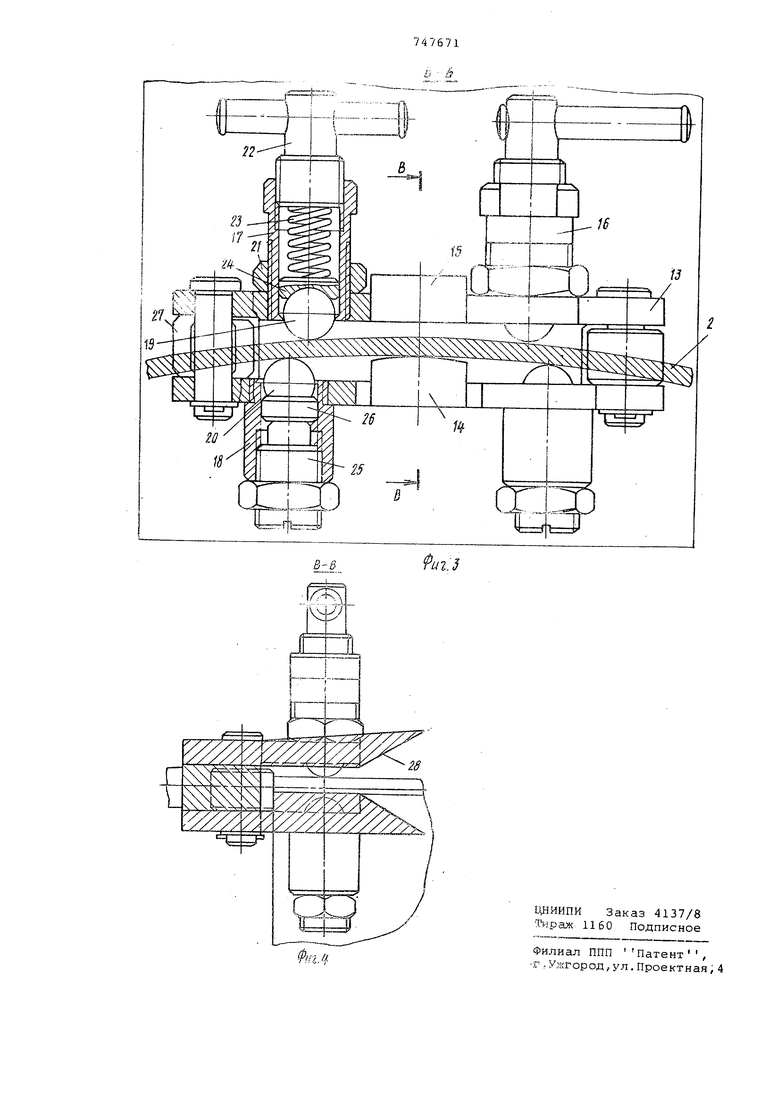
; Стойки 4 и 5 установлены с возможностью перемещения в поперечном направлении от ручного привода 12. Стойка 5 выполнена откидной для облегчения загрузки и выгрузки с роликоопоры 1 изделия 2. Зажимы 10 для выравнивания кромок выполнены в виде С-о6разной скобы 13, на одной из полос которой закреплена опорная план. ка 14, а на второй полке смонтирована упорная планка 15, а также упоры 16. Упоры выполнены в виде смонтирс(ванных на каждой полке скобы 13 симметрично относительно оси планок двух стаканов 17 и 18 с установленными в них регулируе у1ыми шариковыми прижимами 19 и 20. Стаканы 17 выполнены регулируемыми по высоте и фиксируются контргайками 21, и усили шариковых прижимов в этих стаканах регулируется винтом 22 через пружину 23 и пяту 24.
Стаканы 18 закреплены жестко на полке скобы 13, а усилие на шариковый прижим 20 передается от регулируемого винта 25 через пяту 26. Расстояние между стаканами 17 меньше расстояния мелоду стаканами 18. На пе.рекладине С-образной скобы 13 устанолены торцовые упорные ролики 27. Упоная планка 15 и опорная планка 14 выполнены с направляющими скосами 23.
Установка работает следуюшим образом.
Перед началом сборки продольных стыков по опытной обечайке устанавливают стойку 7 и каретки 8 в положение,- соответствующее длине и диаметру собираемого изделия 2, силу давления,пружины 23 на шариковый прижим 19,превышающую упругость материала кромок обечайки.
