I
Изобретение относится к оборудованкю ЧЭарочного производства, в частности к устройствам для сборки заготовок с поперечными , планками и наиболее эффективно для сборки под сварку подставок колодочньк тормозов, содержащих коробчатую заготовку и поперечные планки с крепежными отверстиями.
Известно устройство для сборки под сварку заготовок коробчатого сечения с псшеречными планками, содержащее основание, на котором смонтированы пневмоцилиндр подъема и питатель плоских заготовок, включающий корпус, магазин с упорами и шиберный выталкиватель с пневмоцилиндром Ll .
Однако конструкдия этого устройства усложнена наличием двух привоисв и кро-. ме того, имеет ограниченные технологические возможности из-за недостаточного продольного хода, так как плоская заготовка входит в изделие настолько, насколько ей позвопгпот упоры магазина и его передняя стенка.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство, для сборки под сварку заготовок коробчатого сечения с поперечныкш планками, содержащее основание с направляющей для заготовок коробчатого сечения и питатель для поперечных планок в виде корпуса с опорной поверхностью для планок, а также магазин и щиберный выталкива10тель с Окном по контуру поперечной планки J 2 2 .
Однако в таком устройстве не рещен вопрос обеспечения точности сборки в продольном (по ходу подачи планки) правлении при возможных отклонениях по ее толщине и по величине зазора между коробчатыми заготовками, так как от продольного перемещения после остановки пневмоцилиндра планка удерживается
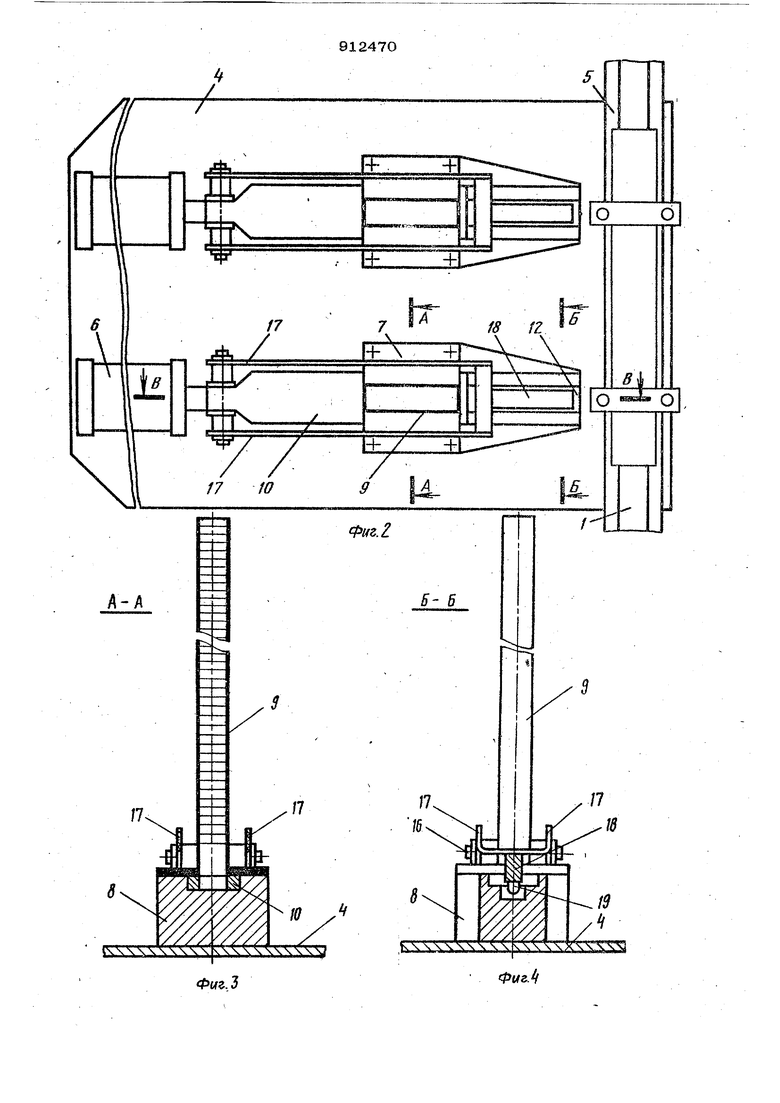
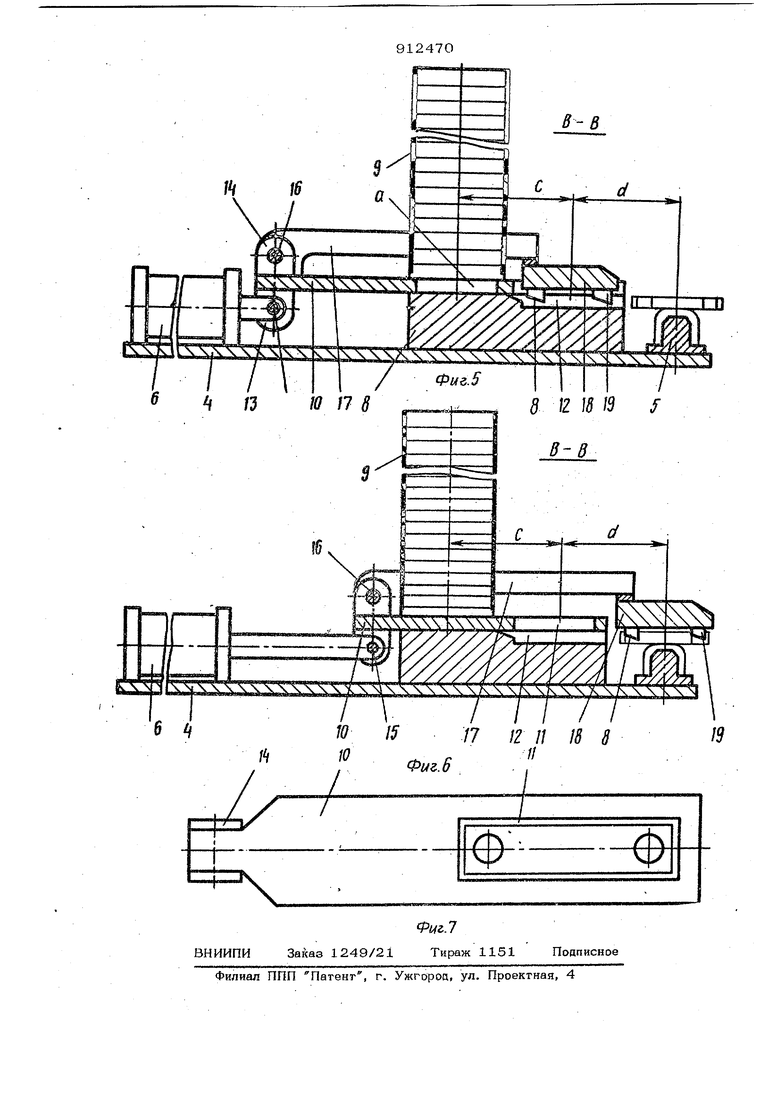
20 непостоянными по величине силами тр&ния между ней и коробчатыми. заготовками. Кроме того, хотя устройство может быть применено для подачи планок на 391 поверхность одной коробчатой заготовки (без вклинивания), точность сборки в этом случае оказывается еще более низкой, так как хшанка ничем не удерживается от инерционного смещения в направлен ее подачи. Цель изобретения - повышение качества путем.увеличения точности размещения заготовок присборке. Поставленная цель достигается тем, что в устройстве для сборки под сварку заготовок коробчатого сечения с поперечными планками, содержащем основание с направляющей для заготовок коробчатого сечения и питатель для поперечных планок в виде корпуса с опорной поверхност для планок, а также магазин и щиберный выталкиватель с окном по контуру поперечной планки, Б опорной поверхности корпуса питания выполнено углубление с длиной, равной длине поперечной планки, расположенное на равном расстоянии от магазина и направляющей, а на щиберном выталкивателе шарнирно установлен дополнительный выталкиватель в виде двух размещенных по обе стороны от магазина тяг и расположенной по продольной оси устройства планки с ориентирующими щтырями, на которых со стороны, обращенной к магазину, выполнены скосы, а окно шиберного выталкивателя со стороны направляющей выполнено закрытым. На фиг. 1 схематически изображена в аксонометрии подставка колодочного тормоза в удобном для сварки положении на фиг. 2 - вид устройства с двумя питателями для сборки под сварку в плане на фиг. 3 - разриз А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. разрез В-В на фиг. 2 в исходном положении механизмов; на фиг. 6 - разрез В-В на фиг. 2 в рабочем положении механизмов устройства; на фиг. 7 - шибер ный выталкиватель питания. Устройство содержит подставку колодочного тормоза, состоящую из заготовки 1 коробчатого сечения и поперечных планок 2 с отверстиями 3, основания 4 с направляющей 5 для коробчатой заготовки 1, пневмоцилиндра 6 и питателя 7 поперечных планок-2. Питатель состоит из корпуса 8, магазина 9 и шиберного выталкивателя Юс окном 11. Опорная поверхность, корпуса 8 выполнена с углублением 12. К шиберному выталкивателю 1О прикрепл.ены проушины 13 и 14 с шарнирными осями 15 и 16. С осью 16 скреплен дополнительный толка ель, состоящий из тяг 17 и планки 18 о щтырями 19. Скошенная поверхность О штырей 19 обращена в сторону магаина 9. Размер С между осями магазина и углублением 12, образующими ложеент, равен размеру 0 между осями угубления 12 и направляющей 5 и соотетствует величине хода штока пневмо-утиндра. Устройство работает следующим обраом. В магазины 9 питателей 7 загружаются стопой поперечные планки 2, нижняя из которых попадает в окно 11 ши- . берного выталкивателя Ю и укладывается на опорную поверхность С| корпуса 8. Заготовка коробчатого сечения 1 фиксируется в нужном положении на направляющей 5. При движении штока пневмоцилиндра 6 вправо (см. фиг. 6) окно 11 шиберного выталкивателяЮ оказывается расположенным над углублением 12 корпуса 8, Размещенная в окне 11 поперечная планка 2 выпадает в углубление 12 корпуса 8, образующее ложемент по ее форме. При обратном ходе штока пневмоцилиндра 6 окно 11 выталкивателя 10 вновь оказывается под стопой заготовок планок 2 и заполняется очередной планкой. Одновременно штыри 19 шарнирно скрепленного с шиберным выталкива- телем Ю дополнительного толкателя . входят в отверстия 3 планки 2, расположенной в ложементе. Наличие скошенных поверхностей на штырях. 19 обэспечи-г вает беспрепятственное перемещение дополнительного толкателя при обратном ходе штока пневмоцилиндра 6. При очередном ходе штока пневмоцилиндра 6 вправо поперечная планка 2 из углубления 12 перемещается штырями 19 на поверхность расположенной на направляющей 5 заготовки 1 коробчатого сечения. Одновременно уЗглубление 12 заполняется следующей планкой. Таким образом, в процесе подачи,. поперечной планки на сборку под сварку, она постоянно зафиксирована как в поперечном по направлению подачи, так и в продольном направлении. Наличие закрытого со всех сторон шиберного выталкивателя обеспечивает точную укладку ш1анки в углубление корпуса питателя, образующее ложемент, ограничивающий поперечное смещение плалки. Точность установки планки в продольном направлении определяется ее фиксацией штырями дополнительного толкателя по отверстиям. Как при подаче планки из магазина в ложе- мент, так и из ложемента на лозшшю сборки исключается ее самопроизвольное инерционное движение по ходу подачи. ПреимущестБсЗ предлагаемого устройства заключается в повьпыении точности сборки заготовок под сварку. Оно может быть испоЛЕзЗОвано при комплектации автоматизированной установки (линии) для сборки и сварки подставок тормозов и при изготовлении сварных узлов с привариваемыми дуговой сваркой пластинами. Экономический эффект от внедрения всего комплекса механизмов установки сотавляет 63,4 тыс. руб. Формула изобретения 1. Устройство для сборки под сварку заготовок коробчатого сечения с попарен ными планками, содержащее основание с направляющей для заготовок коробчатого сечения и питатель для поперечных плано в виде корпуса с опорной поверхностью для планок, а также магазин и щиберный выталкиватепьс окном поконгуру попереч9О6 ной планки, отличающ ееся тем, что, с целью повышения качества путем увеличения точности размещения заготовок при сборке, в опорной поверхности корпуса питателя вьшолнено углубление с длиной, равной длине поперечной планки, расположенное на равном рассто5шии от магазина и направляющей, а на шиберном выталкивателе щарнирно установлен дополнительный выталкиватель в виде двух размешенных по обе стороны от магазина тяг и расположенной по продольной ос устройства 1шагаси с ориентируюгцими щтырями, на которых со стороны, обращенной к магазину, выполнены скосы. 2. Устройство по п. 1, отличающееся тем, что окно шиберного выт.алкивателя со стороны направляющей выполнено закрытым. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 522933, кл. В 23 К 37/04, 23.О4.74. 2.Авторское свидетельство СССР № 649532, кп. В 23 К 37/О4, 15.03.76 (прототип).
