1
Изобретение относится к прокатному производству и может быть использовано при прокатке круглой стали в клетях с двухвалковыми калибрами.
Известен способ прокатки круглой стали в двухвалковых калибрах, выполненных по системе круг-круг, разъемы которых расположены с чередованием горизонтального и вертикального положения в последовательно установленных клетях 1.
Недостатком известного способа является неустойчивое положение полосы в калибрах при прокатке переполнёнйём калибров, так как при наличии технологических выступов, образующихся в разъемах калибров, даже незначительное отклонение их положечия от вертикали при задаче в следующий калибр приводит к скручиванию полосы в калибре и, соответственно, к браку. Кроме того, круглый профиль трудно удерживается в заданном положении в проводках.
Цель изобретения - повышение качества проката путем предотвращения скручивания профиля в калибрах.
Поставленная цель достигается тем, что прокатку круглого профиля
ведут в чередующихся упомянуты г круглых калибрах и круглых калибрах с симметрично расположенными по периметру пазами, соответствующими форме разъема калибра. Это повышает устойчивость профиля в калибре и дает возможность его удержания в проводках.
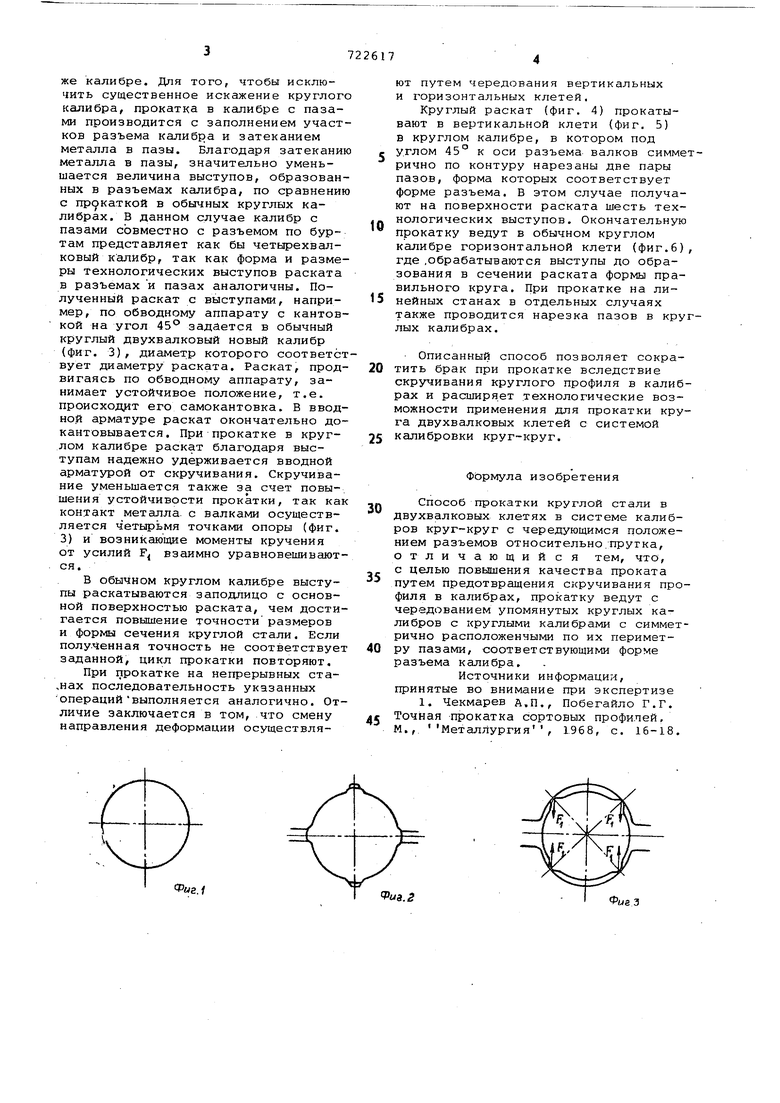
На фиг. 1-3 схематически показана прокатка круглой стали на линейных станах в двухвалковых калибрах по системе калибров круг-круг; на фиг. 4-6 - прокатка на непрерывных ст ан ах.
В однойиз чистовых двухвалковых клетей линейного стана получают сталь .круглого сечения диаметром 30 мм с обычной точностью. Дальнейшую прокатку этой стали производят в круглом калибре (фиг. 2), диаметр которого соответствует минимальному диаметру круга (29,5-29,6 мм). В этом калибре по оси, перпендикулярной оси разъема валков, симметрично по контуру выполнены-два паза, форма и ширина которыхсоответствуют зазору между валками по буртам калибра с учетом формы выпуска. Глубина пазов должна быть не менее величин.ы максимального диаметрального в :ггом
же калибре. Для того, чтобы исключить существенное искажение круглого калибра, прокатка в калибре с паза Ф производится с заполнением участков разъема калибра и затеканием металла в пазы. Благодаря затеканию металла в пазы, значительно уменьшается величина выступов, образованных в разъемах калибра, по сравнению с пр ркаткой в обычных круглых калибрах. В данном случае калибр с пазами совместно с разъемом по буртам представляет как бы четырехвалковый калибр, так как форма и размеры технологических выступов раската в разъемах и пазах аналогичны. Полученный раскат с выступами, например, по обводному аппарату с кантовкой на угол 45 задается в обычный круглый двухвалковый новый калибр (фиг. 3), диаметр которого соответствует диаметру раската. Раскат, продвигаясь по обводному аппарату, занимает устойчивое положение, т.е. происходит его самокантовка. В вводной арматуре раскат окончательно докантовывается. При прокатке в круглом калибре раскат благодаря выступам надежно удерживается вводной арматурой от скручивания. Скручивание уменьшается также за счет повышения устойчивости прокатки, так как контакт металла с валками осуществляется четырьмя точками опоры (фиг. 3) и возникающие моменты кручения от усилий F взаимно уравновешиваются.
В обычном круглом калибре выступы раскатываются заподлицо с основной поверхностью раската, чем достигается повышение точности размеров и формы сечения круглой стали. Если полу.ченная точность не соответствует заданной, цикл прокатки повторяют.
При прокатке на непрерывных ста,нах последовательность указанных Операцийвыполняется аналогично. Отличие заключается в том, что смену направления деформации осуществляют путем чередования вертикальных и горизонтальных клетей.
Круглый раскат (фиг, 4) прокатывают в вертикальной клети (фиг. 5) В круглом калибре, в котором под углом 45° к оси разъема валков симметрично по контуру нарезаны две пары пазов, форма которых соответствует форме разъема. В этом случае получают на поверхности раската шесть технологических выступов. Окончательную прокатку ведут в обычном круглом калибре горизонтальной клети (фиг.6), где .обрабатываются выступы до образования в сечении раската формы правильного круга. При прокатке на линейных станах в отдельных случаях также проводится нарезка пазов в круглых калибрах.
Описанный способ позволяет сократить брак при прокатке вследствие
скручивания круглого профиля в калибрах и расширяет технологические возможности применения для прокатки круга двухвалковых клетей с системой калибровки круг-круг.
Формула изобретения
Способ прокатки круглой стали в двухвалковых клетях в системе калибров круг-круг с чередующимся положением разъемов относительно/прутка, отличающийся тем, что, с целью повышения качества проката путем предотвращения скручивания профиля в калибрах, прокатку ведут с чередованием упомянутых круглых калибров с круглыми калибрами с симметрично расположенными по их периметру пазами, соответствующими форме разъема калибра.
Источники информации, принятые во внимание при экспертизе
1. Чекмарев А.П., Побегайло Г.Г. Точная прокатка сортовых профилей, М., Металлургия, 1968, с. 16-18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ получения профиля для производства метчиков | 1989 |
|
SU1643137A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2006 |
|
RU2314884C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 2004 |
|
RU2273534C1 |

Фые.Г
Фма.г
ФиаЗ
Рмв
Pw«.5
Фиг. 6