Изделие 2 ставят на роликоопоры 1 предварительно откинув стойку 5, и поворачивают стыком вверх. Снизу торцы изделия 2 ограничиваются от продольного перемещения упорами (на фигурах не показаны). Включают пневмоцилиндры 9. При этом зажимы 10 для
выравнивания продольных стыков своими скосами 28 надвигаются на стикуe lЫe кромки изделия 2 и при дальнейшем продвижении вперед торцы стыкуемых кромок легко по скосам 28 направляются в пространство между шариковыми прижимами 19 и 20.
Подпружиненные шариковые прижимы 19 давят на наружные поверхности стыкуемых кромок изделия 2 и прижимают их под действием упругой силы пружины к поверхности опорной планки 14. Каждая кромка изделия 2 опирается на шариковые прижимы 19 и поверхность планки 14. За счет смещения верхних и нижних шариков силы давления пружины на верхний шарик создают относительно точки опоры каждой кромки на нижний шариковый прижим 20 мо.мент, прижимающий стыкуемую кромку к поверхности планки 14, за счет чего кромки оказываются выровненныг/1и по толщине. Сила давления шариковых прижимов 19 на стыкуемые кромки регулируется ввертыванием или вывертыванием стакансв 17 в скобу 13 и должна превышать упругость стыкуемых кромок и быть достаточной для прижатия их к поверхности планки 14.
Кроме того, подпружиненные шариковые прижимы не дадут заклиниться кромкам изделия между шариковыми прижимами в случае, если на поверхности кромки окажется местное вспучивание и даже дефекты, связанные с производством. При наезде на выбоину шариковый прижим 19, прижимаясь, сожмет пружину и, пройд,я ее, вновь опустится на поверхность кромки, продолжая прижимать кромку к поверхности планки 14. При перемещении штоков цилиндров 9 зажимы 10 для выравнивания кромок своими тopцoвы ш упорны 1и. роликами 27 давят на :,орцы стыкуемых кромок до тех пор, пока они не окажутся лежаашми в одной вертикальной плоскости. При этом изделие 2 оказывается выровненным по своим торцам. Перемещение скобы 13 с шариками вдоль стыкуеглых кромок дает возможность передать усилие от пневмоцилиндра через торцовые упорные ролики 27 на торцы cтыкye 4Ь1X кромок и выровнить их по всей торцовой плоскости изделия.
Таким образом, происходит процесс самозыравнивания стыкуемых кромок издлия 2 как по толщине в радиальном направлении, так и по торцам в продольном направлении.
Выровненные кромки сближаются до определенного зазора, необходимого для сварки, или без него, при помощи вертикальных стоек 4 и 5, перемещаемых ручным приводом 12. Производится прихватка собранных кромок, стойка 5 откидывается и изделие 2 скатывается по ней по склизу.
Формула изобретения
Установка для сборки и сварки продольных стыков цилиндрических изделий, содержащая смонтированные на основании роликоопоры для изделия и стойки с подъемными каретками, оснащенными выдвижными зажимами для выравнивания кромок, выполненными в виде охватывающих изделие С-образных скоб с упорами для изделия, о т л и чающаяся тем, что, с целью повышения производительности путем обеспечения одновременного выравнивания торцов и кромок изделий,, на перекладине С-образной скобы смонтированы торцовые упорные ролики, на одной из полок каждой С-образной скобы закреплена опорная планка/ а на второй полке смонтирована упорная планка, при
этом упоры выполнены в виде установленных на к-аждой полке симметрично относительно продольной оси упорной и опорной планок двух стаканов с регулируемыми шариковыми прижимами, причем расстояние между стаканами, установленными на полке с упорной планкой, меньше расстояния между стаканами, установленными на полке с опорной планкой, а упорная и опорная планки выполнены с направляющими скосами.
Источники информации, принятые во внимание при экспертизе
1 Гитлевич А. Д. Механизация и автоматизация сварочного производства, М., с. 124, фиг. 84.
2. Авторское свидетельство СССР 1 207822, кл. В 23 К 37/04, 1966 (прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Стенд для сборки и сварки продольного стыка обечаек | 1981 |
|
SU1030132A2 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |
| Установка для сборки и сварки обечаек | 1974 |
|
SU564132A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ под СВАРКУ | 1972 |
|
SU332990A1 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |