1141Д525
Изобретение относится к устройствам, предназначенным для механ1-гческой обработки внутренней поверхности обечаек и корпусов апгтаратов, например для снятия усилений сварных швов, и может быть использовано в химическом и нефтяном машиностроении, а также в других отраслях, где требуется операция обработки внутренних поверхностей-Целью изобретения является расширение технолог1гческих возможностей .за счет обеспечения возможности обработки усилений как продольных, так и кольцевых сварных швов обечаек с одним устройством и сохранения посто- янсявп уг. ич наклона оси вращения инструмента к поверхности обработки шва любого направления.
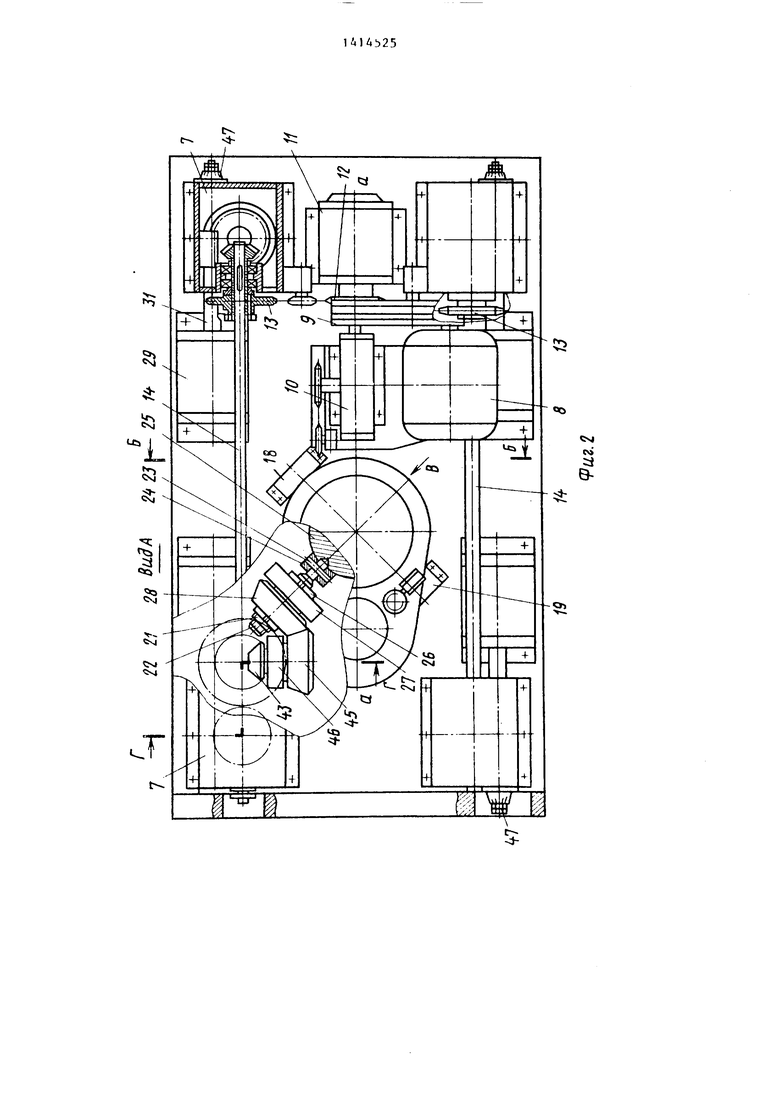
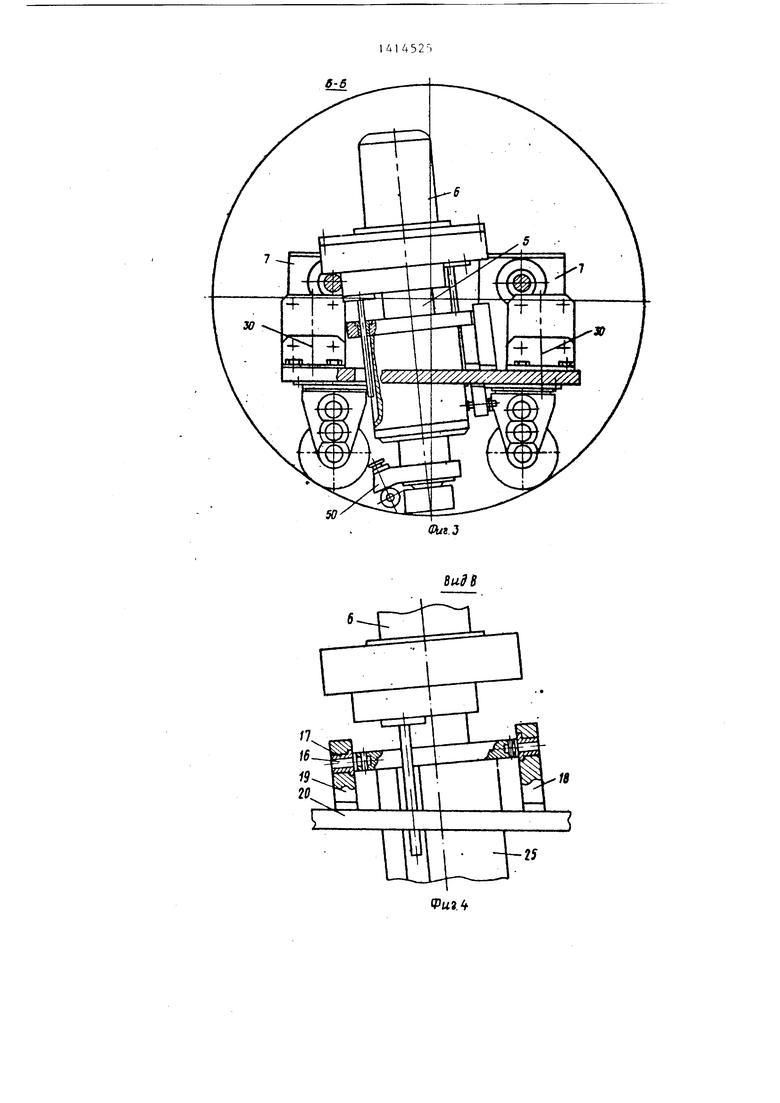
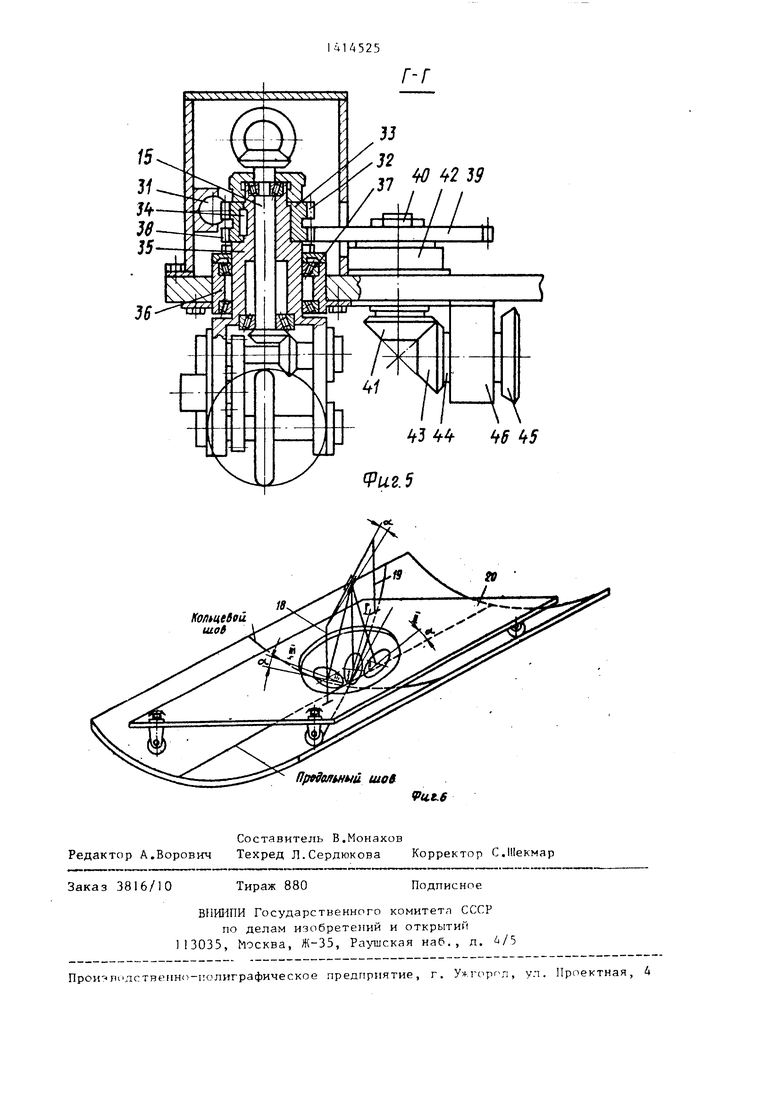
На фиг.1 изображена установка для 20 снятия усилений сварных швов, общий вид; на (|)иг,2 - вид А на фиг.1; на фиг.З - разрез на фиг.2; на фиг.4 - вид В на фиг.2; на фиг.З - разрез Г-Г на фиг.2; на фиг,6 - схема 25 обработки сварных игоов.
Установка состоит из стационарной приводной роликоопоры 1, подвижной в направлении продольной оси изделия неПрИВОДНОЙ роликоопоры 2 с выездными OQ
столами 3, самоходной тележки 4.
Самоходная тележка 4 включает в себя фрезерный узел 5 с электронриво- дом 6 главного движения фрезы; четыре идент1гчиых блока 7 ходовых колес, установленных на платформе тележки и имеющих общий привод вращения колес от электродвигателя 8 через переменную передачу 9, червячный редуктор 10, промежуточную опору 11 с блоком звездочек 12 и электромуфтой, цепные передачи 13 на приводные валы 14; механизм 15 разворота ходовых колес.
Фрезерный узел 5 с помощью пальцев
35
40
ходит все промежуточные положения и устанавливается соответственно на обработку продольного или кольцевого шва, сохраняя постоянство угла d ,
Фрезерный узел 5 снабжен механизмо 21 поворота, выполненным в виде винтовой пары винт - гайка. Винт 22 посредством проушины установлен по скользящей посадке на пальце 23 кронштейна 24, который расположен на кор пусе 25 фрезерного узла 5 в плоскости перпендикулярной оси пальцев 16. Гайк 26 установлена в корпусе 27 с возможно стью ее вращения и жестко соединена с приводной шестерней 28, которая кинематически связана с механизмом разво рота ходовых колес.
Механизм 15 разворота колес содер жит пневмоцилиндр 29, смонтированный на стойке 30, закрепленной на платформе. Хвостовик штока 31 гидроцилиндра 29 вьтолнен в виде зубчатой рейки, находящейся в зацеплении с венцом 32 двойной шестерни 33, установленной с помощью шпонки 34 на корпусе 35 блока 7 ходового колеса. Корпус 35 установ лен в стакане 36 в подшипниках 37, Венец 38 двойной шестерни 33 находится в зацеплении с цилиндрической шес терней 39, закрепленной по вертикальному валу 40, на другом конце которо го имеется коническая шестерня 41. Вертикальный вал 40 установлен в корпусе 42 на подшипниках, который крег пится к плите платформы 20. Шестерня 41 находится в зацеплении с конической шестерней 43 горизонтального вала 44, на другом конце которого имеется коническая шестерня 45. Горизонтальный вал 44 установлен в корпусе А6, который также установлен на плите платформы. Коническая шестерня 45 находится в зацеплении с приводной ше
16 установлен во втулках ,17 разновысо- стерней 28 механизма поворота фрезерt f-t 1/ .... J
ких вертикальных стоек 18 и 19, установленных на плите платформы 20.Стойки 18 и 19 расположены в плоскости, которая пересекает продольную ось а-а тележки под углом 45°, а ось пальцев 16 наклонена к плоскости платформы 20г
При этом, если ось шпинделя (фиг,6) находится в плоскости стоек 18 и 19 (положение I - I), то торец фрезы расположен под углом о к поверхности 1Ч1)а, расположенного под углом 45 к продольной оси изделия; при повороте шпиндельн j узла в положения II - II или III - III фреза про55
1ГОГО узла.
При подаче сжатого воздуха в штока вую полость пневмоцилиндра 29 ходовые колеса устанавливаются параллельно продольной оси тележки, в нештоковую полость - перпендикулярно, при этом последнее положение колес определяет - ся величиной перемещения штока-рейки, которая регулируется с помощью упоров 47 с лимбами.
Установка работает следующим зом.
Для обработки продольш.гх сварных швов корпус 48 изделия включением при-
с
0 5
Q
5
0
ходит все промежуточные положения и устанавливается соответственно на обработку продольного или кольцевого шва, сохраняя постоянство угла d ,
Фрезерный узел 5 снабжен механизмом 21 поворота, выполненным в виде винтовой пары винт - гайка. Винт 22 посредством проушины установлен по скользящей посадке на пальце 23 кронштейна 24, который расположен на кор пусе 25 фрезерного узла 5 в плоскости, перпендикулярной оси пальцев 16. Гайка 26 установлена в корпусе 27 с возможностью ее вращения и жестко соединена с приводной шестерней 28, которая кинематически связана с механизмом разво рота ходовых колес.
Механизм 15 разворота колес содер жит пневмоцилиндр 29, смонтированный на стойке 30, закрепленной на платформе. Хвостовик штока 31 гидроцилиндра 29 вьтолнен в виде зубчатой рейки, находящейся в зацеплении с венцом 32 двойной шестерни 33, установленной с помощью шпонки 34 на корпусе 35 блока 7 ходового колеса. Корпус 35 установ лен в стакане 36 в подшипниках 37, Венец 38 двойной шестерни 33 находится в зацеплении с цилиндрической шес терней 39, закрепленной по вертикальному валу 40, на другом конце которо го имеется коническая шестерня 41. Вертикальный вал 40 установлен в корпусе 42 на подшипниках, который крег пится к плите платформы 20. Шестерня 41 находится в зацеплении с конической шестерней 43 горизонтального вала 44, на другом конце которого имеется коническая шестерня 45. Горизонтальный вал 44 установлен в корпусе А6, который также установлен на плите платформы. Коническая шестерня 45 находится в зацеплении с приводной ше
1ГОГО узла.
При подаче сжатого воздуха в штока вую полость пневмоцилиндра 29 ходовые колеса устанавливаются параллельно продольной оси тележки, в нештоковую полость - перпендикулярно, при этом последнее положение колес определяет - ся величиной перемещения штока-рейки, которая регулируется с помощью упоров 47 с лимбами.
Установка работает следующим зом.
Для обработки продольш.гх сварных швов корпус 48 изделия включением при-
3lA
вода роликов А9 стационарной ролико- опоры 1 устанавливается так, чтобы продольный шов находился в крайнем нижнем положении. Выездные столы 3 регулируются по высоте и горизонтально так, чтобы траектории перемещения ходовых колес тележки совпали с внутренней поверхностью корпуса Д8, По контрольной плите стола 3 регулиру ются величина врезания фрезы и положение копирующего механизма 50.
В штоков то полость пневмоцилиндра 29 подается сжатый воздух, при этом шток-рейка 31, перемещаясь в крайнее положение, разворачивает двойную шестерню 33, а вместе с ней и корпус 35 с ходовым колесом. В то же время вращение от шестерни 33 передается на шестерни 39,41,43 и 45 и шестерню 28 механизма 21 поворота фрезерного узла 5, с помощью которого узел 5 поворачивается в положение II - II, а разновысокие стойки обусловливают угол наклона фрезы к плоскости обработки.
Фреза вместе с копирующим устройством 50 поднимается вверх, включает ся привод 8 вращения колес и самоходная тележка перемещается в позицию обработки. Далее включается пр1геод 6 главного движения фрезы и производится ее опускание до упора копирующего устройства 50 в корпус 48.
Для обработки кольцевого шва сжатый воздух подается в нештоковую полость пневмоцилиндра 29, при этом шток-рейка 31 перемещается до регулируемого упора 47 и разворачивает шестерню 33 в обратном направлении, фрезерньй узел 5 поворачивается в положение III - III, сохраняя угол of наклона фрезы к плоскости обработки.
5
Включается привод 6 главного движения фрезы, последняя опускается в рабочее положение, включаются одновременно привод 8 ходовых колес и привод 51 вращения роликов 49 роликоопоры 1. Направления вращения разноименные с предварительно согласованными скорое тями. Регулирование вращения корпуса
48 изделия бесступенчатое. Производится обработка кольцевого шва.
Формула изобретения
Установка для снятия усилений
сварных швов, включающая размещенное на подъемной платформе самоходное устройство, на плите которого установ -- лен корпус фрезерной головки с меха--:
низмом прямого копирования, отличающаяся тем, что, с целью расширения технологических возможностей путем обработки продольных и поперечных швов обечайки, установка
снабжена размещенными между корпусом фрезерной головки и плитой самоходно го устройства в плоскости под углом 45° к его продольной оси разновысокиг ми вертикальными стойками с пальцами
предназначенными для размещения корпуса фрезерной головки, а самоходное устройство снабжено механизмом развот рота ходовых колес, вьтолненным в виг де винтовой пары, при этом винт уста новлен подвижно относительно корпуса фрезерной головки, а гайка - с возможностью вращения и размещена во введенном в установку корпусе, установлет-г ном на плите самоходного устройства,
и жестко соединена с введенной в
установку приводной шестерней, кинема тически связанной с упомянутым механизмом разворота ходовых колес.
«
Г
«Nl
CN
ii Bo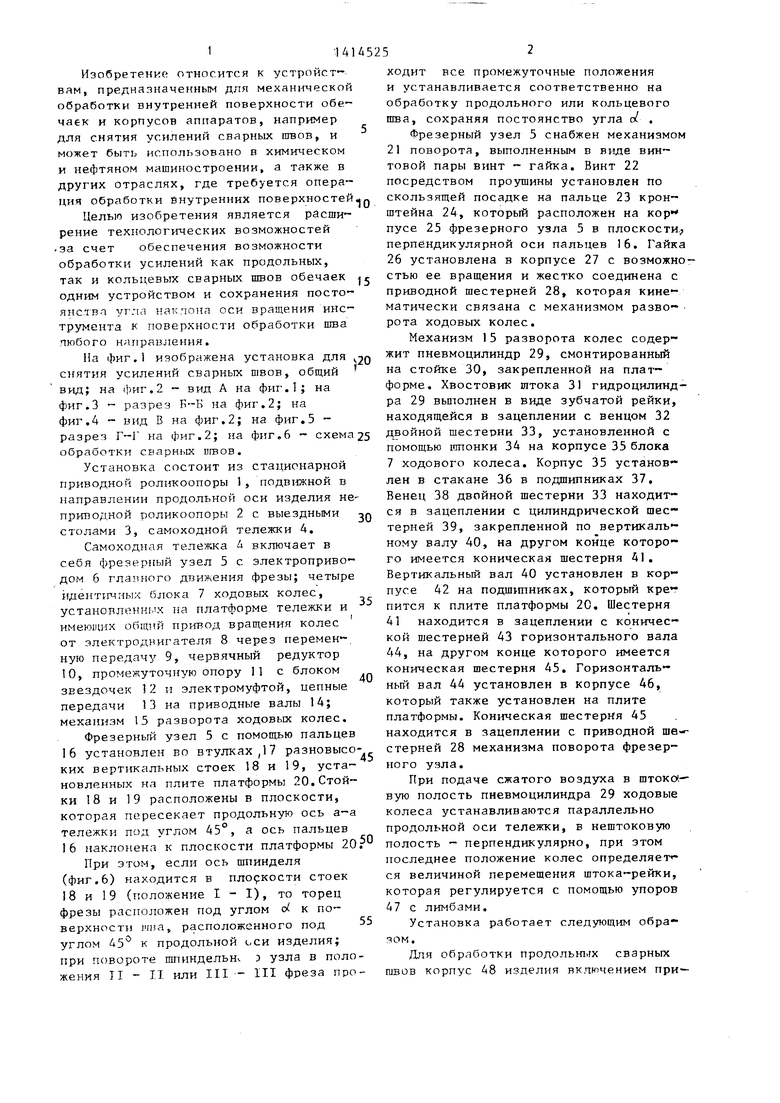

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ПО ФЕРРОМАГНИТНЫМ ПОВЕРХНОСТЯМ | 1992 |
|
RU2051058C1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОД СВАРКУ ТАВРОВЫХ БАЛОКИ КНИЦ | 1968 |
|
SU219722A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1982 |
|
SU1046054A1 |
Изобретение относится к механической обработке внутренних поверхностей корпусов аппаратов в производстве теплообменной и колонной аппа ратуры в химическом и нефтяном машиностроении. Изобретение позволяет производить обработку как продольных так и кольцевых сварных швов и обес- i печивает постоянство угла наклона оси вращения торцовой фрезы к плоскости обработки сварных швов любого направления. Самоходная тележка 4 имеет фрезерный узел 5, который установлен на разновысоких стойках, за-; крепленных на плите платформы 20 тележки. Стойки расположены в плоскости, которая пересекает продольную ось тележки под утлом 45. Фрезерный узел 5 имеет возможность поворота на соосных пальцах стоек, ось которых не параллельна плоскости плиты 20. Фрезерный узел 5 снабжен механизмон поворота, кинематически связанным с механизмом разворота ходовых колес тележки. Самоходная тележка 4 устанавливается на выездной стол 3, который регулируется по высоте и в горизонтальной плоскости относительно рабатьшаемого изделия 48. Разворот ходовых колес и фрезерного узла осуществляется одновременно. 6 ил. (Л с СП tc СП Фиг.1
18
Колщебои. шоб
(Iprioautnu шов
Составитель В.Монахов Редактор А.Ворович Техред Л.Сердюкова Корректор С.Шекмар
Заказ 3816/10
Тираж 880
ВНИИПИ Государственного комитетл СССР
по делам изобрете}шй и открытий 113035, Москва, Ж-35, Раушская наб., д.
Г-Г
5 4 g ftS
Vu2.5
Подписное
| УСТАНОВКА ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ ШВОВ | 1972 |
|
SU424673A1 |
