Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для многоколенной пространственной гибки труб методом проталкивания трубы через .гибочный узел.
Цель изобретения - повьппение надежности работы и улучшение качества изгибаемых изделий.
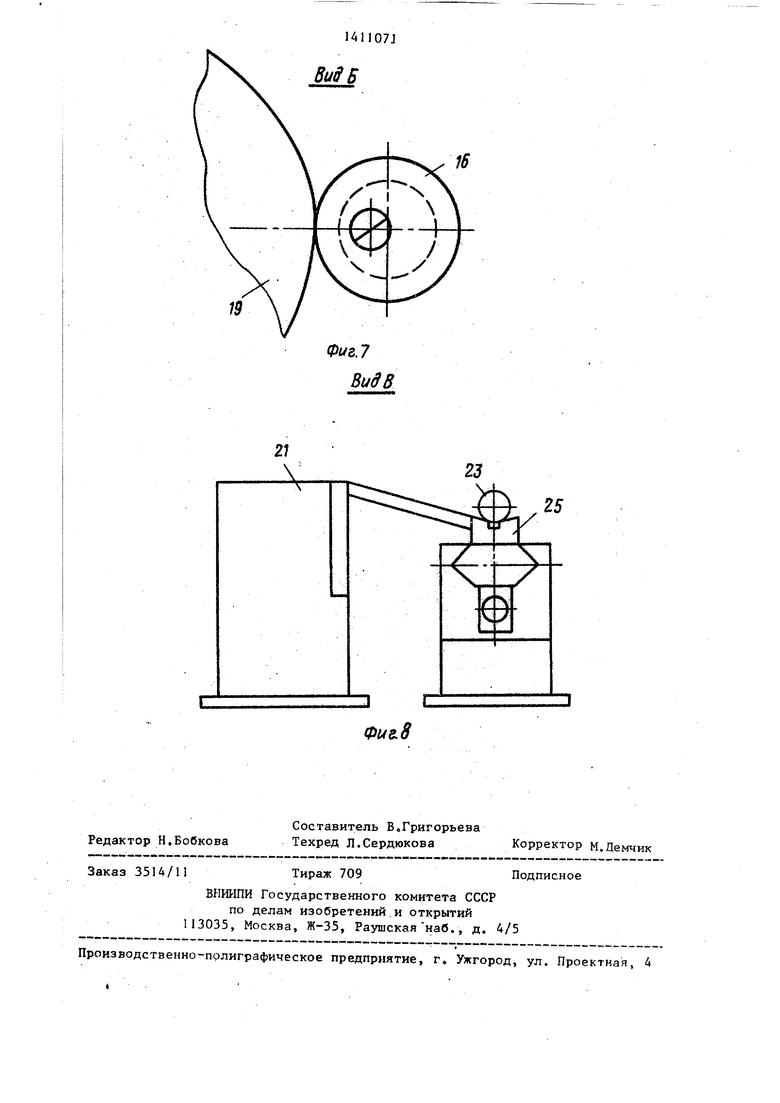
На фиг, 1 показано устройство, вид спереди; на фиг,2 - то же, вид сверху; на фиг, 3 - схема первого гибочного узла с кулачками; на фиг,4 схема работы роликов первого гибоч- ного узла; на фиг, 5 - вид А на фиг,4; на фиг, 6 - схема второго гибочного узла; на фиг, 7 - вид Б на фиг,6; на фиг, 8 - вид В на фиг,1,
Устройство содержит смонтирован- ные на основании 1 подвижный в продольном направлении ползун 2 и неподвижно закрепленный, оснащенный винтовой парой 3 дорн 4, винт которой связан с торцом дорна А, На дорн 4 одета втулка-толкатель 5 узла подачи, элементы крепления которой расположены на ползуне 2„
Устройство содержит также последовательно размещенные на основании 1 гибочные узль:, первый из которых включает установленные на параллельных вертикальных осях 6 и 7 с воз- |можностью свободного вращения опор- ные 8 и направляющие 9 ролики, суп- |порт IО с гибочными роликами 11, ус- |тановленными на осях 12, параллель- |ных осям 6 и 7. Ролики 8,9 и 11 вы- полнены с профилированной рабочей поверхностью. Второй узел гибки вклю чает отклоняющие пластины 13, уста- :новленное на горизонтальных осях 14, :11ластины связаны с рычагами 15, несущими на свободном плече эксцентрик. 16 для регулировки их поворота,
В нижней части ползуна 2 смонтированы кулачки 17, выполняющие функции копиров при регулировке перемещений суппорта 10, взаимодействующие с роликом 18.
Отклоняющие пластины 13 также снабжены копирными элементами с циклограммой гибов в плоскости, перпендикулярной плоскости гибов первого гибочного узла, выполненными в виде кулачков 19. Устройство содержит так Ле гидроцилиндр 20, шток которого связан непосредственно с ползуном 2, Через последний с втулкой-толкате
п
5
0 5
о Q д
Q
5
лем 5, а через кулачки 17 и 19 с зак- репленньми на суппорте 10 гибочными роликами 11 и с отклоняющими пластинами 13 соответственно,
Для более полной автоматизации процесса гибки предлагаемое устройство оснащено установленным в непосредственной близости от устройства бункером 21, пнавмоцилиндром 22 для заталкивания трубчатой заготовки 23 на дорн 4, рукой-манипулятором 24 для удаления готовых изделий в тару и направлякяцей 25, связанной с бункером 21.
Устройство работает следующим образом.
Из бункера 21 трубчатая заготовка 23 поступает на направляющую 25, с которой пневмоцилиндром 22 заталкивается на дорн 4, предварительно отрегулированный по длине в соответствии с длиной заготовки 23, при этом последняя заталкивается на дорн 4 до упора в торцовый фланец втулки- толкателя 5, концентрично установленной на дорне 4, После установки трубчатой заготовки 23 на дорне 4 в исходном положении ползун 2 за счет продольного перемещения, сообщаемого ему штоком гидроцилиндра 20, создает усилие сталкивания (сдвига) втулкой-толкателем 5 заготовки 23 с дорна 4 Сдвинутьш с дорна 4 свободный конец заготовки 23 вводится в контакт с опорными роликами 8, а затем с направляющими роликами 9, которые, свободно вращаясь в одной плоскости с проталкиваемой в зазор между ними заготовкой 23, поддерживают заданное ей дорном 4 базирование в процессе всего цикла рабочей подачио После прохода опорных 8 и направляющих 9 роликов трубчая заготовка 23 встречает движущиеся перпендикулярно к ее продольной оси гибочные ролики 11, За счет регулируемого с помощью кулачков I7 и ролика I8 поступательного движения гибочных роликов 11 совместно с несущим их суппортом 10, приводимь№1 в движение гвдроцилиндром 20 от кулачков 17, гибочные ролики 11 прижимаются к внешней поверхности изгибаемой трубы и, являясь препятствием на участке ее прямолинейной подачи за счет непрекращающегося силового проталкивания заготовку, создают значительные по величине усилия гиба с регулируемым
3,4
в широком диапазоне радиусом гиба в соответствии с заданной циклограммой гибов«
Далее по направлению подачи изог нутый в горизонтальной плоскости конец заготовки 23 входит в контакт с отклоняющими пластинами 13, которым с помощью эксцентриков 16 задается требуемый угол поворота вокруг осей 14. Поскольку отклоняющие пластины 13 также связаны посредством кулачков 19 с гидроцилиндром 20, то при контакте их с трубчатой заготовкой 23. они осуществляют силовой разворот изогнутого конца, вследствие которого гиб трубчатой заготовки 23 происходит уже в вертикальной плоскости, т.во в плоскости, перпендикулярной к плоскости предыдущего гиба, осуществленного с помощью гибочных роликов 11 первого гибочного узла.
Наличие второго гибочного ролика 11 и второй пластины 13 позволяет осуществлять гиб с кривизной другого знака.
Изогнутая в двух различных плоскостях с заданным количеством гибов заготовка 23, превращенная в готовое изделие, например руль велосипеда, захватывается рукой-манипулятором 24 и удаляется в тару готовых изделий (не показана). Ползун 2 с втул кой-толкателем 5, суппорт 10 с гибочными роликами и отклоняющие пластины 13 к окончанию гибки трубы автоматически возвращаются в исходное положение для установки следукщей заготовки, вьшадающей из бункера 21 на направляющую 25 одновременно с возвратом гибочных узлов в исходное положение .
Силовое проталкивание трубчатой заготовки через гибочные механизмы решено более экономичным и более на -дежными конструктивными средствами, вследствие чего точность базирования изгибаемой заготовки сохраняется в течение всего цикла даже при вибрационных и прочих экспяуатационных нагрузках, зачастую возникающих в ус ловиях производства,,
Предлагаемое устройство характе-- рнзуется также высокой производительностью, так как все гибы осуществляются во время движения заготовки без остановов при переходе от гиба к ги- бу и при возврате ползуна с втулкой11071
толкателем в исходное положение, чем значительно сокращается общее технологическое время процесса гибки.Изобретение обеспечивает также высокую экономичность использования общего для основных функциональных элементов силового привода и высокое каче- ство готовых изделий за счет значи- п тельного уменьшения овализации в местах гибов. ,. I
Использование изобретения в народном хозяйстве, в частности в вело- 5 строении для производства рулей велосипедов, позволит получить значительный экономический эффект за счет установки его в автоматическую линию
20
-Формула изобретения
1. Устройство для пространственной гибки трубных заготовок, содержащее последовательно установленные на основании гибочные узлы, первый из которых включает гибочный и опорный ролики с профилированной рабочей поверхностью, установленные на параллельных осях с возможностью свободного вращения, и по меньшей мере один силовой цилиндр, отличающее- с я тем, что, с целью повьшения надежности работы и улучшения качества изгибае41ых изделий, оно снабжено узлом подачи заготовки, вьшолненным в виде втулки-толкателя, дорном с механизмом его настроечного перемещения, размещенным со стороны подачи заготовки, первый гибочный узел
снабжен установленными на осях, параллельных осям имеющихся роликов, парой направляющих -роликов, дополнительными опорным и гибочным роликами и суппортом для гибочных роликов,
смонтированным с возможностью перемещения перпендикулярно оси дорна, второй гибочный узел выполнен в виде отклоняющих пластин, установленных с возможностью поворота вокруг
осей, перпендикулярных осям роликов первого узла, а силовой цилиндр связан с суппортом, втулкой-толкателем и осями отклоняющих пластин.
2. Устройство по П.1, отличающееся тем, что механизм настроечного перемещения дорна выполнен в виде винтовой пары, винт которой установлен на торце дорна.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки труб | 1990 |
|
SU1738423A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Станок для гибки труб | 1991 |
|
SU1817719A3 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2001 |
|
RU2212968C2 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| Трубогибочная машина | 1986 |
|
SU1433548A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |


Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для многоколейной пространственной гибки труб I методом проталкивания трубы че:рез ги- бочный узел. Цель - повьппение надежности работы и улучшение качества изгибаемых изделий. Устройство содержит два последовательно размещенных гибочных узла (ГУ). Первый ГУ включает опорные и направляющие ролики () и суппорт с гибочными Р. Второй ГУ содержит поворотные отклоняющие пластины. После установки трубы на дорн ее передний конец подают в первый ГУ и изгибают при непрерывном перемещении гибочного Р. Затем отклоняющие пластины изгибают отогнутый участок в другой плоскости, не искажая сечения трубы. С помощью опорных и направляющих Р на протяжении всего процесса гибки обеспечивается надежное базирование даже при вибрационных нагрузках. 1 ЗоП, ф-лы, 8 ил. с (Л
5 23
Ю IB /3 /7
N
r
ZdE
. 0it3.2
/5/7
Л-А
j г / j
ww
M ;з
tflU8.J
/9 17
/А
12 ;/
6873
ФигМ
Вид А noSepHymo
Фиг,6
J9
2
16
Фие.8
| Гидрокопировальный суппорт | 1977 |
|
SU691277A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
