Изобретение относится к стекольной промышленности и может быть использова но в процессах, связанных с производство многослойных стекол. Известен способ изготовления многослойного стекла путе предварительной подпрессовки при те 1пературе 1О-15°С нагрева в вакууме и окончательной прессовки атмосферным давлением с последующим интенсивным охлаждении ). Наиболее близким решением по технической сущности и достигаемому эффекту является способ прессования многослойного стекла в газовом автоклаве Щ Данный способ включает бесступенчатый нагрев изделий в автоклаве до 10О-145 С, плавную подачу йзбьпх чного давления в автоклав до 14 атм, выдержку изделий при достигнутых температуре и давлении, охлаждение изделий до начальной температуры при сохранении давления, снижение давления до атмосферного. Недостаток описанных способов большая длительность технологического цикла прессования, достигающая двух часов. Это объясняется раст1шутостью отдельных операций по времеьш вследстВШ1 недостаточной 1штенсивности процессов прессования. Основная операция процесса - вьщержка изделия при давлении и температуре - ведется пассивным методом при статической нагрузке, когда основные параметры процесса (давление и температура) не изменяются по величине в течение довольно длительного времени. Цель изобретения - интенсификация процесса за счет сокращения срока прессования. Цель достигается тем, что в способе прессования многослойных стеклоизделий в газовом автоклаве, нагрев, выдержку и охлаждение стеклоизделий под избыточным давлением газа, осуществляют пульсацию давления газа при и охлаждешш, причем сброс давлеипя производят равномерно, а его повышение - импульсивно.
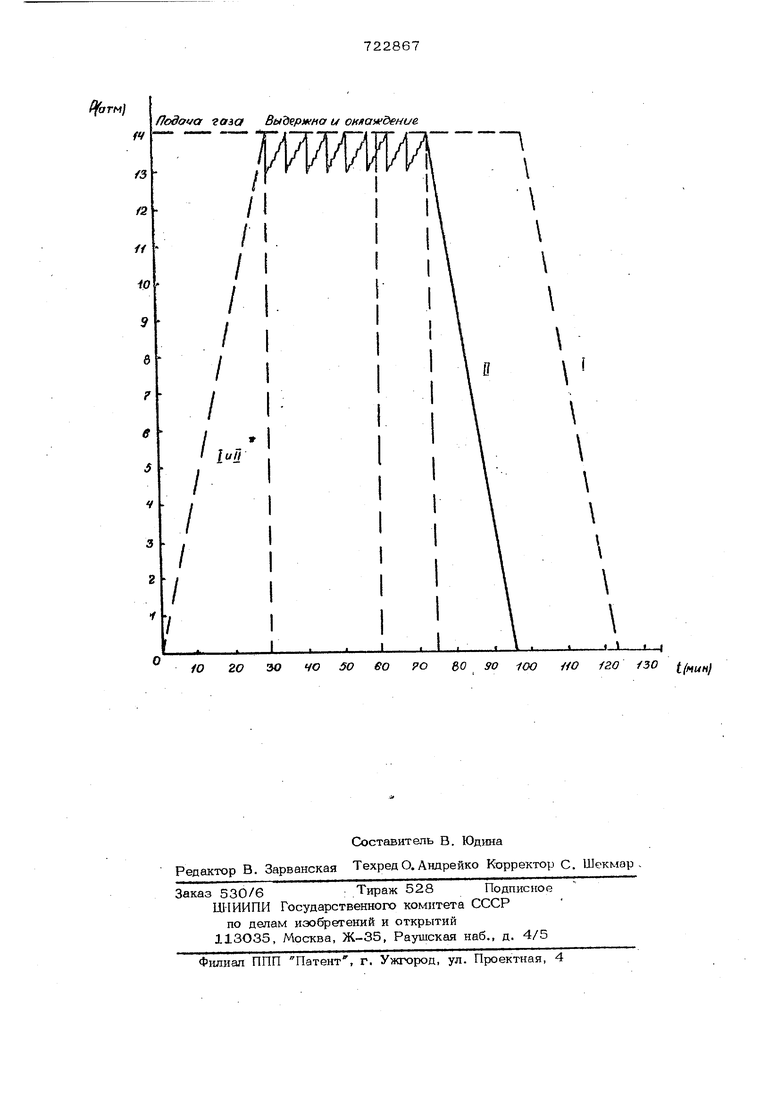
Изобретение поясняется , на котором пунктиром представлено изменение пешюния в автоютаве по нзвостному способу, .сплошной линией. IT - по предлатаемому способу.
Для осуществления способа исполъя тот оборудованне-компрессор, ресивер и автоклаБ. Компрессор нагнетает избыточ1юе давление (до 28-30 атм ) сначала в ресивере, из которого затем через специальный впускной пружи11ный клапан воадук попадает в автоклав. Этот клапан отрегулирован так, что он обеспечивает период гческую подачу в автоклав сжатого воздуха, а вьшускной клапан - удаление определенного объе- ма воздуха из автоклава после возраста ння давления до матссимального (14 атм По достижению в автоклаве давления в 14 атм. производят периодический сброс давления, например на 1 атм , после чего достигают давления в 14 атм импульсной подачей воздуха в автотслав (см. график, 1). Импульсы воздуха подаются в автоклав не плавно, как это делается в начальной ста..ии работы автоклава, а как можно резче, при этом в автоклав подаются объемы воздуха, соответствующие возрастанию давления в нем, например 0,25 атм. В этом случае 1ювое достижение давления 14 атм/ происходит за 4 импульса, после чего .осуществляют быстрый сброс давления и т. д. КолебгАНия величин давления при сбросе его могут быть разными и определяются оптимальным вариантом, при этом импульсация подачи воздуха должна быть как можно резче, а предельное макскк альное значение давления не должно превышать установленное технологией.
Сначала загружают стеклоизделия в автоклав, подают плавно в него газ и одновременно ведут подогрев стеклоизделий. Затем изделия выдерживают при пос ТОЯН1ГОМ давлении и температуре порядка 140-14S С. Давление приобретает характер статической нагрузки, постоянно воздействующей с одним и тем же усилием на пакеты. При импульсной подаче воздуха характер нагрузки меняетЪя, она становится динамической. Йроисходит долопие нагрузки на отдельные составлшошие, воздсйствукяние на пакеты многократно. Вследствие этого происходит интенслфикаиия процессов удаления
воздуха из зазоров пакета, цолимеризации и его склеивания со стеклом. В совокупности появляется возможность сократить время выдержки изделий в aBTOioia- ве, сократится и время охлаждения стедСла из-за того, что в автоклав будут подаваться новые объемы холодного воздуха.
Реализация способа не связана с коренной заменой оборудования.
Напротив, для осуществления способа достаточно произвести некоторые изменения в автоматике автоклава, которые могли бы обеспечить периодический сброс давления и импульсивное достижение его
м.аксимальногс значения.
Предложенное изменение технологии прессования в автоклаве, в частности процессы удаления из зазоров пакета остаточного воздуха, полимеризации прюме-
жуточ1« го слоя, связывания листов стекла между собой, пульсации давления при охлаждении, позволяет сократить время , затрачиваемое на эту операцию.
Формула изобретен и я
Способ прессования многослойных стеклоизделий в газовом автоклаве,
содержащий нагрев, выдержку и охлаждение стеклоизделий .под избыточным давлением газа, отличающийся тем, что, с целью интенсификации процесса за счет сокращения срока прессования, осуществляют путтьсацию давления газа при выдержке и охлаждении, причем сброс давления производят равномерно, а его повышение - импульсивно.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 278988, кл. С 03 С 27/12, 1968. 2. Шепелев Д. Н. Поточ1юе производство гнутого полированного отекла Триплекс. Стекло и керамика, 1972, № 1О, с. 13-14.
-газе/ )кма и oHnaMf&eHue. /О 2( ЭО ЧО 5О €О РО gO 90
1
t(UH) 1ОО iiO fSO /30
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРИПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2021220C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2574262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2399109C1 |
| СПОСОБ КОНСЕРВИРОВАНИЯ ПРОДУКТОВ В ПЛАСТИКОВЫХ УПАКОВКАХ И ПЛАСТИКОВАЯ УПАКОВКА | 2002 |
|
RU2247519C2 |
| Способ изготовления многослойного стекла | 1977 |
|
SU742402A1 |
| СПОСОБ И КОМПЛЕКС ОБОРУДОВАНИЯ ПРОИЗВОДСТВА СУХИХ МОДИФИЦИРОВАННЫХ ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2424857C2 |
| Способ стерилизации продукта в консервной банке | 1989 |
|
SU1741753A1 |
| Способ изготовления многослойного стекла | 1974 |
|
SU735164A3 |
| СПОСОБ КОНСЕРВАЦИИ ГОТОВЫХ ПРОДУКТОВ И/ИЛИ ПОЛУФАБРИКАТОВ В УПАКОВКЕ ИЗ МНОГОСЛОЙНЫХ ПЛЕНОК С БАРЬЕРНЫМ СЛОЕМ С ВОЗМОЖНОСТЬЮ ДАЛЬНЕЙШЕГО РАЗОГРЕВА | 2018 |
|
RU2680585C1 |
| СПОСОБ УПРОЧНЕНИЯ НЕОБОЖЖЕННОЙ СИЛИКАТНОЙ КЕРАМИКИ | 1992 |
|
RU2068829C1 |