Фиг.З
Фиг.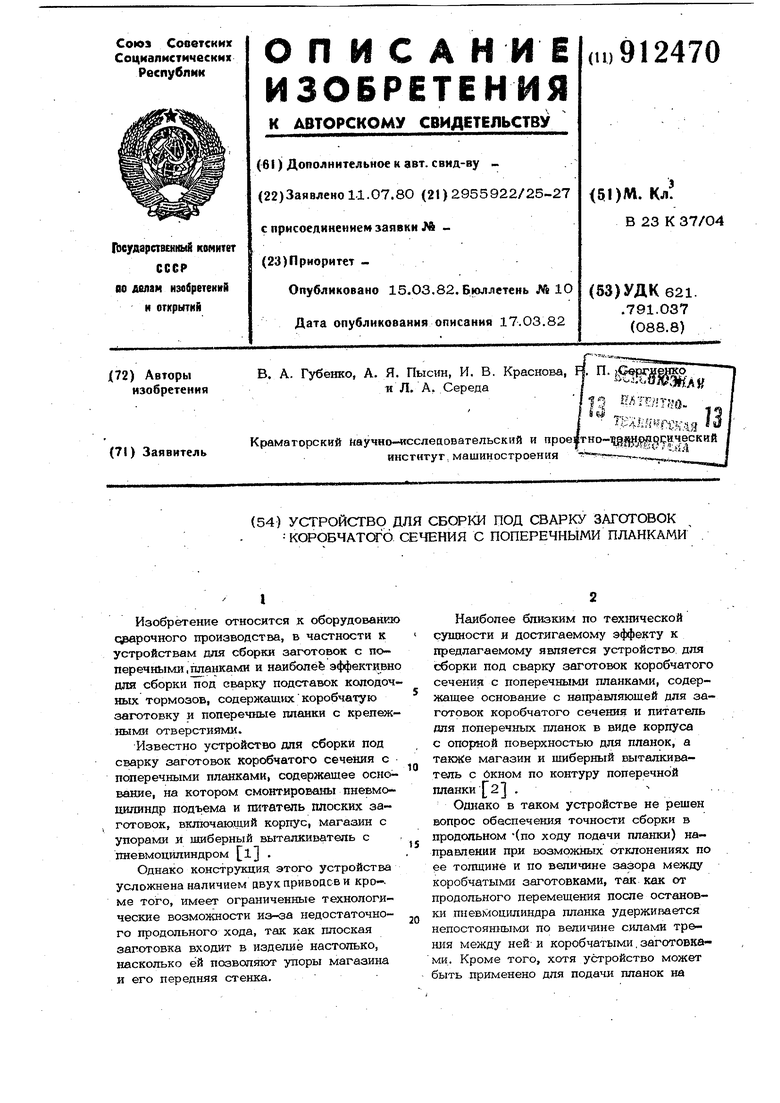

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Устройство для отделения плоских заготовок от стопы | 1978 |
|
SU778881A1 |
| Установка для сборки под сварку и автоматической сварки продольных швов обечаек | 1979 |
|
SU863280A1 |
| Устройство для сталелирования штучных заготовок,отделения от стопы и перемещения | 1982 |
|
SU1110520A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |